You might also like
- Nitrogen Pump SM1 Checklist - Controlled Document PDFDocument4 pagesNitrogen Pump SM1 Checklist - Controlled Document PDFMaxim KanibetovNo ratings yet
- Filter Separator English LetterDocument2 pagesFilter Separator English Lettermarcoo8No ratings yet
- Cpi O&m ManualDocument36 pagesCpi O&m Manualprasad336No ratings yet
- 39TC Installation and Maintenance Manual PDFDocument35 pages39TC Installation and Maintenance Manual PDFAngga HardiyantomoNo ratings yet
- High-Performance Condenser Tube Cleaning System Featuring Advanced Ball Collecting Technology - r2005 - 03 - 104 PDFDocument5 pagesHigh-Performance Condenser Tube Cleaning System Featuring Advanced Ball Collecting Technology - r2005 - 03 - 104 PDFnur hamzahNo ratings yet
- Flender Manual GeneralDocument42 pagesFlender Manual GeneralYenny LaraNo ratings yet
- CASE CX460 Crawler Excavator Parts Catalogue Manual PDFDocument31 pagesCASE CX460 Crawler Excavator Parts Catalogue Manual PDFfjjsekfksemm100% (1)
- Condensate Recovery-Sales Brochure PDFDocument20 pagesCondensate Recovery-Sales Brochure PDFSasitharan MNo ratings yet
- AccumulatorsDocument11 pagesAccumulatorsRufus D SNo ratings yet
- 12-Design Fundamentals of BoilerDocument12 pages12-Design Fundamentals of BoilerVishalVaishNo ratings yet
- 7.steam Headers and OfftakesDocument6 pages7.steam Headers and Offtakessandeep kumarNo ratings yet
- Reducing Steam Header PressureDocument1 pageReducing Steam Header Pressuresj_scribdNo ratings yet
- Condensate Recovery Solutions SB S71 02 enDocument16 pagesCondensate Recovery Solutions SB S71 02 ensenthil031277No ratings yet
- Steam Efficiency Guide For Energy ManagersDocument38 pagesSteam Efficiency Guide For Energy ManagersUm TiagoNo ratings yet
- Liquid - Liquid SeparatorDocument43 pagesLiquid - Liquid SeparatorArum Puspa SeruniNo ratings yet
- Design of Distillation Columns - ImpDocument13 pagesDesign of Distillation Columns - ImpAlla VijayNo ratings yet
- Condensate PumpsDocument1 pageCondensate Pumpstricky11No ratings yet
- Spirax Sarco PDFDocument4 pagesSpirax Sarco PDFandresaroNo ratings yet
- Tank EductorDocument3 pagesTank Eductorkonainglincho001No ratings yet
- Gestra Condensate ManualDocument172 pagesGestra Condensate ManualGeorge ClaessenNo ratings yet
- Waste Heat RecoveryDocument37 pagesWaste Heat Recoveryommech2020No ratings yet
- Vacuum Pump SizingDocument1 pageVacuum Pump SizingAhmad Saiful AnwarNo ratings yet
- Air and Gas Compressors 14: Rayner Joel, 5 EditionDocument13 pagesAir and Gas Compressors 14: Rayner Joel, 5 EditionJerin Cyriac0% (1)
- Gas TreatingDocument36 pagesGas TreatingPradeep MunnaNo ratings yet
- Heating and Cooling Generation and Distribution Systems: Central Vs Decentralized SystemsDocument15 pagesHeating and Cooling Generation and Distribution Systems: Central Vs Decentralized SystemsRakesh RanjanNo ratings yet
- Pump Calculations, Pump EquationsDocument3 pagesPump Calculations, Pump EquationsKehinde AdebayoNo ratings yet
- SCHROEDAHL Automatic Recirculation ValveDocument12 pagesSCHROEDAHL Automatic Recirculation ValveJaebeom YiNo ratings yet
