You might also like
- Cement Replacement Wood WasteDocument9 pagesCement Replacement Wood WasteEva N. TayNo ratings yet
- The Incorporation of Wood Waste Ash As A Partial CDocument10 pagesThe Incorporation of Wood Waste Ash As A Partial CIcy MakerNo ratings yet
- Partial Replacement of Cement With WoodDocument5 pagesPartial Replacement of Cement With WoodaryanNo ratings yet
- A Review On Strength and Durability Properties of Wooden Ash Based ConcreteDocument25 pagesA Review On Strength and Durability Properties of Wooden Ash Based ConcreteMohamed ArbiliNo ratings yet
- Characterization and Utilization of Rice Husk Ash (RHA) in Fly Ash - BlastDocument6 pagesCharacterization and Utilization of Rice Husk Ash (RHA) in Fly Ash - BlastLuis Fernando Tonholo Domingos100% (1)
- Journal of Cleaner Production: Evaluation of Reclaimed Municipal Solid Waste Incinerator Sands in ConcreteDocument12 pagesJournal of Cleaner Production: Evaluation of Reclaimed Municipal Solid Waste Incinerator Sands in Concretebikiwe9974No ratings yet
- Construction and Building Materials: Mario Berra, Teresa Mangialardi, Antonio Evangelista PaoliniDocument11 pagesConstruction and Building Materials: Mario Berra, Teresa Mangialardi, Antonio Evangelista PaoliniMarden Rengifo RuizNo ratings yet
- The Effect of Rice Husk Ash On Mechanical PropertiesDocument9 pagesThe Effect of Rice Husk Ash On Mechanical PropertiesSamik Bin MakkiNo ratings yet
- Utilization of Sawdust in Concrete Masonry Blocks: A ReviewDocument8 pagesUtilization of Sawdust in Concrete Masonry Blocks: A ReviewHussain MarzooqNo ratings yet
- Cement Mortar Incorporating Pond AshDocument12 pagesCement Mortar Incorporating Pond AshFábio FriolNo ratings yet
- Pravina K. Gunasekaran Et Al., 2023 InglesDocument9 pagesPravina K. Gunasekaran Et Al., 2023 InglesLuanna CamposNo ratings yet
- An Experimental Investigation On Mechanical Properties of Concrete by Partial Replacement of Cement With Wood Ash and Fine Sea Shell PowderDocument6 pagesAn Experimental Investigation On Mechanical Properties of Concrete by Partial Replacement of Cement With Wood Ash and Fine Sea Shell PowderEphremMelakuNo ratings yet
- Composites Part B: SciencedirectDocument6 pagesComposites Part B: SciencedirectadilNo ratings yet
- Copper Slag as Partial Replacement for Sand in High Performance ConcreteDocument6 pagesCopper Slag as Partial Replacement for Sand in High Performance ConcreteANURAG CHAUHANNo ratings yet
- Utilization of Fly Ash in Construction Industries For Environment ManagementDocument6 pagesUtilization of Fly Ash in Construction Industries For Environment ManagementSwanandNo ratings yet
- 1 s2.0 S2352710222010907 MainDocument20 pages1 s2.0 S2352710222010907 MainDoc Alcides SitoeNo ratings yet
- Evaluation of Mechanical Properties of Recycled Aggregate Concrete Manufactured With Fly Ash, Bagasse Ash and Banana FiberDocument6 pagesEvaluation of Mechanical Properties of Recycled Aggregate Concrete Manufactured With Fly Ash, Bagasse Ash and Banana FiberSaad IlyasNo ratings yet
- Wood Ash. A New Source of Pozzolanic Material. Naik and KrausDocument25 pagesWood Ash. A New Source of Pozzolanic Material. Naik and KrausMARCOS ANTONIO GOLATONo ratings yet
- Thermal Conductivity and Hardened Behavior of Eco-Friendly Concrete Incorporating Waste Polypropylene As Fine AggregateDocument6 pagesThermal Conductivity and Hardened Behavior of Eco-Friendly Concrete Incorporating Waste Polypropylene As Fine AggregateShaker QaidiNo ratings yet
- Akash Aneja Et Al 2022 InglêsDocument7 pagesAkash Aneja Et Al 2022 InglêsLuanna CamposNo ratings yet
