You might also like
- AK 47 Full Auto ConversionDocument6 pagesAK 47 Full Auto ConversionGasMaskBobNo ratings yet
- AK-47 Select Fire ConversionDocument16 pagesAK-47 Select Fire ConversionScott Opgenorth86% (7)
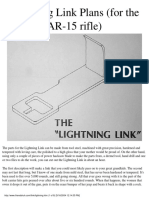
- Lightning Link Plans (For The AR-15 Rifle)Document8 pagesLightning Link Plans (For The AR-15 Rifle)anthonyNo ratings yet
- Full Auto Glock Conversion ManualDocument13 pagesFull Auto Glock Conversion Manualdustyboner93% (28)
- Ruger 10-22 Full Auto ConversionDocument22 pagesRuger 10-22 Full Auto ConversionAdam Steidl85% (20)
- Ar 15 Auto Sear FaqDocument8 pagesAr 15 Auto Sear FaqRiley KotzNo ratings yet
- Drop in Auto SearDocument15 pagesDrop in Auto Searمحمد السوري100% (1)
- How To Assemble An AR-15Document29 pagesHow To Assemble An AR-15Chris Sundberg73% (11)
- AR15 Full Auto Conversions ATF FOIADocument17 pagesAR15 Full Auto Conversions ATF FOIAD.G.100% (2)
- Selective Fire Kit For Lightning Link Using ARDocument3 pagesSelective Fire Kit For Lightning Link Using ARSpector_27564% (11)
- Full Auto GlockDocument11 pagesFull Auto Glockckamel1469992% (25)
- Gunsmithing Modern Firearms: A Gun Guy's Guide to Making Good Guns Even BetterFrom EverandGunsmithing Modern Firearms: A Gun Guy's Guide to Making Good Guns Even BetterRating: 5 out of 5 stars5/5 (1)
- AR15 Lightning Link PlansDocument8 pagesAR15 Lightning Link Planscomservice100% (21)
- AR-15 & M-16 - Do Everything ManualDocument41 pagesAR-15 & M-16 - Do Everything ManualTim Larson89% (18)
- Glock Full Auto PartsDocument5 pagesGlock Full Auto PartsHarley Hunter Sites82% (11)
- AR15 AutoDocument28 pagesAR15 AutoChris Fox100% (9)
- Ares Guide To Infantry Weapons of The ColoniesDocument194 pagesAres Guide To Infantry Weapons of The ColoniesKendal Leask100% (14)
- Lightning Link Printable Template V1.0Document4 pagesLightning Link Printable Template V1.0Gilberto Hill82% (22)
- AR15 Pin and Spring SizesDocument2 pagesAR15 Pin and Spring SizesMike Nichlos90% (10)
- 15 Minute AR15 Trigger JobDocument5 pages15 Minute AR15 Trigger Jobdougpfaff100% (4)
- AR 15 Lower Receiver Step by Step - MachiningDocument81 pagesAR 15 Lower Receiver Step by Step - Machiningshakeval90% (40)
- Fabricating The AR-15 Rifle Lightning LinkDocument5 pagesFabricating The AR-15 Rifle Lightning Link(Administrator)93% (15)
- The SWD Lightning LinkDocument2 pagesThe SWD Lightning LinkRay Bailey100% (2)
- WWW Quarterbore Com 1Document6 pagesWWW Quarterbore Com 1Matt Pineiro100% (1)
- Shotguns For Rookies by The Socialist Rifle AssociationDocument15 pagesShotguns For Rookies by The Socialist Rifle Associationjeffe333100% (1)
- AR-15 Assembly TipsDocument9 pagesAR-15 Assembly TipsTrunky100% (1)
- Full Auto Glock Conversion Manual1Document12 pagesFull Auto Glock Conversion Manual1Jack Bozak100% (6)
- Some Detailed Jager Pictures PDFDocument53 pagesSome Detailed Jager Pictures PDFwienslaw580486% (7)
- 2008-11!23!233015 Receiver Template 7 SimplifiedDocument1 page2008-11!23!233015 Receiver Template 7 Simplifiedpalaciosro100% (1)
- Timing An M16Document1 pageTiming An M16Mike Nichlos88% (8)
- World of Fire Power - April-May 2017 PDFDocument133 pagesWorld of Fire Power - April-May 2017 PDFmicheleNo ratings yet
- Ar-15 To Bullpup ConversionDocument22 pagesAr-15 To Bullpup ConversionITLHAPN100% (1)
- M 16 RedactedDocument9 pagesM 16 Redactednotarealaccount92% (12)
- Guns & Ammo Guide to AR-15s: A Comprehensive Guide to Black GunsFrom EverandGuns & Ammo Guide to AR-15s: A Comprehensive Guide to Black GunsNo ratings yet
- Hostile GunlockerDocument45 pagesHostile GunlockerkoseretNo ratings yet
- Blowback Firearms Design - Theory & PracticeDocument5 pagesBlowback Firearms Design - Theory & Practiceg29646950% (2)
- Baretts 82A1 ManualDocument36 pagesBaretts 82A1 ManualRichard CookNo ratings yet
- 4A97D Reflex SuppressorsDocument136 pages4A97D Reflex SuppressorsIM_JohnnyV75% (4)
- Build your own lower receiver in 30 minutesDocument27 pagesBuild your own lower receiver in 30 minutesDelta Exrae100% (10)
