You might also like
- Repairing Damaged Hot-Dip Galvanized Steel With Zinc-Rich Paint, Zinc MetallDocument4 pagesRepairing Damaged Hot-Dip Galvanized Steel With Zinc-Rich Paint, Zinc MetallMJK008100% (1)
- Crankshaft Assembly GuideDocument51 pagesCrankshaft Assembly GuideSlobodanNo ratings yet
- 10 Types of Fasteners ExplainedDocument16 pages10 Types of Fasteners Explainedrecep1No ratings yet
- Lincoln Ranger 305dDocument52 pagesLincoln Ranger 305dAnibal Fabian GonzalezNo ratings yet
- Series Hydraulic Hoist: Installation, Maintenance, and Service ManualDocument34 pagesSeries Hydraulic Hoist: Installation, Maintenance, and Service ManualQC RegianNo ratings yet
- Aws 10.10Document34 pagesAws 10.10Rohit Malhotra100% (1)
- Senr3130 19 00 - Manuals Service Modules - SpecificationsDocument24 pagesSenr3130 19 00 - Manuals Service Modules - Specificationsmostafa aliNo ratings yet
- Marine Pressure Vessel Design Code ComparisonDocument0 pagesMarine Pressure Vessel Design Code ComparisonSaid Alauddeen FaiszNo ratings yet
- Mild Steel Welding Handbook Vol 4Document2 pagesMild Steel Welding Handbook Vol 4Fasil ParuvanathNo ratings yet
- Marine Hydraulic Telescopic Crane YSQ 1250-3t/9mDocument24 pagesMarine Hydraulic Telescopic Crane YSQ 1250-3t/9mAndriy Goloborodko0% (1)
- BacklashDocument6 pagesBacklashvishalNo ratings yet
- Reconcilation of Welding Consumable and Associated Consumable For Piping and StructureDocument44 pagesReconcilation of Welding Consumable and Associated Consumable For Piping and StructureRakesh Ranjan50% (2)
- Low Voltage Motors Installation Operation Maintenance PDFDocument184 pagesLow Voltage Motors Installation Operation Maintenance PDFMohamedAhmedFawzyNo ratings yet
- Operation & Maintenance ManualDocument82 pagesOperation & Maintenance ManualSuvek KumarNo ratings yet
- 3 - Gas A&I G3500 Mounting and AlignmentDocument40 pages3 - Gas A&I G3500 Mounting and AlignmentosamaNo ratings yet
- AML Installation and Maintenance ManualDocument143 pagesAML Installation and Maintenance Manualharis100% (1)
- SKF Bearing Types and Nomenclature GuideDocument19 pagesSKF Bearing Types and Nomenclature GuidesordelaflorNo ratings yet
- Babbitt Information For PouringDocument8 pagesBabbitt Information For PouringmarciofelipessantosNo ratings yet
- Babbitt as a Bearing Material GuideDocument16 pagesBabbitt as a Bearing Material Guideoquintero99No ratings yet
- Plummer Block Catalogue PDFDocument36 pagesPlummer Block Catalogue PDFMadhava PadiyarNo ratings yet
- Elements of Conventional Machine ToolsDocument77 pagesElements of Conventional Machine ToolsDeepan Raj100% (1)
- Automotive Aftermarket: Adhesive and Sealants GuideDocument48 pagesAutomotive Aftermarket: Adhesive and Sealants GuideFrancis MartinezNo ratings yet
- 400HP LV Toshiba MotorDocument20 pages400HP LV Toshiba MotorEdil MartinezNo ratings yet
- Modular I/O System Profibus Dpv1 750-333 / 750-833: Technical Description, Installation and ConfigurationDocument154 pagesModular I/O System Profibus Dpv1 750-333 / 750-833: Technical Description, Installation and Configurationtester11100% (1)
- Design and Calculation ShaftDocument115 pagesDesign and Calculation ShaftDavid Lambert100% (3)
- BEVI Electrical Motor Manual enDocument28 pagesBEVI Electrical Motor Manual enАндрейNo ratings yet
- Large Industrial Gearbox Brochure PDFDocument16 pagesLarge Industrial Gearbox Brochure PDFmuthushakibNo ratings yet
