The units alone of this power project involved 80,000 feet
of gas cutting, 118,000 linear feet of welding, 286,000
pounds of electrodes, and 6,450,000 pounds of rolled
plate steel. The Bonneville project demonstrated that the
following advantages were realized by the use of welded
members:
A large number of patterns could be eliminated.
Parts were ready more quickly for machining.
Because of the use of steel plate, there was the practi-
cal assurance that machine work would not expose
defects with resultant replacement and delay. This
was important because of the necessity for quick
delivery.
Weights could be figured accurately, allowing close
estimates for material costs.
The amount of metal allowed for machining was re-
duced, simultaneously saving the time necessary for
machining.
Exact scale models could be made and tested under
the same conditions as large units.
Composite construction could be used. This type of
construction involves the welding together of plate
steel and castings or forgings, a combination of mild
Fig. 2-29 A welder performing FCA welding on a bridge. Keep in
steel and alloy steel, or a combination of two alloy mind all the welded joints and thermal cutting that would typically
steels. go into the fabrication and construction of a bridge. McGraw-Hill
Welding was also responsible for the usual saving in Education/Mark A. Dierker, photographer
weight, together with greater strength, and improved
quality, efficiency, and flexibility of design.
the greatest strength and the most uniform stress distri-
Bridges Bridges are constructed wholly or in part by bution. The flow of stress in a riveted joint, however, is
the welding process. For over 50 years, steel bridges, not uniform; it has a number of stress concentrations at
both highway and railroad, have been constructed by this various points. Just the punching of a hole in a plate for
means, and the number of welded-steel bridges is increas- the rivet causes high stress concentrations when the plate
ing, Fig. 2-29. is loaded.
Typical of the weight reduction possible in bridge con- Most rivets are driven hot. A hot rivet always shrinks
struction is a saving of 4212 tons in a bascule span of a upon cooling after being driven. This means that all rivets
highway bridge built in Florida. One hundred tons were tend to shrink lengthwise, thus producing locked-up ten-
eliminated in the counterweights. Fixed and expansion sile stress in the rivet body, even without an external load.
bridge shoes had welded rolled-steel slabs for strength, It also means that the rivet shrinks transversely so that it
reliability, and economy. never quite fills the hole. The holes must be reamed so
Savings in typical steel bridges, resulting from welded that the rivet is not deformed by holes that do not line up.
construction, range up to 20 percent. If these savings This operation adds extra cost to the job.
were extended to the long-range road building program The foundation pilings of many bridges have cutting
that has been initiated by the federal government, enough edges made of welded steel plate. Tower caissons are made
steel could be saved to build a highway girder bridge ap- in sections and, because they are watertight, are floated to
proximately 800 miles long. Cost comparisons of actual the site and filled with concrete. All-welded bridge floors
rivet construction and welded construction have demon- are fairly common. Reinforcing girders; crossbeams; and
strated that there is a 5.5:1 advantage in cost for welding other members have been constructed with a saving of as
construction. much as 50percent in both weight and time.
Although cost and weight are important consider-
ations, the strength of welded steel tips the scale in its Industrial and Commercial BuildingsAll types of
favor. A welded-butt joint is the best type of joint. It has buildings are welded during construction. Welding
Industrial Welding Chapter 2 27
used to prepare gussets and perform field trimming op-
erations. Incidentally, most of the construction equipment
JO B TI P used on the job (such as cranes, bulldozers, and concrete
mixers) is welded.
Career in Welding After the structural steel framework of the building
A career in welding offers numerous oppor- is complete, continued use of welding also speeds up
tunities to advance in the industry. As you gain skill, you the mechanical installations. Pipelines and electrical
can continue to succeed. With thorough experience in the conduits are welded into continuous lengths. Air ducts
field, many welders develop an interest in other related and smoke risers are fabricated to the required shapes
jobs, such as
by welding and cutting. Welded electrical junction and
1. Shop foreman panel boxes are secured to the columns and beams
2. Maintenance engineer by welding. Transformers, switchboards, furnaces,
3. Robot operator ventilating equipment, tanks, grating, railing, and win-
4. Robot technician dow sashes are partially or completely prefabricated.
5. Degreed welding engineer Once located, their installation and connections are
6. Teacher made with the aid of welding. Changes or additions to
7. Shop owner the building or its equipment are greatly aided by this
8. Instructor to industries method.
The construction industry has long felt the need to
solve the problems of creating housing for a mass market.