- Prof Ir Dr. Ab Saman B. Abd Kader, Peng, Miem, Mcit Faculty of Mechanical Engineering, UtmDocument21 pagesProf Ir Dr. Ab Saman B. Abd Kader, Peng, Miem, Mcit Faculty of Mechanical Engineering, UtmakusuperNo ratings yet
- Guide To Steam Tracing and Condensate CollectionDocument34 pagesGuide To Steam Tracing and Condensate CollectionRAMNo ratings yet
- Distillation Operation DifficultiesDocument7 pagesDistillation Operation DifficultiesSekar ChadarwatiNo ratings yet
- Plate Heat ExchangersDocument7 pagesPlate Heat ExchangersBaneMarkovicNo ratings yet
- Alfa VapDocument2 pagesAlfa Vapkresimir.mikoc9765No ratings yet
- Industrial Refrigeration Energy Saving OpportunitiesDocument15 pagesIndustrial Refrigeration Energy Saving Opportunitiescefa84No ratings yet
- Achieveing Zero Liquid Discharge Through Mechanical Vapour Recompression-2015Document25 pagesAchieveing Zero Liquid Discharge Through Mechanical Vapour Recompression-2015ansarNo ratings yet
- 23 22 13 Steam and Condensate PipingDocument15 pages23 22 13 Steam and Condensate PipingchabibNo ratings yet
- Packed Towers: 12.1 Device TypeDocument10 pagesPacked Towers: 12.1 Device TypeSagar BhavsarNo ratings yet
- Boiler Capcity-F&A 100 Deg CDocument3 pagesBoiler Capcity-F&A 100 Deg CAgeng Firstyan BagaskoroNo ratings yet
- Pump System CurveDocument6 pagesPump System CurveMohan MalavNo ratings yet
- Blow DownDocument94 pagesBlow DownManit Siriworasilp100% (1)
- Shell and Tube Heat ExchangerDocument7 pagesShell and Tube Heat ExchangerGaurav SharmaNo ratings yet
- Fabrication and Optimization of Cooling Tower: Abhishek KumarDocument15 pagesFabrication and Optimization of Cooling Tower: Abhishek Kumarabhishek kumarNo ratings yet
- Stripping Notes PDFDocument28 pagesStripping Notes PDFnimi khalidNo ratings yet
- HEATEXDocument34 pagesHEATEXSiddharthNo ratings yet
- Refrigeration (VCRS &VARS)Document19 pagesRefrigeration (VCRS &VARS)Vinesh TalpankarNo ratings yet
- How Steam Trap WorkDocument40 pagesHow Steam Trap Workdeny prasyamtyo100% (1)
- Equipments Regarding AbsorptionDocument7 pagesEquipments Regarding AbsorptionGerry Lou QuilesNo ratings yet
- How To Size Liquid Ring Vacuum PumpDocument3 pagesHow To Size Liquid Ring Vacuum PumpdayrogNo ratings yet
- Design and Operation Considerations For Condensate Polishing - T5S5O3-paper PDFDocument17 pagesDesign and Operation Considerations For Condensate Polishing - T5S5O3-paper PDFNhhVuNo ratings yet
- Petroleum Gas Compression 3Document55 pagesPetroleum Gas Compression 3Медетбек ҒайноллаNo ratings yet
- DemisterDocument4 pagesDemistermariniabrahanNo ratings yet
- Schoepentoeter SEPARADORDocument4 pagesSchoepentoeter SEPARADOREsau EstebanNo ratings yet
- Optimising Steam Systems: Part IIDocument8 pagesOptimising Steam Systems: Part IIbk1234567No ratings yet
- Air LeakageDocument2 pagesAir LeakageanurudhNo ratings yet
- Taco Air SeparatorDocument12 pagesTaco Air Separatoremongclooney11No ratings yet
- MSRL To PP+FRP ComparisonDocument1 pageMSRL To PP+FRP Comparisonprateek_bhoirNo ratings yet