- Hose Hanger Installation Operating Procedures Rev.1Document9 pagesHose Hanger Installation Operating Procedures Rev.1HSE PULAI ANo ratings yet
- Nipcib 000025Document486 pagesNipcib 000025AlfoFSNo ratings yet
- Preventive Maintenance Kits For ABB Industrial Drives, ACS800Document2 pagesPreventive Maintenance Kits For ABB Industrial Drives, ACS800Jhon RodriguezNo ratings yet
- Flange RuleDocument3 pagesFlange Ruleislam atif100% (1)
- First Year Metalwork.: Class Notes and Homework WorkbookDocument117 pagesFirst Year Metalwork.: Class Notes and Homework Workbookbrian DeckerNo ratings yet
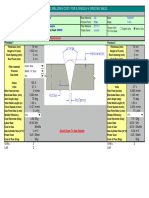
- Weld Cost Calc XL1.3.2mmDocument3 pagesWeld Cost Calc XL1.3.2mmAdrian DavidNo ratings yet
- Shaft Alignment - Rim and Face MethodDocument6 pagesShaft Alignment - Rim and Face MethodWajdi MansourNo ratings yet
- Multi Axis Machining ReportDocument24 pagesMulti Axis Machining ReportFerney AlexisNo ratings yet
- Mud Hog 1 1-Manual-Rev2Document19 pagesMud Hog 1 1-Manual-Rev2Ali Ali0% (1)
- Cast Steel HandBookDocument93 pagesCast Steel HandBookAlexa Harper100% (1)
- Pipe Identification Tape To ISO 14726Document1 pagePipe Identification Tape To ISO 14726MARIO HUAMANNo ratings yet
- Ludeca-A Practical Guide To Shaft Alignment PDFDocument0 pagesLudeca-A Practical Guide To Shaft Alignment PDFDelfinsh100% (1)
- Delaval Compact Water Chiller Cwc120: Instruction BookDocument50 pagesDelaval Compact Water Chiller Cwc120: Instruction Bookbayu kusumaNo ratings yet
- ATEX Level and CodingsDocument52 pagesATEX Level and Codingshugo laraNo ratings yet
- DB Series Ah MetricDocument84 pagesDB Series Ah MetricsizwehNo ratings yet
- Power Gri P: Installation & Maintenance ManualDocument36 pagesPower Gri P: Installation & Maintenance ManualDina BihaqqiNo ratings yet
- Carbon BrushDocument39 pagesCarbon BrushBrion Bara Indonesia100% (1)
- Case Forklift Service ManualDocument9 pagesCase Forklift Service ManualGleynder Irarica0% (1)
- Weld Inspection and RepairDocument10 pagesWeld Inspection and RepairDeepak Kumar Kant KesriNo ratings yet
- Motores Siemens PDFDocument237 pagesMotores Siemens PDFare_reeNo ratings yet
- 8 Bomba Tornillo Alliweiler AebDocument14 pages8 Bomba Tornillo Alliweiler AebHugo Miño Carrasco100% (1)
- Maintenance Manual: Manufacturing Number GenericDocument64 pagesMaintenance Manual: Manufacturing Number GenericManh PhamNo ratings yet
- Cojinetes de Generador Renk Manual de AplicacionesDocument39 pagesCojinetes de Generador Renk Manual de AplicacionesMiguel Angel PonceNo ratings yet
- Astm B23 00Document4 pagesAstm B23 00e_dnei901950% (2)
- Fisher ET Control Valve PDFDocument48 pagesFisher ET Control Valve PDFNopNo ratings yet
- Renold Hi-Tec - RB Flywheel Mount Coupling Assembly InstructDocument12 pagesRenold Hi-Tec - RB Flywheel Mount Coupling Assembly InstructJorge ContrerasNo ratings yet
- INA CatalogueDocument110 pagesINA CatalogueStroia Constantin MariusNo ratings yet
- Hda Operational ManualDocument48 pagesHda Operational ManualDouglas DuarteNo ratings yet
- PZH (PZ-8) Pump Parts List AF 19002011Document25 pagesPZH (PZ-8) Pump Parts List AF 19002011mantilla7No ratings yet
- 500 Maintenance Manual KONRADDocument56 pages500 Maintenance Manual KONRADPablo Alexis100% (1)
- Installmanual Cotta Arreglado PDFDocument20 pagesInstallmanual Cotta Arreglado PDFCarlos Landeta GarciaNo ratings yet
