You might also like
- Cuestionario Preguntas Editex MotoresDocument105 pagesCuestionario Preguntas Editex MotoresAlfredo Alvis63% (8)
- Elab PlayeraDocument58 pagesElab PlayeraSilvina Aloero100% (3)
- Planes de Reducción de CostosDocument3 pagesPlanes de Reducción de CostosEstefania PonceNo ratings yet
- Iso 9000Document13 pagesIso 9000Estefania PonceNo ratings yet
- Objetivos Especificos Toma de DecisionesDocument36 pagesObjetivos Especificos Toma de DecisionesEstefania PonceNo ratings yet
- Muestreo Del TrabajoDocument17 pagesMuestreo Del Trabajoyefres95% (21)
- ExtorsionDocument2 pagesExtorsionEstefania PonceNo ratings yet
- CompDocument9 pagesCompEstefania PonceNo ratings yet
- Mantenimiento Mayor MetroDocument5 pagesMantenimiento Mayor MetroEstefania PonceNo ratings yet
- Pelu ChesDocument3 pagesPelu ChesEstefania PonceNo ratings yet
- Plano ReyDocument1 pagePlano ReyEstefania PonceNo ratings yet
- JOOOSSSDocument9 pagesJOOOSSSEstefania PonceNo ratings yet
- Admin ProyectosDocument3 pagesAdmin ProyectosEstefania PonceNo ratings yet
- Diagrama de Recorrido PDFDocument4 pagesDiagrama de Recorrido PDFEstefania PonceNo ratings yet
- Como Esta Integrado Un TrenDocument3 pagesComo Esta Integrado Un TrenEstefania PonceNo ratings yet
- AprendizajeDocument1 pageAprendizajeEstefania PonceNo ratings yet
- Encuesta Sobre Reparación de Hornos de Microondas - Hamilton BeachDocument1 pageEncuesta Sobre Reparación de Hornos de Microondas - Hamilton BeachEstefania PonceNo ratings yet
- RAN 2005 Manuales de ProcedimientosDocument33 pagesRAN 2005 Manuales de ProcedimientosJoelNo ratings yet
- Analisis de La DemandaDocument2 pagesAnalisis de La Demandajuanjoi81No ratings yet
- Analisis de La Demanda MapaDocument1 pageAnalisis de La Demanda MapaEstefania PonceNo ratings yet
- OCW Tolerancias DimDocument66 pagesOCW Tolerancias Dimabe_209No ratings yet
- Resumen MetaDocument21 pagesResumen MetaEstefania PonceNo ratings yet
- Analisis de La DemandaDocument2 pagesAnalisis de La Demandajuanjoi81No ratings yet
- La Meta AnalisisDocument4 pagesLa Meta AnalisisMarco Antonio Rivera MirandaNo ratings yet
- Introduccion Al Analisis FinancieroDocument14 pagesIntroduccion Al Analisis FinancieroEstefania PonceNo ratings yet
- Iso 9000Document13 pagesIso 9000Estefania PonceNo ratings yet
- Interpol Ac I OnesDocument13 pagesInterpol Ac I OnesEstefania PonceNo ratings yet
- Marco TeoricoDocument14 pagesMarco TeoricoEstefania PonceNo ratings yet
- Costos de Calidad 2Document32 pagesCostos de Calidad 2miyenNo ratings yet
- KANBANDocument34 pagesKANBANEstefania PonceNo ratings yet
- Guía completa humidificación respiratoria neonatalDocument8 pagesGuía completa humidificación respiratoria neonatalEsneider AlexanderNo ratings yet
- Comunicación Serie y Entradas AnalógicasDocument2 pagesComunicación Serie y Entradas Analógicasjuanbalarezo1No ratings yet
- Algoritmos NumericosDocument80 pagesAlgoritmos NumericosDaniel GamezNo ratings yet
- Electiva VI Simulacion de Yacimientos Introducción A La Aplicación de Simuladores de Yacimiento y Etapas Del Proceso de Simulación 10%Document5 pagesElectiva VI Simulacion de Yacimientos Introducción A La Aplicación de Simuladores de Yacimiento y Etapas Del Proceso de Simulación 10%ExRider GXNo ratings yet
- A35f A40f PDFDocument24 pagesA35f A40f PDFJDelmer VasquezNo ratings yet
- Practica DestilacionDocument8 pagesPractica DestilacionNadiaNo ratings yet
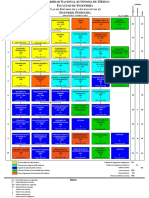
- Mapa Curricular Ing. Petrolera UNAMDocument2 pagesMapa Curricular Ing. Petrolera UNAMGustavo Ramirez AriasNo ratings yet
- Tanque de Almacenamiento (3.1)Document141 pagesTanque de Almacenamiento (3.1)Jessica Cruz MendozaNo ratings yet
- Informe de Laboratorio N°04Document12 pagesInforme de Laboratorio N°04Juan Rodríguez CarbonellNo ratings yet
- Problemas de Deformaciones Absolutas o Totales LongitudinalesDocument27 pagesProblemas de Deformaciones Absolutas o Totales LongitudinalesPablo Matias Suarez MateoNo ratings yet
- Resumen Compo Fede G-1Document173 pagesResumen Compo Fede G-1EdwinTolentinoNo ratings yet
- Ejercicios Rees SparksDocument71 pagesEjercicios Rees SparksYaretzi100% (1)
- Calicatas AndaychaguaDocument2 pagesCalicatas AndaychaguaAlejandro CastroNo ratings yet
- Plan de estudios ingeniería industrial UNTRDocument13 pagesPlan de estudios ingeniería industrial UNTRFabrizzio SeclénNo ratings yet
- Algoritmo FIFODocument19 pagesAlgoritmo FIFOgregorio2020No ratings yet
- POROSIDADDocument7 pagesPOROSIDADbenjaminNo ratings yet
- Movimiento en Un Campo EléctricoDocument21 pagesMovimiento en Un Campo EléctricoJared CruzNo ratings yet
- Componentes pasivos electrónicaDocument42 pagesComponentes pasivos electrónicadariohot21No ratings yet
- Catalogo Nexxt Connetivity 2020Document15 pagesCatalogo Nexxt Connetivity 2020Jeferson Miguel Rodriguez FrancoNo ratings yet
- Wenlen Actuador Neumatico EspDocument23 pagesWenlen Actuador Neumatico EspLuis WichitoNo ratings yet
- Quimica Ejercicios de Potencial ElectricoDocument8 pagesQuimica Ejercicios de Potencial ElectricoEdgar Virreyra Marin0% (1)
- t1 - Análisis EstructuralDocument32 pagest1 - Análisis EstructuralRobert Ramírez CabreraNo ratings yet
- Mecanica Lagrangiana PDFDocument45 pagesMecanica Lagrangiana PDFDavid Adolfo Valero Venegas100% (1)
- Diseño de Teoria de ColasDocument5 pagesDiseño de Teoria de ColasJessica Mendez SalcedoNo ratings yet
- Frenometro Ligeros1Document16 pagesFrenometro Ligeros1verofrakieNo ratings yet
- Rocas Ígneas ExtrusivasDocument17 pagesRocas Ígneas Extrusivasmariiia100% (1)
- Centena y Decena - ClaseDocument3 pagesCentena y Decena - ClaseYahaida Alfaro G.No ratings yet
- Parcial 01.01.20.03Document1 pageParcial 01.01.20.03Daniel AlvarezNo ratings yet
- Parcial #1 - PronosticosDocument5 pagesParcial #1 - PronosticosMARTIN EDUARDO ROJAS GUERRERONo ratings yet