- Steam LearnigDocument66 pagesSteam Learnigimecc ingenieriaNo ratings yet
- Pump HandbookDocument19 pagesPump HandbookSuranga GayanNo ratings yet
- Logics PumpsDocument155 pagesLogics PumpsKashif ChaudhryNo ratings yet
- Presentation On Cooling TowersDocument52 pagesPresentation On Cooling TowersMuhammad Haris HamayunNo ratings yet
- Plant Engineering and Design The Ultimate Step-By-Step GuideFrom EverandPlant Engineering and Design The Ultimate Step-By-Step GuideNo ratings yet
- Water Hammer in Condensate LinesDocument5 pagesWater Hammer in Condensate LinesAatish ChandrawarNo ratings yet
- Experiment No: 05: Aim: To Find The Condenser EfficienciesDocument2 pagesExperiment No: 05: Aim: To Find The Condenser EfficienciesDarshani ShewaleNo ratings yet
- Meca Inox-01-Ball 1pcs BodyDocument3 pagesMeca Inox-01-Ball 1pcs BodySandi AslanNo ratings yet
- Beaver Industrial ValveDocument6 pagesBeaver Industrial ValveSandi Aslan100% (1)
- YT 2400 PositionerDocument8 pagesYT 2400 PositionerSandi AslanNo ratings yet
- Westin Premier Electric MotorDocument4 pagesWestin Premier Electric MotorSandi AslanNo ratings yet
- Flexible HoseDocument3 pagesFlexible HoseSandi AslanNo ratings yet
- Win General CatalogDocument14 pagesWin General CatalogSandi AslanNo ratings yet
- Actuator SunYehDocument10 pagesActuator SunYehSandi AslanNo ratings yet
- Rupture Disc Holders - DescriptionDocument1 pageRupture Disc Holders - DescriptionSandi AslanNo ratings yet
- Pressure GaugeDocument22 pagesPressure GaugeSandi Aslan100% (2)
- Deflo MSDDocument5 pagesDeflo MSDSandi AslanNo ratings yet
- Sentinel Chart RecorderDocument4 pagesSentinel Chart RecorderSandi AslanNo ratings yet
- Ari - Temperature ControllerDocument12 pagesAri - Temperature ControllerSandi AslanNo ratings yet
- Pressure GaugesDocument1 pagePressure GaugesSandi AslanNo ratings yet
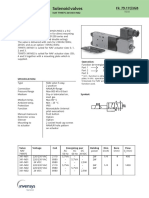
- Solenoid ValveDocument2 pagesSolenoid ValveSandi AslanNo ratings yet
- Unicom ValveDocument27 pagesUnicom ValveSandi AslanNo ratings yet
- Beaver Industrial ValveDocument6 pagesBeaver Industrial ValveSandi Aslan100% (1)
- Butterlfy TSVDocument2 pagesButterlfy TSVSandi AslanNo ratings yet
- Ari Faba-Ansi LonglifeDocument8 pagesAri Faba-Ansi LonglifeSandi AslanNo ratings yet
- Pneumatic ActuatorDocument14 pagesPneumatic ActuatorSandi AslanNo ratings yet
- Back Pressure Safety ValveDocument12 pagesBack Pressure Safety ValveSandi AslanNo ratings yet
- Temperature Regulator With Two Temperature SensorsDocument2 pagesTemperature Regulator With Two Temperature SensorsSandi AslanNo ratings yet
- MSEP DatasheetDocument2 pagesMSEP DatasheetSandi AslanNo ratings yet
- Budidaya Cengkeh PDFDocument38 pagesBudidaya Cengkeh PDFNoval Gibran SNo ratings yet
- Pipes and Pipe Sizing PDFDocument22 pagesPipes and Pipe Sizing PDFSandi AslanNo ratings yet
- Goldpro BrochuresDocument20 pagesGoldpro BrochuresSandi AslanNo ratings yet
- TD-W8951ND User Guide PDFDocument79 pagesTD-W8951ND User Guide PDFSandi AslanNo ratings yet
- Precast Concrete PDFDocument160 pagesPrecast Concrete PDFSandi AslanNo ratings yet