- 12.uso de Desechos Minerales de Silice Como Agregado en Un Concreto Verde de Alta Resistencia Trabajabilidad Resistencia Modo de FallaDocument8 pages12.uso de Desechos Minerales de Silice Como Agregado en Un Concreto Verde de Alta Resistencia Trabajabilidad Resistencia Modo de FallaJoel HernandezNo ratings yet
- Using Wood Fiber Waste, Rice Husk Ash, and Limestone Powder Waste As Cement Replacement Materials For Lightweight Concrete BlocksDocument5 pagesUsing Wood Fiber Waste, Rice Husk Ash, and Limestone Powder Waste As Cement Replacement Materials For Lightweight Concrete BlocksANDRES FABIAN HERNANDEZ CARONo ratings yet
- Construction and Building Materials: Javad Torkaman, Alireza Ashori, Ali Sadr MomtaziDocument5 pagesConstruction and Building Materials: Javad Torkaman, Alireza Ashori, Ali Sadr MomtaziAboalmaail AlaminNo ratings yet
- Aali Pant 2019, Coal Combustion Residue As Structural Fill Material For Reinforced Soil StructuresDocument10 pagesAali Pant 2019, Coal Combustion Residue As Structural Fill Material For Reinforced Soil StructuresSatya ChaitanyaNo ratings yet
- Materials Today: Proceedings: S. Elavarasan, A.K. Priya, V. Kavin KumarDocument5 pagesMaterials Today: Proceedings: S. Elavarasan, A.K. Priya, V. Kavin KumarAbderrahim BelmJouJNo ratings yet
- 1 s2.0 S2214785319320127 MainDocument4 pages1 s2.0 S2214785319320127 MainVincent P. PilienNo ratings yet
- Minerals 11 00101 v2Document13 pagesMinerals 11 00101 v2Catalina BohórquezNo ratings yet
- Recycled Wind Turbine Blades As A Feedstock For Second GenerationDocument7 pagesRecycled Wind Turbine Blades As A Feedstock For Second GenerationJhon Leyder Rodriguez OrtizNo ratings yet
- Recycling of Eggshell Powder and Wheat Straw Ash ADocument17 pagesRecycling of Eggshell Powder and Wheat Straw Ash Akarthiksupaariii0708No ratings yet
- Study On Strength and Durability of Cellular Cement-Fly Ash BlocksDocument6 pagesStudy On Strength and Durability of Cellular Cement-Fly Ash BlocksDaniela BaqueroNo ratings yet
- Fly Ash as Fine Aggregate in Mortar PropertiesDocument8 pagesFly Ash as Fine Aggregate in Mortar PropertieskanomasiNo ratings yet
- Combine Effect of Rice Husk Ash and Fly Ash On Concrete by 30% Cement ReplacementDocument10 pagesCombine Effect of Rice Husk Ash and Fly Ash On Concrete by 30% Cement ReplacementMuhammad BasitNo ratings yet
- The Investigational The Effects of Waste Products Such As Wood Ash, Sugarcane Bagasse Ash, and Rice Husk Ash On The Durability of ConcreteDocument6 pagesThe Investigational The Effects of Waste Products Such As Wood Ash, Sugarcane Bagasse Ash, and Rice Husk Ash On The Durability of ConcreteIJRASETPublicationsNo ratings yet
- Natural Aggregates Used For Light Weight Concrete A Review2020IOP Conference Series Materials Science and EngineeringDocument10 pagesNatural Aggregates Used For Light Weight Concrete A Review2020IOP Conference Series Materials Science and EngineeringJoe Alcantara RomeroNo ratings yet
- Managing Fly Ash Waste and ApplicationsDocument7 pagesManaging Fly Ash Waste and ApplicationsBalganym Dosmukhambetova100% (1)
- Use of Rice Husk Ash As Strength-Enhancing Additive in Lightweight Cementitious Composite MortarsDocument12 pagesUse of Rice Husk Ash As Strength-Enhancing Additive in Lightweight Cementitious Composite MortarsFolorunsho AyomideNo ratings yet
- Ijiset V2 I9 91Document8 pagesIjiset V2 I9 91Jeriel PacerNo ratings yet
- Ojapps - 2020122216323733Document10 pagesOjapps - 2020122216323733brahiman TRAORENo ratings yet
