You might also like
- Soldadura en el montaje de tuberías. FMEC0108From EverandSoldadura en el montaje de tuberías. FMEC0108Rating: 3.5 out of 5 stars3.5/5 (3)
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSAFrom EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSANo ratings yet
- Regiones de La SoldaduraDocument4 pagesRegiones de La SoldaduraLeonel Giraldo CastañoNo ratings yet
- Metalurgia de La SoldaduraDocument117 pagesMetalurgia de La SoldaduraPer DC80% (5)
- Realidad ProblemáticaDocument3 pagesRealidad ProblemáticaAntonySamirChuicaVegaNo ratings yet
- ZAC y Metalurgia.Document6 pagesZAC y Metalurgia.apsanchez1214No ratings yet
- Evaluacion 1 Corte II SoldaduraDocument3 pagesEvaluacion 1 Corte II SoldaduraJulian Alejandro Lopez PintoNo ratings yet
- Metalurgia de La Soldadura TrabajoDocument6 pagesMetalurgia de La Soldadura TrabajoBrayan Villanueva Villena100% (1)
- Metalurgia de La SoldaduraDocument140 pagesMetalurgia de La SoldaduraMario SanchoNo ratings yet
- 1.2 Propiedades SoldaduraDocument43 pages1.2 Propiedades SoldaduraVic MorilloNo ratings yet
- Metalrgia de SldaduraDocument27 pagesMetalrgia de SldaduraSamyr FajardNo ratings yet
- Metalurgia de La Soldadura TECSUP 8Document4 pagesMetalurgia de La Soldadura TECSUP 8Antony David Caceres RojasNo ratings yet
- Metalurgia SOLDADURA AceroDocument41 pagesMetalurgia SOLDADURA AceroOswald Adr Camacho CortezNo ratings yet
- 9.0 Metalurgia de La SoldaduraDocument88 pages9.0 Metalurgia de La SoldaduraVictor Angel Fuertes SaboyaNo ratings yet
- La Metalurgia de La SoldaduraDocument9 pagesLa Metalurgia de La SoldaduraTaisto HernándezNo ratings yet
- Metalurgia de La SoldaduraDocument15 pagesMetalurgia de La Soldadurajose robertoNo ratings yet
- IV. - Metalurgia de La SoldaduraDocument31 pagesIV. - Metalurgia de La SoldaduraparedessegurNo ratings yet
- Cap6soldabilidad CursoinspectorDocument4 pagesCap6soldabilidad Cursoinspectormario valenzuelaNo ratings yet
- Analisis Metalografico de Las Uniones SoldadasDocument14 pagesAnalisis Metalografico de Las Uniones SoldadasAnonymous KdnOsd9No ratings yet
- ENSAYOS NO DESTRUCTIVOS PARA SOLDADURAS - Metalografía - Universidad TecnolóDocument18 pagesENSAYOS NO DESTRUCTIVOS PARA SOLDADURAS - Metalografía - Universidad TecnolóRichard Morales Soza100% (2)
- Tema 1 - Introduccion A La SoldabilidadDocument2 pagesTema 1 - Introduccion A La Soldabilidadsergiomnez100% (1)
- Informe Nº9 SoldaduraDocument27 pagesInforme Nº9 SoldadurarosamelNo ratings yet
- Tema 2 (Aceros Al Carbono)Document18 pagesTema 2 (Aceros Al Carbono)Luis Diaz-TriasNo ratings yet
- 3 Metalurgia de La SoldaduraDocument17 pages3 Metalurgia de La SoldaduraPatricio Quezada MoralesNo ratings yet
- Informe Frio CalienteDocument19 pagesInforme Frio CalienteJefferson PinanjotaNo ratings yet
- 3 Seminario 1Document13 pages3 Seminario 1Yunior Correa CalaNo ratings yet
- SOLDADURADocument6 pagesSOLDADURANereNo ratings yet
- CAP 2 CONFORMADO DE LOS METALES 2020 TRT ElectromecanicaDocument18 pagesCAP 2 CONFORMADO DE LOS METALES 2020 TRT ElectromecanicaVanesa Huanca CallizayaNo ratings yet
- Efectos Del Calor en SDocument10 pagesEfectos Del Calor en SMac CarreraNo ratings yet
- ASIGNACION 1 (RESUMEN) - Diagrama de FasesDocument6 pagesASIGNACION 1 (RESUMEN) - Diagrama de FasesJoel GabrielNo ratings yet
- Análisis Metalográfico Con La Aplicación de La SoldaduraDocument61 pagesAnálisis Metalográfico Con La Aplicación de La SoldaduraJoel Aldeir Vasquez ReyesNo ratings yet
