You might also like
- Automatic Electromagnetic Punching Machine-Ijaerdv04i0274303Document5 pagesAutomatic Electromagnetic Punching Machine-Ijaerdv04i0274303Editor IJAERDNo ratings yet
- Optimization of Process Parameter of Die Sinking EDM For Machining of SS316H Using Taguchi L9 ApproachDocument12 pagesOptimization of Process Parameter of Die Sinking EDM For Machining of SS316H Using Taguchi L9 ApproachIJRASETPublicationsNo ratings yet
- Investigating Effects of Process Variables On MRR in EDM by Using Taguchi Parameter Design ApproachDocument6 pagesInvestigating Effects of Process Variables On MRR in EDM by Using Taguchi Parameter Design ApproachPujara ManishNo ratings yet
- A Review Paper On (EDM) Electrical Discharge MachiningDocument3 pagesA Review Paper On (EDM) Electrical Discharge MachiningVishal Kumar JaiswalNo ratings yet
- Design and Analysis of Lead Screw For FixtureDocument7 pagesDesign and Analysis of Lead Screw For FixtureA PPNo ratings yet
- Process Design and Development of Electromagnetic Shearing MachineDocument9 pagesProcess Design and Development of Electromagnetic Shearing MachineIJMERNo ratings yet
- EDG Study Using Rotary Disk ElectrodeDocument9 pagesEDG Study Using Rotary Disk ElectrodeSarath ChandraNo ratings yet
- Exp 1a Civil and MechDocument5 pagesExp 1a Civil and MechDheeraj DheeruNo ratings yet
- Design and Testing of Solar Water Heaters With Its Calculation of EnergyDocument6 pagesDesign and Testing of Solar Water Heaters With Its Calculation of EnergyBekaluNo ratings yet
- Optimization of Various Machining Parameters of Electrical Discharge Machining (EDM) Process On AISI D2 Tool Steel Using Hybrid Optimization MethodDocument9 pagesOptimization of Various Machining Parameters of Electrical Discharge Machining (EDM) Process On AISI D2 Tool Steel Using Hybrid Optimization MethodInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- WEMDCD15 Turin FinalSubmittedDocument6 pagesWEMDCD15 Turin FinalSubmittedNoé Rafael Colorado SósolNo ratings yet
- Influence of EDM Process Parameters in Deep Hole Drilling of Inconel 718Document11 pagesInfluence of EDM Process Parameters in Deep Hole Drilling of Inconel 718Pranes RainaNo ratings yet
- Study of Machining Parameters in EDMDocument7 pagesStudy of Machining Parameters in EDMYogender KatariaNo ratings yet
- Workshop ManualDocument26 pagesWorkshop ManualHarender KumarNo ratings yet
- Chapter 1 - Introduction EDMDocument5 pagesChapter 1 - Introduction EDMPraveen RnNo ratings yet
- Electromagnetic FormingDocument14 pagesElectromagnetic FormingTochi Krishna AbhishekNo ratings yet
- Effect of Current On EDMDocument58 pagesEffect of Current On EDMAli M. ElghawailNo ratings yet
- Pneumatic Sheet Metal Cutting MachineDocument24 pagesPneumatic Sheet Metal Cutting MachineMyneni Sriram70% (10)
- Literature Review On Manufacturing ProceDocument8 pagesLiterature Review On Manufacturing ProceanuragpugaliaNo ratings yet
- Optimization of Process Parameters in Die Sinking EDM - A REVIEWDocument6 pagesOptimization of Process Parameters in Die Sinking EDM - A REVIEWIJSTENo ratings yet
- Investigation of Wire Electrical Discharge Machining of ThinDocument9 pagesInvestigation of Wire Electrical Discharge Machining of ThinToufique YalsangikarNo ratings yet
- Ultrasonic and Electric Discharge Machining To Deep and Small Hole On Titanium AlloyDocument6 pagesUltrasonic and Electric Discharge Machining To Deep and Small Hole On Titanium AlloysatishmaanNo ratings yet