- 2021 - Influence of Different Processing Methods On The Recycling Potential of Agro-Waste Ashes For Sustainable Cement Production - A ReviewDocument29 pages2021 - Influence of Different Processing Methods On The Recycling Potential of Agro-Waste Ashes For Sustainable Cement Production - A Reviewjullytrt20No ratings yet
- Recycling Wood Waste in Cement CompositesDocument8 pagesRecycling Wood Waste in Cement CompositesElena Raluca DraguNo ratings yet
- Construction and Building Materials: Cheah Chee Ban, Lim Jay Sern, Mahyuddin B. RamliDocument16 pagesConstruction and Building Materials: Cheah Chee Ban, Lim Jay Sern, Mahyuddin B. Ramlijaysern7No ratings yet
- Coconut Shell Concrete Strength ReviewDocument4 pagesCoconut Shell Concrete Strength ReviewUmange RanasingheNo ratings yet
- Point SatuuDocument10 pagesPoint Satuukhaerunnisaaaz13No ratings yet
- Rice Husk AshDocument7 pagesRice Husk AshJeneveive Mae BalbinNo ratings yet
- Evaluation of Ferrock-A Greener Substitute To CementDocument7 pagesEvaluation of Ferrock-A Greener Substitute To CementGia AnNo ratings yet
- Saleh 2020Document10 pagesSaleh 2020samuelNo ratings yet
- Improve Mechanical Properties of Self Compacting Concrete Using Industrial by ProductDocument5 pagesImprove Mechanical Properties of Self Compacting Concrete Using Industrial by ProductEditor IJTSRDNo ratings yet
- Effect On High Grade Concrete Due To Partial Replacement of Rice Hush Ash and Steel FiberDocument7 pagesEffect On High Grade Concrete Due To Partial Replacement of Rice Hush Ash and Steel FiberEditor IJTSRDNo ratings yet
- Experimental Study On Properties of Strength and Durability of Concrete by Partial Replacement of Fine Aggregate With Copper Slag and Cement With Egg Shell Powder For M30 and M40 Grade ConcreteDocument10 pagesExperimental Study On Properties of Strength and Durability of Concrete by Partial Replacement of Fine Aggregate With Copper Slag and Cement With Egg Shell Powder For M30 and M40 Grade ConcreteOscarGomezNo ratings yet
- Iron Ore TalingsDocument8 pagesIron Ore TalingsUday BoddepalliNo ratings yet
- 1 s2.0 S2090447923001363 MainDocument18 pages1 s2.0 S2090447923001363 Maindileepkumarr538No ratings yet
- Author Title Year Scope Conclusion Recommendation CitationsDocument2 pagesAuthor Title Year Scope Conclusion Recommendation CitationsJennyNo ratings yet
- Ben Mansour 2014Document7 pagesBen Mansour 2014Walid YahiaouiNo ratings yet
- Residuos de Madera Con Cemento AnalisisDocument4 pagesResiduos de Madera Con Cemento AnalisisMario A. LeónNo ratings yet
- Rfa 3Document12 pagesRfa 3tyagi rishabhNo ratings yet
- Marble Waste Concrete Strength Shrinkage ModelDocument11 pagesMarble Waste Concrete Strength Shrinkage ModelHamada Shoukry MohammedNo ratings yet
- Microstructure and Leaching Characteristics of Fly Ash-Mine Overburden-Lime MixturesDocument5 pagesMicrostructure and Leaching Characteristics of Fly Ash-Mine Overburden-Lime MixturesTusharGuptaNo ratings yet
- Impact of Workability in Aracaura Columaris (Christmas Tree) Seed Acs As Partial Replacement of Coarse Aggregate in ConcreteDocument6 pagesImpact of Workability in Aracaura Columaris (Christmas Tree) Seed Acs As Partial Replacement of Coarse Aggregate in ConcreteOlumide AdenaiyaNo ratings yet
- Research Article: Treated Coconut Coir Pith As Component of Cementitious MaterialsDocument9 pagesResearch Article: Treated Coconut Coir Pith As Component of Cementitious MaterialsVincent Reyes ColadillaNo ratings yet
- Handbook of Composites from Renewable Materials, Design and ManufacturingFrom EverandHandbook of Composites from Renewable Materials, Design and ManufacturingNo ratings yet
- AcknowledgementDocument1 pageAcknowledgementJoshua Ian AbanNo ratings yet