- Efectos de Calor en SoldaduraDocument10 pagesEfectos de Calor en Soldaduraanthonycaceres03No ratings yet
- Metalurgia de La SoldaduraDocument17 pagesMetalurgia de La Soldaduradragoncitoazul100% (1)
- Efecto de La Soldadura Por Fusión en La Unión de Aceros Estructurales Al Carbono PDFDocument5 pagesEfecto de La Soldadura Por Fusión en La Unión de Aceros Estructurales Al Carbono PDFMaria Juliana Ruiz MantillaNo ratings yet
- Ensayo Cambios Micro Estructurales Ocurridos en Soldaduras Por Gases y Arco ElectricoDocument3 pagesEnsayo Cambios Micro Estructurales Ocurridos en Soldaduras Por Gases y Arco ElectricoAngeles Ruiz100% (1)
- Soldadura en Estado SólidoDocument4 pagesSoldadura en Estado SólidoAleja HernandezNo ratings yet
- Soldadura Por PuntosDocument5 pagesSoldadura Por PuntosFreddy AyalaNo ratings yet
- Informe de Metalografia de Cordon de SoldaduraDocument19 pagesInforme de Metalografia de Cordon de SoldaduraFrankMarkoCastañedaMalpartidaNo ratings yet
- Soldabilidad de Los MaterialesDocument33 pagesSoldabilidad de Los MaterialesIsai Keoma Chirinos DiazNo ratings yet
- Tema 2. - Procesos de Fabricación Por Fundición, Moldeo y Procesamiento de PartículasDocument160 pagesTema 2. - Procesos de Fabricación Por Fundición, Moldeo y Procesamiento de PartículasMari Intillaque Gomez-PimpolloNo ratings yet
- Test Final PeterDocument2 pagesTest Final PeterRaul Rossel QuinterosNo ratings yet
- Metalurgia de La SoldaduraDocument33 pagesMetalurgia de La Soldadurayordan gonzalezNo ratings yet
- Principios de Proteccion Contra Corrosion y Fuego PDFDocument28 pagesPrincipios de Proteccion Contra Corrosion y Fuego PDFAlberto AliagaNo ratings yet
- Soldadura ResumenDocument13 pagesSoldadura ResumenluciaNo ratings yet
- Trabajo Final de Metalurgia 2Document22 pagesTrabajo Final de Metalurgia 2Eric MercedesNo ratings yet
- Metalurgia de La Soldadura ActualizDocument148 pagesMetalurgia de La Soldadura ActualizAnonymous qMLK5yxZsFNo ratings yet
- Finales MaterialesDocument15 pagesFinales MaterialesmariaagustinagaleraNo ratings yet
- Soldadura TP1 - Corregido - 2019Document23 pagesSoldadura TP1 - Corregido - 2019nicolasq francescaNo ratings yet
- Ciclo Térmico de La SoldaduraDocument8 pagesCiclo Térmico de La SoldaduracxrloshNo ratings yet
- Laboratorio de Metalografía de La SoldaduraDocument5 pagesLaboratorio de Metalografía de La SoldaduraManuelaMorenoNo ratings yet
- Tratamientos MecanicosDocument13 pagesTratamientos MecanicosCristian Reinoso ContrerasNo ratings yet
- Procesos Que Cambian La Superficie Del Material.Document11 pagesProcesos Que Cambian La Superficie Del Material.sugar25No ratings yet
- Mbarrera, 3 A Angulo BiselDocument12 pagesMbarrera, 3 A Angulo Biseljhonmaster148No ratings yet
- Aspectos Metalúrgicos de La SoldaduraDocument22 pagesAspectos Metalúrgicos de La SoldaduraDaniel Campos100% (2)
- Criterio de Buena SoldaduraDocument11 pagesCriterio de Buena SoldaduraDiego Armando Machado MercadoNo ratings yet
- Procesos de Manufactura 3Document5 pagesProcesos de Manufactura 3santhytonatoNo ratings yet
- Criterios Técnicos Básicos para Una Adecuada Soldadura de Los Aceros EstructuralesDocument18 pagesCriterios Técnicos Básicos para Una Adecuada Soldadura de Los Aceros EstructuralescalidadNo ratings yet
- Fundamentos de La Soldadura Por Arco Electrico AwDocument68 pagesFundamentos de La Soldadura Por Arco Electrico AwEDISON SANTIAGO VACA SOSANo ratings yet
- SoldaduraDocument5 pagesSoldaduraJaime MirandaNo ratings yet
