You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Suitable For Dyeing What Type of Fabric With Red CabbageDocument6 pagesSuitable For Dyeing What Type of Fabric With Red CabbageKowser Bin Abdullah Kowser100% (1)
- Men Shoes CatalogDocument6 pagesMen Shoes CatalogLajwanti DesignersNo ratings yet
- Press Maintenance Troubleshooting AND "Pressroom Safety" ManualDocument45 pagesPress Maintenance Troubleshooting AND "Pressroom Safety" ManualArturo de la VegaNo ratings yet
- Tribest Hot Sale Items Price List-202023Document12 pagesTribest Hot Sale Items Price List-202023Ann VillablancaNo ratings yet
- Tyre PyrolysisDocument12 pagesTyre PyrolysisviswamNo ratings yet
- Types of Reactions Lab ReportDocument4 pagesTypes of Reactions Lab Reportrbatson89% (18)
- MF Product CatalogueDocument16 pagesMF Product CatalogueFrancois-No ratings yet
- 11.1 SOR Building Tradesmen - FinalDocument131 pages11.1 SOR Building Tradesmen - FinalDharma RamalingamNo ratings yet
- Sulzer PLA TechnologyDocument4 pagesSulzer PLA TechnologyHH KevinNo ratings yet
- RSMI Blank FormDocument6 pagesRSMI Blank FormD Delos SalNo ratings yet
- Mud ArchitectureDocument27 pagesMud ArchitectureShivansh KumarNo ratings yet
- Armstrong CabinetsDocument139 pagesArmstrong CabinetsRoofEstimatorNo ratings yet
- DNV RP F102 PDFDocument38 pagesDNV RP F102 PDFFernando Ytozu TairaNo ratings yet
- Cable TrayDocument4 pagesCable TraySoltani AliNo ratings yet
- A Study On Durability Properties of Geopolymer Concrete Using Flyash and GgbsDocument13 pagesA Study On Durability Properties of Geopolymer Concrete Using Flyash and Ggbsbala rajuNo ratings yet
- Lubrizol Performance Builders Catalogue-Commodity IngredientsDocument3 pagesLubrizol Performance Builders Catalogue-Commodity IngredientsShNo ratings yet
- Advanced Concrete Technology Assignment-1 High Performance ConcreteDocument12 pagesAdvanced Concrete Technology Assignment-1 High Performance Concreteyedida v r aviswanadhNo ratings yet
- A List of Most Common Glass Types in The Flat Glass IndustryDocument11 pagesA List of Most Common Glass Types in The Flat Glass IndustryShikha Aggarwal100% (1)
- Sata CatalogDocument188 pagesSata CatalogtintucinbNo ratings yet
- Determination of The Effects of Biogenic Acidification On Concrete Antimicrobial Additives And/or Concrete ProductsDocument13 pagesDetermination of The Effects of Biogenic Acidification On Concrete Antimicrobial Additives And/or Concrete ProductsYoshi TaissonNo ratings yet
- Plastics PVCDocument119 pagesPlastics PVCPedretosko LabsNo ratings yet
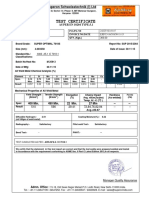
- 7607 E7018 SUPER OPTIMAL 4.0mm - BNM25913Document1 page7607 E7018 SUPER OPTIMAL 4.0mm - BNM25913魏利强No ratings yet
- 2.3 Organic Compounds LabDocument3 pages2.3 Organic Compounds LabKiên KiênNo ratings yet
- Classification of Dense Shaped Refractory Products - : Part 3: Basic Products Containing From 7 % To 50 % Residual CarbonDocument10 pagesClassification of Dense Shaped Refractory Products - : Part 3: Basic Products Containing From 7 % To 50 % Residual Carbondong ganNo ratings yet
- Lintel Beam / Window Head Section Detail Parapet Section DetailDocument1 pageLintel Beam / Window Head Section Detail Parapet Section DetailDoroty CastroNo ratings yet
- ArcDocument17 pagesArcFatima AhmedNo ratings yet
- BTR Company Profile 2019Document19 pagesBTR Company Profile 2019zahidhssn1No ratings yet
- Aws A5.1 (1991) PDFDocument57 pagesAws A5.1 (1991) PDFRenier KoenNo ratings yet
- Characterization of New Cellulose Sansevieria Ehrenbergii Fibers For Polymer CompositesDocument21 pagesCharacterization of New Cellulose Sansevieria Ehrenbergii Fibers For Polymer CompositesMartin ContardeNo ratings yet
- BiodieselDocument2 pagesBiodieseligorsilva13123No ratings yet