- 4M06G44/5 Powerkit Engine Datasheet: RatingsDocument4 pages4M06G44/5 Powerkit Engine Datasheet: RatingsDANE80No ratings yet
- Generator - Align: Disassembly and AssemblyDocument5 pagesGenerator - Align: Disassembly and AssemblyJoe DirrahNo ratings yet
- HB Clutches The Only One-Way Clutch For Your Hydro-Dynamic Drilling RigsDocument4 pagesHB Clutches The Only One-Way Clutch For Your Hydro-Dynamic Drilling RigsRafael Charry AndradeNo ratings yet
- Loctite Technology: Shaft Repair and Proactive Maintenance UsingDocument1 pageLoctite Technology: Shaft Repair and Proactive Maintenance UsingHamzaNoumanNo ratings yet
- Swash Plate Axial Piston Pump Data SheetDocument55 pagesSwash Plate Axial Piston Pump Data SheettitanwlxNo ratings yet
- Gear Coupling 2014Document4 pagesGear Coupling 2014Dado Maja ArseninNo ratings yet
- Renold Giunti Cat Gen Eng PDFDocument96 pagesRenold Giunti Cat Gen Eng PDFInformational kya kaiseNo ratings yet
- 04-Gearbox 311 - OkDocument61 pages04-Gearbox 311 - OkNaveedullah Awan100% (1)
- Busak-Shamban Seals ScraperDocument114 pagesBusak-Shamban Seals ScraperRuben PauwelsNo ratings yet
- Cummins Generator Engine QSK19-G3Document2 pagesCummins Generator Engine QSK19-G3MohammedNo ratings yet
- Model OCS15RA AND SSR-15Document2 pagesModel OCS15RA AND SSR-15ahnafNo ratings yet
- DC Drilling MotorDocument4 pagesDC Drilling Motorget_engineer05100% (1)
- Katalog PlaradDocument72 pagesKatalog PlaradsaledjNo ratings yet
- Manual ABBDocument234 pagesManual ABBSesFasabiSaavedraNo ratings yet
- D - PMG Users Manual - Amg 0200-0450Document8 pagesD - PMG Users Manual - Amg 0200-0450donsallusNo ratings yet
- Output Ratings Ratings and Performance Data: 45.0 kVA 36.0 KW 50.0 kVA 40.0 KWDocument4 pagesOutput Ratings Ratings and Performance Data: 45.0 kVA 36.0 KW 50.0 kVA 40.0 KWCasGunnersNo ratings yet
- Flygt 2640 PDFDocument28 pagesFlygt 2640 PDFAlberto Roca M100% (1)
- Dynaplex Hook ManualDocument8 pagesDynaplex Hook ManualjohangomezruizNo ratings yet
- Forge WeldingDocument2 pagesForge WeldingDamo Daran GNo ratings yet
- User Guide For LIRA 2.0: Rational Shaft Alignment SoftwareDocument46 pagesUser Guide For LIRA 2.0: Rational Shaft Alignment SoftwareDavid MestanzaNo ratings yet
- Grounding & BondingDocument10 pagesGrounding & BondingMARIO HUAMANNo ratings yet
- ASTM Welding Procedures A36 To A930 PDFDocument17 pagesASTM Welding Procedures A36 To A930 PDFMARIO HUAMANNo ratings yet
- Grounding & BondingDocument10 pagesGrounding & BondingMARIO HUAMANNo ratings yet
- SAE, AISI, High Strength Steels Welding TipsDocument13 pagesSAE, AISI, High Strength Steels Welding TipsMARIO HUAMANNo ratings yet
- Re Babbitting StandardsDocument1 pageRe Babbitting StandardsMARIO HUAMANNo ratings yet
- ASTM Welding Procedures A36 To A930 PDFDocument17 pagesASTM Welding Procedures A36 To A930 PDFMARIO HUAMANNo ratings yet
- Grounding & BondingDocument10 pagesGrounding & BondingMARIO HUAMANNo ratings yet
- ASTM Welding Tips A410 To A643Document20 pagesASTM Welding Tips A410 To A643MARIO HUAMANNo ratings yet
- Model Maker TutorialDocument18 pagesModel Maker Tutorialbubu_18No ratings yet
- Indreptare Cu Flacara PDFDocument2 pagesIndreptare Cu Flacara PDFdneprmt1No ratings yet
- Tonnage 69Document29 pagesTonnage 69pcatruongNo ratings yet
- StructuralDocument67 pagesStructuralTamer Mostafa SamirNo ratings yet
- Weight PredictionDocument9 pagesWeight PredictionEmreNo ratings yet
- c550 PDFDocument54 pagesc550 PDFSamiYousifNo ratings yet