- 425-Chp7-Bond Development Length SplicesDocument41 pages425-Chp7-Bond Development Length SplicesAhsan BuriroNo ratings yet
- ASTM Codes Designation1111 PDFDocument7 pagesASTM Codes Designation1111 PDFTres Marias HernandezNo ratings yet
- The International System of Units (SI) Converter PDFDocument27 pagesThe International System of Units (SI) Converter PDFMaey AkimNo ratings yet
- Calculation of Dead Load: Design of Two Way Slab by Co-Efficient Method (Aci-1963)Document22 pagesCalculation of Dead Load: Design of Two Way Slab by Co-Efficient Method (Aci-1963)Joshua Ian AbanNo ratings yet
- Old Reinf PapersDocument6 pagesOld Reinf Paperstrence76No ratings yet
- 318-Example-1 RF r1Document11 pages318-Example-1 RF r1Vatova JarrandNo ratings yet
- Rha Cement Inc PDFDocument6 pagesRha Cement Inc PDFJoshua Ian AbanNo ratings yet
- 3 Engr.-Client & Bod Public - AlexisDocument11 pages3 Engr.-Client & Bod Public - AlexisJoshua Ian AbanNo ratings yet
- BHU Paper On FlyashDocument6 pagesBHU Paper On FlyashAbhijeet GandageNo ratings yet
- A Study On The Influence of Curing On The Strength of A Standard Grade Concrete MixDocument12 pagesA Study On The Influence of Curing On The Strength of A Standard Grade Concrete MixAyo OshoNo ratings yet
- Cca Cement StrengthDocument6 pagesCca Cement StrengthJoshua Ian AbanNo ratings yet
- Coconut Water Uses, Composition and Properties: A ReviewDocument21 pagesCoconut Water Uses, Composition and Properties: A ReviewJoshua Ian AbanNo ratings yet
- Gsa Cement PDFDocument7 pagesGsa Cement PDFJoshua Ian AbanNo ratings yet
- Strength Properties of Corn Cob Ash Concrete 3Document5 pagesStrength Properties of Corn Cob Ash Concrete 3Oladipupo McDonstep OlafusiNo ratings yet
- 12 Ra 9184 Vii-Xii - BrianDocument44 pages12 Ra 9184 Vii-Xii - BrianJoshua Ian AbanNo ratings yet
- Strength of blended cement sandcrete & soilcrete blocksDocument9 pagesStrength of blended cement sandcrete & soilcrete blocksJoshua Ian AbanNo ratings yet
- 15 Ciap Doc 102 Section 1-5 RobinDocument53 pages15 Ciap Doc 102 Section 1-5 RobinJoshua Ian Aban0% (1)
- 2 Section I - NikkoDocument20 pages2 Section I - NikkoJoshua Ian AbanNo ratings yet
- Syllabus Ce Laws, Contracts and EthicsDocument3 pagesSyllabus Ce Laws, Contracts and EthicsJoshua Ian Aban0% (2)
- 15 Ciap Doc 102 Section 1-5 RobinDocument53 pages15 Ciap Doc 102 Section 1-5 RobinJoshua Ian Aban0% (1)
- Civil Engineering Code of EthicsDocument15 pagesCivil Engineering Code of EthicsJoshua Ian AbanNo ratings yet
- 8 Section 4 - JohnalynDocument14 pages8 Section 4 - JohnalynJoshua Ian AbanNo ratings yet
- 6 Section 2 - FemDocument20 pages6 Section 2 - FemJoshua Ian AbanNo ratings yet
- 13 A 9184 - KristyneDocument18 pages13 A 9184 - KristyneJoshua Ian AbanNo ratings yet
- Selecting a Civil Engineer for Your ProjectDocument11 pagesSelecting a Civil Engineer for Your ProjectJoshua Ian AbanNo ratings yet
- 9 Section 5 - NeldaDocument8 pages9 Section 5 - NeldaJoshua Ian AbanNo ratings yet
- Seismic ConceptualDocument82 pagesSeismic Conceptualஆனந்த் கிருஷ்ணன்No ratings yet
- Civil Engineering Code of EthicsDocument15 pagesCivil Engineering Code of EthicsJoshua Ian AbanNo ratings yet
- Gambaran Pelaksanaan Sanitasi Total Berbasis Masyarakat (STBM) Di Kelurahan Sri Padang Kecamatan Rambutan Kota Tebing TinggiDocument8 pagesGambaran Pelaksanaan Sanitasi Total Berbasis Masyarakat (STBM) Di Kelurahan Sri Padang Kecamatan Rambutan Kota Tebing Tinggitika sariNo ratings yet
- Trainers' Methodology I: Trainer / Facilitator Arch. Jan Nikolai D. Gongora, RMP Module: Maintain Training FacilitiesDocument45 pagesTrainers' Methodology I: Trainer / Facilitator Arch. Jan Nikolai D. Gongora, RMP Module: Maintain Training Facilitiesjohnnycollide100% (1)