- Design of Palm Kernel PDFDocument9 pagesDesign of Palm Kernel PDFSandi AslanNo ratings yet
- Westfalia in Palm Oil MillDocument24 pagesWestfalia in Palm Oil MillSupatmono NAINo ratings yet
- A Methodology For Engineering Criticality Assessment (ECA) For Offshore PipelinesDocument18 pagesA Methodology For Engineering Criticality Assessment (ECA) For Offshore PipelinesAgus Budiono100% (1)
- Forged Valves - Operation & Maintenance ManualDocument16 pagesForged Valves - Operation & Maintenance ManualKoolkrayzeh KLNo ratings yet
- Types of Plate and Their ApplicationDocument5 pagesTypes of Plate and Their ApplicationHuda ShahNo ratings yet
- Especificaciones Acumulador de Direccion CAT789C Prueba y CargaDocument8 pagesEspecificaciones Acumulador de Direccion CAT789C Prueba y CargaRafael RodriguezNo ratings yet
- NSK PDFDocument708 pagesNSK PDFreza jangiNo ratings yet
- Electrical CircuitsDocument12 pagesElectrical CircuitsSrinath Gadeela100% (3)
- IITD-Courses-of-Study MEMDocument1 pageIITD-Courses-of-Study MEMMohit KumarNo ratings yet
- GraphsDocument23 pagesGraphsNi MeshNo ratings yet
- Chapter 10b - The Psychrometric Chart (Updated 5-12-10)Document9 pagesChapter 10b - The Psychrometric Chart (Updated 5-12-10)nellai kumarNo ratings yet
- Preliminary Problems: 1 MechanicsDocument12 pagesPreliminary Problems: 1 MechanicsRandomNo ratings yet
- Pressure Relief Valve Fig.1319Document2 pagesPressure Relief Valve Fig.1319fernandoNo ratings yet
- PANAFLOW Caudalímetro Vortex (Ingles)Document83 pagesPANAFLOW Caudalímetro Vortex (Ingles)biotech666No ratings yet
- BSL - Chapter 3Document60 pagesBSL - Chapter 3Cecilia CelineNo ratings yet
- Mexico Presentation PDFDocument126 pagesMexico Presentation PDFRaul Rodriguez JuarezNo ratings yet
- FLUJO POR DIAMETRO TURBINA NuFlo - Liquid - Turbine PDFDocument6 pagesFLUJO POR DIAMETRO TURBINA NuFlo - Liquid - Turbine PDFOctavio CharryNo ratings yet
- 01 CylindersDocument20 pages01 CylindersAmit GauravNo ratings yet
- F & M Act 1967 and Regulations For Steam Boilers PDFDocument19 pagesF & M Act 1967 and Regulations For Steam Boilers PDFأمير حارثNo ratings yet
- RETAININGWALLDocument11 pagesRETAININGWALLiwanNo ratings yet
- Cable Racking Oline Catalogue - 2011 Pages 84 86Document3 pagesCable Racking Oline Catalogue - 2011 Pages 84 86jonodo89No ratings yet
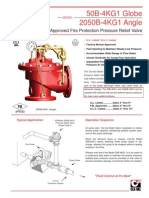
- Main Relief ValveDocument2 pagesMain Relief ValveJesseNo ratings yet
- 0-10V AHU DX Coil Interface (LC / VRF) Installation Manual: EnglishDocument36 pages0-10V AHU DX Coil Interface (LC / VRF) Installation Manual: EnglishAhmed Salah Abd EL-WahedNo ratings yet
- MCC1106 - Industrial Automation and Robotics - MTech SEM 1Document1 pageMCC1106 - Industrial Automation and Robotics - MTech SEM 1Arvind KatyayanNo ratings yet
- Manual de Manutenção-Ing2Document11 pagesManual de Manutenção-Ing2João GuardadoNo ratings yet
- Thermal Strains and Element of The Theory of PlasticityDocument29 pagesThermal Strains and Element of The Theory of Plasticity이희영100% (1)
- Weightor & Load Cell ALEDocument2 pagesWeightor & Load Cell ALEzackysipNo ratings yet