- Experimental Investigation of Tool Life and Surface Roughness During CNC Turning Using Single Point Cutting ToolDocument7 pagesExperimental Investigation of Tool Life and Surface Roughness During CNC Turning Using Single Point Cutting ToolIJRASETPublicationsNo ratings yet
- Design 3-Phase Core Type of Transformer and Modification of Symmetrical Star Shaped Core-IJAERDV04I0183936Document8 pagesDesign 3-Phase Core Type of Transformer and Modification of Symmetrical Star Shaped Core-IJAERDV04I0183936Editor IJAERDNo ratings yet
- Ijetr011615 PDFDocument6 pagesIjetr011615 PDFerpublicationNo ratings yet
- Maganet Software MannuelDocument0 pagesMaganet Software MannuelKapilachander ThangavelNo ratings yet
- A Review On The State of Art in Wire Electric Discharge MachiningDocument18 pagesA Review On The State of Art in Wire Electric Discharge MachiningBarış TaktakNo ratings yet
- Studies On Effect of Tool Pin Profiles and Welding Parameters On The Friction Stir Welding of Dissimilar Aluminium Alloys AA5052 & AA6063Document15 pagesStudies On Effect of Tool Pin Profiles and Welding Parameters On The Friction Stir Welding of Dissimilar Aluminium Alloys AA5052 & AA6063IJRASETPublicationsNo ratings yet
- Nik Weld ParameterDocument5 pagesNik Weld ParameterHarmish BhattNo ratings yet
- Review of State of Art and Process Parameter Influence in EDM TechnologyDocument9 pagesReview of State of Art and Process Parameter Influence in EDM TechnologyNguyễn Hữu PhấnNo ratings yet
- Ref 13 Effect of Die Design in Microchannel Tube ExtrusionDocument6 pagesRef 13 Effect of Die Design in Microchannel Tube Extrusionmohammadreza hajialiNo ratings yet
- Micro-Hole Drilling On Thin Sheet Metals by Micro-EdmDocument11 pagesMicro-Hole Drilling On Thin Sheet Metals by Micro-EdmAmit Kumar SinghNo ratings yet
- A New Approach - MuslimMahardikaDocument15 pagesA New Approach - MuslimMahardikaheri suhud kustoyo100% (1)
- Investigation of The Spark Cycle On Material Removal Rate in Wire Electrical Discharge Machining of Advanced MaterialsDocument10 pagesInvestigation of The Spark Cycle On Material Removal Rate in Wire Electrical Discharge Machining of Advanced Materialsirinuca12No ratings yet
- Pneumatic Cutter SynopsisDocument10 pagesPneumatic Cutter SynopsisGurhans Pal SinghNo ratings yet
- Design and Analysis of Pipe Bending MachineDocument7 pagesDesign and Analysis of Pipe Bending MachineSelahadin Al AyubNo ratings yet
- Spring 1Document14 pagesSpring 1Nandish BharadwajNo ratings yet
- Design and Construction of an Electric Arc Welding Machine's TransformerDocument7 pagesDesign and Construction of an Electric Arc Welding Machine's Transformermichael gorgeNo ratings yet
- Determination of Material Removal Rate in Electro Discharge Machining Through Copper ElectrodeDocument7 pagesDetermination of Material Removal Rate in Electro Discharge Machining Through Copper ElectrodeIJRASETPublicationsNo ratings yet
- Electric Discharge MachiningDocument18 pagesElectric Discharge MachiningKrdaeNo ratings yet
- Jurnal KEM.948.23 Muslimin, FMDocument10 pagesJurnal KEM.948.23 Muslimin, FMZinsaisal BakriNo ratings yet
- Study of Process Parameter of Wire Electric Discharge Machining The ReviewDocument5 pagesStudy of Process Parameter of Wire Electric Discharge Machining The ReviewIAEME PublicationNo ratings yet
- 1 s2.0 S0924013619302304 MainDocument22 pages1 s2.0 S0924013619302304 MainBilay CernaNo ratings yet
- Measuring Surface Roughness Using EDMDocument19 pagesMeasuring Surface Roughness Using EDMAli RazaNo ratings yet
- Experimental Investigation of Inconel 718 During Die-Sinking Electric Discharge MachiningDocument10 pagesExperimental Investigation of Inconel 718 During Die-Sinking Electric Discharge MachiningHaydarNo ratings yet