Some architects have turned to a steel-fabricated welded
has become a major method of making joints in struc- structure as a solution. Such prefabricated housing has the
tures. The fact that there are no holes needed for rivets following advantages:
is an advantage in the design of trusses and plate gird-
The construction method uses factory-produced ma-
ers. Flange angles are not needed in plate girders, and
terials of many kinds that are standard, readily avail-
single plates can be used for stiffeners instead of an-
able, and accurate.
gles. Rigid frame structures are possible, permitting the
bent-rib type of roof construction that gives maximum
headroom, no diagonal cross-bracing members, and no
shadow lines from truss members, Fig. 2-30.
In multiple-story buildings, the rigid frame
permits shallow beam depths that allow lower
story heights.
Welding reduces construction and mainte-
nance costs due to smooth lines of construc-
tion, decreased weight of moving elements
such as cranes, and ease of making alterations
and new additions. First cost is materially
less because of a saving in weight of materi-
als, which may be as much as 10 to 30 per-
cent. Many building units can be fabricated
in the shop under controlled conditions, thus
reducing expensive on-site work. Interiors are
open and unrestricted; there are no columns in
the way.
Excavation is speeded up by the use of dig-
ging equipment with abrasion-resisting teeth,
made economically possible by welding. Pil-
ing sections and reinforcing steel are flame-cut
and welded. Welding replaces riveting in the Fig. 2.30 Industrial building interiors take on an entirely new appear-
shop fabrication and field erection of columns, ance.Arc welded rigid frames replace conventional truss sawtooth framing.
beams, and girder sections. Flame-cutting is Note the absence of columns and the improved headroom. Lincoln Electric
28 Chapter 2 Industrial Welding
of two common areas of service failure in
riveted vessels: leakage and corrosion around
rivets.
The construction and maintenance costs
of both welded tanks and pressure vessels
are also reduced. Less material is used in the
construction of a welded vessel. A riveted
joint develops a strength equal to only 80per-
cent of the tank plate, whereas a welded joint
develops a strength 20 to 30percent greater
than the plate. It is, therefore, possible to re-
duce the plate thickness and still obtain the
same design strength by welding. Some of
Fig. 2-31 Steel home construction saves owners thousands in upkeep, the heavier pressure vessels, 3 to 5 inches in
insurance, and energy costs. Heritage Building Systems thickness, cannot be fabricated in any other
way because it is impossible to rivet plates
of this thickness with any degree of success. In addi-
A large part of the construction can be shop-fabricated tion, there is further saving because it is unnecessary to
under controlled conditions and mass produced, thus punch the plates and caulk the seams of a welded joint.
requiring less site labor. Maintenance costs of welded tanks are practically neg-
Site erection is fast, thus providing for an overall ligible, and the joints are permanently tight, Figs. 2-34
reduction in cost. Steel home construction, Fig.2-31, and 2-35.
is also enjoying increased popularity. One of the leading pressure vessel manufacturers
Construction materials weigh less, are stronger, and points to the following seven factors in support of welded
lend themselves to acoustical treatment more easily construction.
than standard materials. Elimination of thickness limit of about 2 inches for
Prefabricated modules provide flexibility of design successful riveting, and elimination of leakage at high
and floor plan arrangements. pressure
A higher factor of earthquake, flood, and wind Elimination of thickness limit for forge and hammer
resistance is possible. welding, which was about 2 inches
Tank and Pressure Vessel
Construction
The growth of cities and towns has increased both the
number and the size of tanks needed for the storage
of water, oil, natural gas, and propane. The increase
in the number of automobiles, trucks, and aircraft has
increased the need for storage facilities for petroleum
products. In addition, our space and missile programs
have created the need for the storage of oxygen, nitro-
gen, and hydrogen in large quantities. The fertilizer
industry requires volume storage facilities for ammo-
nia. The basic materials for many industries, supplying
such diverse products as tires, fabrics, soap, and food
products, are stored in pressure vessels. Tanks and ves-
sels of all types have become one of the principal ap-
plications of welding.