- Gunsmithing the AR-15, Vol. 1: How to Maintain, Repair, and AccessorizeFrom EverandGunsmithing the AR-15, Vol. 1: How to Maintain, Repair, and AccessorizeRating: 4.5 out of 5 stars4.5/5 (2)
- Glock 17 Pistol Full Auto ConversionDocument5 pagesGlock 17 Pistol Full Auto ConversionBrent Divine100% (11)
- G&G Combat Machine Mk18 Mod1Document2 pagesG&G Combat Machine Mk18 Mod1DamianNo ratings yet
- Practical Guide to the Operational Use of the PPS-43 Submachine GunFrom EverandPractical Guide to the Operational Use of the PPS-43 Submachine GunNo ratings yet
- FM 23-41: User Manual For M3 Grease GunDocument83 pagesFM 23-41: User Manual For M3 Grease GunGasMaskBob100% (1)
- ArmaliteDocument91 pagesArmaliteBen Drusoy100% (1)
- Firearms Guide 98674 7Document48 pagesFirearms Guide 98674 7Victor Elliott100% (3)
- AK-47 Select Fire Full-Auto ConversionDocument16 pagesAK-47 Select Fire Full-Auto Conversion(Administrator)100% (10)
- Gunsmithing the AR-15, Vol. 4: Building the Performance ARFrom EverandGunsmithing the AR-15, Vol. 4: Building the Performance ARRating: 3 out of 5 stars3/5 (2)
- 7.62 MM G3 Automatic RifleDocument2 pages7.62 MM G3 Automatic RifleMF84100% (2)
- Gunsmithing the AR-15, Vol. 3: The Bench ManualFrom EverandGunsmithing the AR-15, Vol. 3: The Bench ManualRating: 2.5 out of 5 stars2.5/5 (4)
- Cartridge Reloading in the Twenty-First Century: Tools, Tips, and Comprehensive InformationFrom EverandCartridge Reloading in the Twenty-First Century: Tools, Tips, and Comprehensive InformationNo ratings yet
- The Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsFrom EverandThe Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsRating: 5 out of 5 stars5/5 (3)
- Beretta 92 Series 2010 ProductsDocument8 pagesBeretta 92 Series 2010 ProductsMaster ChiefNo ratings yet
- Practical Guide to the Use of the SEMI-AUTO PPS-43C Pistol/SBRFrom EverandPractical Guide to the Use of the SEMI-AUTO PPS-43C Pistol/SBRNo ratings yet
- Technical Data FN Evolys 762Document1 pageTechnical Data FN Evolys 762Zedney ZedneyNo ratings yet
- Practical Guide to the Operational Use of the M203 Grenade LauncherFrom EverandPractical Guide to the Operational Use of the M203 Grenade LauncherNo ratings yet
- Stoeger 8000 Cougar Pistol ReviewDocument2 pagesStoeger 8000 Cougar Pistol Reviewa_wyneNo ratings yet
- Usord Catalog 2015-bDocument28 pagesUsord Catalog 2015-bRazza Willi100% (1)
- PAPellet ManualDocument14 pagesPAPellet Manualhatchet1959No ratings yet
- United States Patent (19) : GlockDocument19 pagesUnited States Patent (19) : GlockJay MasonNo ratings yet
- Browning A500 Owners ManualDocument64 pagesBrowning A500 Owners Manualblackjack33100% (1)
- 1 Army Gun ListDocument2 pages1 Army Gun ListCletus GodwinNo ratings yet
- Mandanas. 7 Fundamental of MarksmanshipDocument3 pagesMandanas. 7 Fundamental of MarksmanshipMandanas GabrielNo ratings yet
- Model 1897 Pump Shotgun: Instruction ManualDocument5 pagesModel 1897 Pump Shotgun: Instruction ManualGhiles OucherifNo ratings yet
- PNP Crime Laboratory Office (Clo) Firearms Identification DivisionDocument3 pagesPNP Crime Laboratory Office (Clo) Firearms Identification DivisionRaymunda Recto MorenoNo ratings yet
- Safari Arms 1911 Enforcer Match Master PistolDocument42 pagesSafari Arms 1911 Enforcer Match Master PistolTactic Otd ArgNo ratings yet
- Forensic 32 - PreFinal Chapter 5 2022-2023Document9 pagesForensic 32 - PreFinal Chapter 5 2022-2023Arford EspinaNo ratings yet
- FNAM0600 L2SH 2024-Consumer-CatalogDocument98 pagesFNAM0600 L2SH 2024-Consumer-CatalogTenebris DominusNo ratings yet
- Building A Tactical Rem 700Document10 pagesBuilding A Tactical Rem 700thetampa2No ratings yet
- Firearms Blueprint Sten MK V Ingram MAC10 Austin MK I Beretta 38-44 Madson Model 1950 Sub Machine GunsDocument9 pagesFirearms Blueprint Sten MK V Ingram MAC10 Austin MK I Beretta 38-44 Madson Model 1950 Sub Machine GunsFlavio Marçal100% (12)
- A&K Full Metal M16-A4 SPR NS15 Airsoft AEG LiPo ReadyDocument3 pagesA&K Full Metal M16-A4 SPR NS15 Airsoft AEG LiPo ReadyVinjkNo ratings yet