- Ipe 332Document19 pagesIpe 332S. M. Hasibur RahmanNo ratings yet
- Pneumatic-And Manual Both Sheet-Metal-Cutting-MachineDocument20 pagesPneumatic-And Manual Both Sheet-Metal-Cutting-MachinekachhawaindustriesNo ratings yet
- Experimental Investigation On Surface Characteristics of Nickel-Based Super Alloy in Powder Mixed Electric Discharge MachiningDocument8 pagesExperimental Investigation On Surface Characteristics of Nickel-Based Super Alloy in Powder Mixed Electric Discharge MachiningIJRASETPublicationsNo ratings yet
- ECM Machining Techniques and Design ConsiderationsDocument23 pagesECM Machining Techniques and Design ConsiderationsMUHAMMAD RAIHAN H HNo ratings yet
- Design and Construction of An Electric Arc Welding Machine's TransformerDocument7 pagesDesign and Construction of An Electric Arc Welding Machine's Transformermichael gorgeNo ratings yet
- Milling, Shaping and EDM Machine ProcessesDocument3 pagesMilling, Shaping and EDM Machine ProcessesJanaAmrNo ratings yet
- Chapter 1 TO 5Document49 pagesChapter 1 TO 5nagisafurukawa122333No ratings yet
- 9 Types of Sheet Metal OperationsDocument15 pages9 Types of Sheet Metal OperationsAbdulbar kelilNo ratings yet
- Mech-IJME-Influence of The - NECIB DjilaniDocument10 pagesMech-IJME-Influence of The - NECIB Djilaniiaset123No ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- The Technology of Instrument Transformers: Current and Voltage Measurement and Insulation SystemsFrom EverandThe Technology of Instrument Transformers: Current and Voltage Measurement and Insulation SystemsNo ratings yet
- SQL NotesDocument38 pagesSQL Notesapi-26455683100% (3)
- List of FigureDocument1 pageList of FigureRonit GuptaNo ratings yet
- TENSESDocument9 pagesTENSESworld of innovationNo ratings yet
- Test Plan SampleDocument10 pagesTest Plan Samplemanu2020No ratings yet
- Table of ContentDocument2 pagesTable of ContentRonit GuptaNo ratings yet
- Table of ContentDocument2 pagesTable of ContentRonit GuptaNo ratings yet
- Mechanical, Pneumatic or Hydraulic. These Machines Are Costlier For ManufacturingDocument1 pageMechanical, Pneumatic or Hydraulic. These Machines Are Costlier For ManufacturingRonit GuptaNo ratings yet
- Census 2011Document2 pagesCensus 2011Ronit GuptaNo ratings yet
- Manual Testing: 1. Black Box 2. White Box 3. Grey Box DocumentationDocument1 pageManual Testing: 1. Black Box 2. White Box 3. Grey Box DocumentationRonit GuptaNo ratings yet
- List of FigureDocument1 pageList of FigureRonit GuptaNo ratings yet
- TOC2Document1 pageTOC2Ronit GuptaNo ratings yet
- Learn To Read MusicDocument9 pagesLearn To Read MusichonestliarNo ratings yet
- DeclarationDocument1 pageDeclarationRonit GuptaNo ratings yet
- DeclarationDocument1 pageDeclarationRonit GuptaNo ratings yet
- Electromagnetic Shearing MachineDocument31 pagesElectromagnetic Shearing MachineAVI_ROHINI67% (3)
- Ijetae 0415 84Document5 pagesIjetae 0415 84Ronit GuptaNo ratings yet
- TechMahindra Associate-Tech SupportDocument1 pageTechMahindra Associate-Tech SupportRonit GuptaNo ratings yet
- Current Affairs - Made Easy - Jan-Feb-Mar 2017 PDFDocument139 pagesCurrent Affairs - Made Easy - Jan-Feb-Mar 2017 PDFRonit Gupta86% (7)
- Sqldatabase 160926115624Document12 pagesSqldatabase 160926115624Ronit GuptaNo ratings yet
- Learn To Read MusicDocument9 pagesLearn To Read MusichonestliarNo ratings yet
- Corrigendum 02 04 AE (Civil Mechanical)Document1 pageCorrigendum 02 04 AE (Civil Mechanical)Ronit GuptaNo ratings yet
- Notice 8122016 PDFDocument1 pageNotice 8122016 PDFRonit GuptaNo ratings yet