Welding replaced riveting in the fabrication
of pressure vessels approximately 65 years ago, Fig. 2.32 Riveted construction formerly used in constructing
Figs. 2-32 and 2-33. This improved the service per- pressure vessels. Each rivet was a point of breakdown. Compare with
formance of a pressure vessel through the elimination todays all-welded vessel shown in Fig. 2-33.
Industrial Welding Chapter 2 29
Elimination of caustic embrittlement in riveted boiler
drums
Economy in weight through higher joint efficiency
and elimination of butt-straps and rivets
A reduction in size to meet the same service
requirements
Greater flexibility of design, permitting uniform, or at
least gradual, stress distribution
Elimination of all fabricating stresses in the completed
vessel by heat treatment
To these achievements of welding in the fabrication
of pressure vessels might be added increased speed of
fabrication (Fig. 2-36), reduction of corrosion for lon-
ger life, and smooth interiors of c hemical and food ves-
sels for sanitation (Fig. 2-37). By eliminating the size
Fig. 2-33 This steam generator plant has a capacity of
127,000 pounds and contains more than 9 miles of tubing. The plant
produces steam from controlled nuclear fission. Nooter Corp.
Fig. 2-34 A water tank constructed of plate 1 inches thick, which is Fig. 2-36 An oil refinery sphere being
240feet in diameter and has a capacity of 11 million gallons of water. constructed in the field indicates the mobil-
Nooter Corp. ity and flexibility of the welding process.
Nooter Corp.
Fig. 2-35 Worlds largest titanium tower10 feet in diameter. A c onsiderable Fig. 2-37 Automatic gas-shielded metal arc
amount of gas metal arc welding is used on this type of work. welding of brewery vessels. Hobart Brothers, Co.
30 Chapter 2 Industrial Welding
limit on pressure vessels, welding made a di- Fig. 2-40 Gear-
rect contribution to our productive capacity and reducing unit. All parts
technology. were flame-cut, and
unit includes all types of
joints and welds.
Miscellaneous Applications General Electric Company
A few miscellaneous applications are illustrated
in Figs. 2-38 through 2-42 so that the student may
appreciate the flexibility of the welding process.
Fig. 2-41 All of the
fabrications shown in
this chapter used gas
and arc cutting as a
fabricating tool. Shown
here is a multiple-torch
application, burning
natural gas and oxygen,
which is cutting out parts
that will later become
part of a weldment.
Praxair, Inc.
Fig. 2-38 All-welded fabricated gear. The
parts of the gear were flame-cut. Lincoln
Electric
Fig. 2-42 Turbine blades being inspected and ad-
justed. These types of devices travel at very high velocities
and at extreme temperatures. Welding plays an important
role in the fabrication of the turbine blades and housings.
Fig. 2-39 Constructing a minute-man missile base. Welding and cutting are Issues with dissimilar metals and superalloys must be
used extensively. Lincoln Electric considered. Howden Buffalo Inc.
Industrial Welding Chapter 2 31
CHAPTER 2 REVIEW
Multiple Choice 8. It is now possible to construct submarine hulls with a
Choose the letter of the correct answer. seam efficiency percentage of_____. (Obj.2-2)
a. 30
1. The two major functions of welding in industry
b. 100
are_____. (Obj. 2-1)
c. 80
a. Tool and die
d. 90
b. Fabrication; maintenance and repair
c. Stocks and trades 9. For over _____ years, steel bridges, both highway
d. Steel and aluminum and railroad, have been of welded construction.