- Environment Analysis of NokiaDocument36 pagesEnvironment Analysis of Nokiaswathisekar43200% (2)
- Specialty ChemicalsDocument14 pagesSpecialty ChemicalsKimoraPropertindoNo ratings yet
- Akvola Technologies Brochure MW - Web 1Document8 pagesAkvola Technologies Brochure MW - Web 1Hardik VavdiyaNo ratings yet
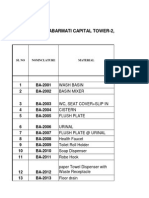
- Sabarmati Capital Tower-2 Sanitary Fixtures Bill of QuantitiesDocument8 pagesSabarmati Capital Tower-2 Sanitary Fixtures Bill of QuantitiesNedunuri.Madhav MurthyNo ratings yet
- Seminar On Solid Waste ManagementDocument13 pagesSeminar On Solid Waste ManagementAarsi GuptaNo ratings yet
- Sheet 8Document1 pageSheet 8MISHIKA GUPTANo ratings yet
- Manila Water PDFDocument38 pagesManila Water PDFJe QuinsayasNo ratings yet
- FastClad ER Part B - SDSDocument15 pagesFastClad ER Part B - SDSd00g3n_656010017No ratings yet
- Project Report ON A Study On Solid Waste Management Environmental ScienceDocument37 pagesProject Report ON A Study On Solid Waste Management Environmental ScienceSushank pandeyNo ratings yet
- Community Health Needs of Barangay Antipolo OldDocument13 pagesCommunity Health Needs of Barangay Antipolo OldMica B.No ratings yet
- India'S Premier Institute Adopts Zeeweed MBR To Achieve "Zero Discharge Campus"Document9 pagesIndia'S Premier Institute Adopts Zeeweed MBR To Achieve "Zero Discharge Campus"Abinash PatroNo ratings yet
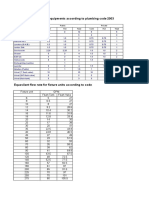
- Fixture Unit For Sanitary Equipments According To Plumbing Code 2003Document2 pagesFixture Unit For Sanitary Equipments According To Plumbing Code 2003Alaa FaiqNo ratings yet
- 1-Read The Following Text Then Answer The QuestionsDocument2 pages1-Read The Following Text Then Answer The QuestionsareallyoldmanNo ratings yet
- Bio CaskDocument2 pagesBio CaskHenry San PedroNo ratings yet
- Class 11 English Sample PaperDocument23 pagesClass 11 English Sample PaperUrval Jain67% (3)
- Solid Waste Management Action PlanDocument2 pagesSolid Waste Management Action PlanMhartin OrsalNo ratings yet
- 3QT - Coron Bay WQMADocument18 pages3QT - Coron Bay WQMAangkatekagNo ratings yet
- Saleh-Final ReportDocument64 pagesSaleh-Final Reportmosaad khadrNo ratings yet
- Dimethylglyoxime, ACS: Safety Data SheetDocument9 pagesDimethylglyoxime, ACS: Safety Data SheetYulia Rahmayani RidwanNo ratings yet
- 2013-2017 Standing Rock Sioux Tribe Comprehensive Economic Development StrategyDocument103 pages2013-2017 Standing Rock Sioux Tribe Comprehensive Economic Development StrategyThe Daily HazeNo ratings yet
- Topic 1 MAINTANANCE Preventive and Breakdown Maintenance ComparisonsDocument6 pagesTopic 1 MAINTANANCE Preventive and Breakdown Maintenance ComparisonsSrinibas Jena80% (5)
- MSDS 3935Document8 pagesMSDS 3935Jay Sinosuke Zainuri50% (4)
- Skirpsi WardiyatulDocument119 pagesSkirpsi WardiyatullelyNo ratings yet
- DAEWOO DPN-3500 Gps Portable Navigation User ManualDocument62 pagesDAEWOO DPN-3500 Gps Portable Navigation User ManualArturo MarquezNo ratings yet
- Activated Sludge Aeration Tank Calculations-US Units Final-Locked-11!12!18Document30 pagesActivated Sludge Aeration Tank Calculations-US Units Final-Locked-11!12!18Cristian Ortiz100% (1)
- Hazardous Waste ManagementDocument3 pagesHazardous Waste ManagementPravin KumarNo ratings yet
- City of Santa Rosa Environment CodeDocument54 pagesCity of Santa Rosa Environment CodeFarica Arradaza Zgambo100% (5)
- Codigos Error AIX - Sa76-0089Document586 pagesCodigos Error AIX - Sa76-0089fsantys0% (1)