- A Model Test Study For Liwan 3-1 Mega Jacket Launch in South China SeaDocument1 pageA Model Test Study For Liwan 3-1 Mega Jacket Launch in South China SeaMARIO HUAMANNo ratings yet
- Tonnage Measurement of Ships, SnameDocument4 pagesTonnage Measurement of Ships, SnameMARIO HUAMANNo ratings yet
- 3 Hydro StabDocument56 pages3 Hydro StabTullio Opatti100% (1)
- Gear PumpsDocument19 pagesGear PumpsMARIO HUAMANNo ratings yet
- Case Study 5Document10 pagesCase Study 5lmachNo ratings yet
- Tonnage Measurement of Ships, SnameDocument4 pagesTonnage Measurement of Ships, SnameMARIO HUAMANNo ratings yet
- A. Civil Engineering and ArchitectureDocument11 pagesA. Civil Engineering and ArchitectureMARIO HUAMANNo ratings yet
- Chapter 27 Workholding Devices For Machine Tools: MET 33800 Manufacturing ProcessesDocument15 pagesChapter 27 Workholding Devices For Machine Tools: MET 33800 Manufacturing Processesangrypotato10No ratings yet
- 27E937 Tyco ElectronicsDocument3 pages27E937 Tyco ElectronicscahesNo ratings yet
- Analisis Proses Produksi Cold Rolling Mill (CRM) Pada Lini Continuous Tandem Cold Mill (CTCM) Dengan Mode Lite Gage Di PT XXXDocument5 pagesAnalisis Proses Produksi Cold Rolling Mill (CRM) Pada Lini Continuous Tandem Cold Mill (CTCM) Dengan Mode Lite Gage Di PT XXXYoanNo ratings yet
- Level 9 - Mechanical TechnologyDocument17 pagesLevel 9 - Mechanical TechnologyFajiza JuarezaNo ratings yet
- Stainless steel SUS 304 sheet metal tensile and shear test resultsDocument1 pageStainless steel SUS 304 sheet metal tensile and shear test resultsHamdan Rizqi PratamaNo ratings yet
- Lec. 4 PDFDocument12 pagesLec. 4 PDFAwad M. El ArabyNo ratings yet
- Wera Tool Catalogue 2017 PDFDocument518 pagesWera Tool Catalogue 2017 PDFGuillermo Andres Martinez MendezNo ratings yet
- Clase 06 Tornillos de PotenciaDocument25 pagesClase 06 Tornillos de PotenciajuancitoNo ratings yet
- Basics of Applied Benchwork 1Document136 pagesBasics of Applied Benchwork 1gawik gawikNo ratings yet
- FW5 WPS Longitudional Fillet Welds For OverlappingDocument4 pagesFW5 WPS Longitudional Fillet Welds For OverlappingIbrahim Levent AkkoyunluNo ratings yet
- Declaration of Performance for Self-tapping Screws, Bolts, Dowels and More (40Document5 pagesDeclaration of Performance for Self-tapping Screws, Bolts, Dowels and More (40Andrei GheorghicaNo ratings yet
- Torque Values - Gasket Resources IncDocument25 pagesTorque Values - Gasket Resources IncKhan SANo ratings yet
- Lathe techniques for facing, parallel turning, grooving and shoulder turningDocument2 pagesLathe techniques for facing, parallel turning, grooving and shoulder turningbrixston gealonNo ratings yet
- Ersatzteilliste - WA80 3-8 2010 GB1Document116 pagesErsatzteilliste - WA80 3-8 2010 GB1jchernandezNo ratings yet
- Welding Joints ReportDocument19 pagesWelding Joints ReportPratik JadhavNo ratings yet
- Indexing HeadDocument3 pagesIndexing HeadAnwar ArifNo ratings yet
- wg950 - 2021 04 20Document5 pageswg950 - 2021 04 20'Lampa'No ratings yet
- Stainless Steel Surface Finishes - 135Document6 pagesStainless Steel Surface Finishes - 135Ravindra BarangeNo ratings yet
- MachiningDocument8 pagesMachiningBotstrap AWNo ratings yet
- Ss 400 61 0038Document1 pageSs 400 61 0038Brian AplinNo ratings yet
- Cutting Tool Applications: by George Schneider, Jr. CmfgeDocument9 pagesCutting Tool Applications: by George Schneider, Jr. CmfgeburakNo ratings yet