- KN Yb 1000Document13 pagesKN Yb 1000taharNo ratings yet
- Eiffic/Efuf (T:, RFRDT (FrrtfuDocument17 pagesEiffic/Efuf (T:, RFRDT (FrrtfuRamasubba RajuNo ratings yet
- MinePlan Release NotesDocument14 pagesMinePlan Release NotesJuanJo RoblesNo ratings yet
- Technology: ControlsDocument32 pagesTechnology: ControlsAli Hossain AdnanNo ratings yet
- CO2 Dosing and Generation SystemDocument344 pagesCO2 Dosing and Generation SystemABAID ULLAHNo ratings yet
- Poynting OMNI A0098 BrochureDocument2 pagesPoynting OMNI A0098 BrochurekaminareNo ratings yet
- Redirection & PipingDocument16 pagesRedirection & PipingPraveen PatelNo ratings yet
- AerialSolution - 280 - Brochure - LT - New Design - Final - LRDocument20 pagesAerialSolution - 280 - Brochure - LT - New Design - Final - LRRover DmsNo ratings yet
- MBA (Travel & Tourism) 1st Year Sylabus 2020-21 - 28th SeptDocument34 pagesMBA (Travel & Tourism) 1st Year Sylabus 2020-21 - 28th SeptHimanshuNo ratings yet
- Unisonic Technologies Co., LTD: 8-Channel Analog Multiplexers/DemultiplexersDocument7 pagesUnisonic Technologies Co., LTD: 8-Channel Analog Multiplexers/DemultiplexersNaresh KsNo ratings yet
- V Single Vane Pumps: 1 - "F3" 2 - Pump TypeDocument14 pagesV Single Vane Pumps: 1 - "F3" 2 - Pump TypeJose Leandro Neves FerreiraNo ratings yet
- Notes Knouckout and BanyanDocument13 pagesNotes Knouckout and BanyanmpacNo ratings yet
- Modern Scoring BRASS Manual1Document25 pagesModern Scoring BRASS Manual1Pepe ChorrasNo ratings yet
- Material Data Sheet: Casting Material: Carbon Steel GS60 DIN 1681: GS-60 Cast SteelDocument3 pagesMaterial Data Sheet: Casting Material: Carbon Steel GS60 DIN 1681: GS-60 Cast SteelShailesh BhanushaliNo ratings yet
- RPGS Complete Lecture Note1 Inpdf Compressed1Document203 pagesRPGS Complete Lecture Note1 Inpdf Compressed1Purusottam PandeyNo ratings yet
- Service Manual Trucks: Fault Codes Tachograph Tac-Dig, Tac-Dig2Document70 pagesService Manual Trucks: Fault Codes Tachograph Tac-Dig, Tac-Dig2Deny Adi IrawanNo ratings yet
- Hibbeler D14 e CH 12 P 23Document2 pagesHibbeler D14 e CH 12 P 23Mona fabrigarNo ratings yet
- Digital-To-Analog Converter ICs SB Vol11 Issue5Document12 pagesDigital-To-Analog Converter ICs SB Vol11 Issue5Hooman KaabiNo ratings yet
- Vikramraju Updated Excel (EXCEL GOODIES)Document40 pagesVikramraju Updated Excel (EXCEL GOODIES)vikramrajuu0% (1)
- Financial management project report for cement factoryDocument106 pagesFinancial management project report for cement factoryAksh KhandelwalNo ratings yet
- ICM User GuideDocument84 pagesICM User Guidewords2zhigang_612545No ratings yet
- LCD Interfacing PDFDocument37 pagesLCD Interfacing PDFPeeyush Kp100% (1)
- Lsi/Csi: 24-Bit Dual-Axis Quadrature CounterDocument12 pagesLsi/Csi: 24-Bit Dual-Axis Quadrature CounterWilliam Méndez PérezNo ratings yet
- Areas Related To CircleDocument32 pagesAreas Related To CircleGiorno GiovannaNo ratings yet
- Lecture 5 (River As A Geological Agent)Document20 pagesLecture 5 (River As A Geological Agent)Boos yousufNo ratings yet
- Analysis of Excessive Hydrogen Generation in TransformersDocument8 pagesAnalysis of Excessive Hydrogen Generation in TransformersandikaubhNo ratings yet
- Manual Hawk 4000 PDFDocument158 pagesManual Hawk 4000 PDFNebur MtzaNo ratings yet
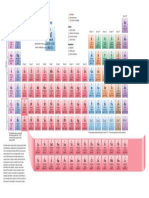
- Periodic TableDocument1 pagePeriodic TableChemist MookaNo ratings yet
- WPMD 3002Document6 pagesWPMD 3002Adilson LucaNo ratings yet
- AAL1 and Segmentation and Reassembly LayerDocument18 pagesAAL1 and Segmentation and Reassembly Layeroureducation.inNo ratings yet