- CorrosionDocument9 pagesCorrosionanaNo ratings yet
- Homomorfismo de Grupos PDFDocument14 pagesHomomorfismo de Grupos PDFvqt2000100% (1)
- Ejercicio 2 OSPFDocument4 pagesEjercicio 2 OSPFcharles81No ratings yet
- Alternativa ProductivaDocument2 pagesAlternativa ProductivaWILLIAM DELGADONo ratings yet
- Quimica Fisica, Fisica Atomica y Fisica MolecularDocument21 pagesQuimica Fisica, Fisica Atomica y Fisica Molecularmanuel vegaNo ratings yet
- Funcionamiento de El Equipo de Rayos XDocument15 pagesFuncionamiento de El Equipo de Rayos XCristinoRGonzalezRNo ratings yet
- Organización de ObrasDocument100 pagesOrganización de ObrasDiego RieraNo ratings yet
- Puntos de Vista Opuestos Sobre InventarioDocument3 pagesPuntos de Vista Opuestos Sobre InventarioCañon Galvis Miguel100% (3)
- OvaceDocument9 pagesOvacefabioNo ratings yet
- Plan de Capacitación SSTDocument1 pagePlan de Capacitación SSTLeydonNo ratings yet
- EdMe Strohmaier - Al BiruniDocument8 pagesEdMe Strohmaier - Al BiruniAngel Chavez EslavaNo ratings yet
- Cuadernillo Ejercicios Complementarios Primer BimestreDocument30 pagesCuadernillo Ejercicios Complementarios Primer BimestreCarlos OrtizNo ratings yet
- Diccionario Tecnico InglesDocument83 pagesDiccionario Tecnico InglesCarlos Alberto Cárcamo ArroyoNo ratings yet
- Fichas Santillana - Desarrollo Inteligencia 5 PrimariaDocument40 pagesFichas Santillana - Desarrollo Inteligencia 5 PrimariaFlip Eeyeore67% (9)
- Biografia Thomas Kuhn-GpDocument3 pagesBiografia Thomas Kuhn-GpkazeuzaguiNo ratings yet
- CONTENIDOS MINIMOS DE LA MATERIA Vers. 2014 BiblioDocument3 pagesCONTENIDOS MINIMOS DE LA MATERIA Vers. 2014 BiblioDinero RapidoNo ratings yet
- Examen 5 B1 2017-2018Document18 pagesExamen 5 B1 2017-2018Gustavo GutierrezNo ratings yet
- Examen de Ciencias Naturales 2° SemestreDocument7 pagesExamen de Ciencias Naturales 2° SemestreVeronica GuerreroNo ratings yet
- La Historia ClínicaDocument15 pagesLa Historia ClínicaFranco ZapataNo ratings yet
- Resumen Hacia El Lenguaje, Del Feto Al AdolescenteDocument30 pagesResumen Hacia El Lenguaje, Del Feto Al AdolescenteFrancisca Troncoso Acuña100% (6)
- Caso Practico ControlDocument3 pagesCaso Practico ControlKanjiNo ratings yet
- Mi Rutina en Inglés Por LaDocument2 pagesMi Rutina en Inglés Por LaMario José Mora FlórezNo ratings yet
- PRESENTACIÓN ISO 14001-2015 (1) Última ActualizaciónDocument31 pagesPRESENTACIÓN ISO 14001-2015 (1) Última ActualizaciónFernando Vega100% (1)
- Actividades Tema 13 PDFDocument4 pagesActividades Tema 13 PDFBruno Bejar AbaldeNo ratings yet
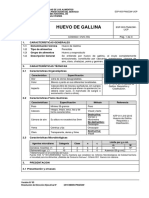
- QALIWARMA, Huevo de Gallina.Document3 pagesQALIWARMA, Huevo de Gallina.Alonzo CustodioNo ratings yet
- Materiales para Redes AereasDocument16 pagesMateriales para Redes Aereaspablo tenecotaNo ratings yet
- Ají de MaracuyáDocument8 pagesAjí de MaracuyáOscarina ArciaNo ratings yet
- MA263 2021-01 Sesión 2.1 Construcción y Descripción de Regiones - SX51Document29 pagesMA263 2021-01 Sesión 2.1 Construcción y Descripción de Regiones - SX51Nelida Chinguel HuamanNo ratings yet
- Museo de Arte Contemporaneo NiteroiDocument23 pagesMuseo de Arte Contemporaneo NiteroiRonald CauichNo ratings yet
- Pasos para Formatear Una ComputadoraDocument2 pagesPasos para Formatear Una ComputadoraAngel Matthew de Mirnd-RodNo ratings yet
- Conducción Multidimensional de Calor en Régimen TransitorioDocument4 pagesConducción Multidimensional de Calor en Régimen TransitorioframikhNo ratings yet