(Obj. 2-2)
2. Which of the following industries have found weld-
a. 30
ing to be an advantage? (Obj. 2-2)
b. 50
a. Aircraft
c. 75
b. Piping
d. 100
c. Railroad equipment
d. All of these 10. The growth of cities and towns has increased both
the number and the size of welded tanks needed
3. The manufacturer of which of the construction
for_____. (Obj. 2-2)
machinery has not met the challenge with welded
a. Water storage
equipment? (Obj. 2-2)
b. Oil
a. Pullers
c. Gas
b. Scrapers
d. All of these
c. Rollers
d. Electrodes 11. Welding fabrication has grown rapidly because
of_____. (Obj. 2-3)
4. Welded household equipment fabrication permits
a. Design and flexibility
the use of_____. (Obj. 2-2)
b. Low cost
a. Stainless steel
c. Special production needs
b. Aluminum
d. Speed and economy
c. Magnesium
d. All of these 12. Which of the following were not principal materials
to be found on the first airplanes? (Obj. 2-3)
5. Using jigs and fixtures results in cost saving
a. Wood
of_____ percent to industry. (Obj. 2-2)
b. Fabric
a. 75
c. Wire
b. 35
d. None of these
c. 50
d. 85 13. Aircraft welding was first tried and used in warcraft
production in_____. (Obj. 2-3)
6. For the manufacture of machine tools, what
a. 1903
advantage(s) does steel have over cast iron?
b. 1911
(Obj.2-2)
c. 1927
a. Steel is two to three times stiffer
d. 1932
b. Steel has four times the resistance to fatigue
c. Steel is three to six times stronger in tension 14. What country first introduced warcraft production?
d. All of these (Obj. 2-3)
a. United States
7. Advantages of welded fabrication include_____.
b. Great Britain
(Obj. 2-2)
c. Germany
a. A pleasing appearance
d. France
b. A workable product
c. A ridged product
d. Elimination of porosity
32 Chapter 2 Industrial Welding
15. Welding processes for the manufacture of passenger Review Questions
cars were first introduced during_____. (Obj2-3) Write the answers in your own words.
a. World War I
21. List the advantages of welding as a means of
b. The Great Depression
fabrication. (Obj. 2-1)
c. World War II
d. None of these 22. List the advantages of welding when used for main-
tenance and repair. (Obj. 2-1)
16. Railroad cars have a capacity up to _____ tons.
(Obj. 2-3) 23. Steel has several advantages for construction. Name
a. 50 them. (Obj. 2-2)
b. 70 24. What are some of the advantages of welding in
c. 100 pressure and overland piping? (Obj. 2-2)
d. 120 25. List some of the advantages of welded construction
17. Navy standard specifications for welding work, when applied to pressure vessels. (Obj. 2-2)
which cover all welding done for the Bureau of 26. List at least five advantages that can be gained in
Ships, are concerned with which of the following the application of welding to building construction.
structures? (Obj. 2-3) (Obj. 2-2)
a. Bulkheads 27. Do bridges commonly have all-welded construc-
b. Pipelines tion? (Obj. 2-2)
c. Rudder crossheads 28. What features of welded construction make it
d. All of these resistant to earthquakes, floods, and high winds?
18. The cost of rolled steel over a casting is _____. (Obj. 2-2)
(Obj. 2-4) 29. Is welding limited in its application to piping and
a. pressure vessels because the process is not depend-
b. able at high pressures and temperatures? Explain
c. to your answer. (Obj. 2-3)
d. to
30. List some of the types of watercraft that are fabri-
19. By replacing riveting in shipbuilding, welding cated by welding. (Obj. 2-3)
uses_____ percent less steel. (Obj. 2-5)
31. How has welding in bridge construction progressed
a. 18
in recent years? (Obj. 2-3)
b. 25
c. 50 32. List at least 10 products used by the military that
d. 65 are manufactured wholly or in part by welding.
(Obj. 2-3)
20. Welding replaced riveting in the fabrication of pres-
sure vessels about _____years ago. (Obj. 2-5) 33. How is welding used by the railroads? (Obj. 2-4)
a. 40 34. Identify three weaknesses of rivet construction.
b. 50 (Obj. 2-5)
c. 55 35. Can a tank with a wall thickness of over 3 inches be
d. 70 riveted? Can it be welded? (Obj. 2-5)
INTERNET ACTIVITIES
Internet Activity A
Suppose you wanted to find some information on steel home construction. How
would you find it on the Internet? What search engine would you use? What would
be your key word(s)?
Internet Activity B
Using your favorite search engine, use welding as your key word. Choose a topic
of interest to you from the results of the search. Then write a brief report about it.
Share it with other people in your class.
Industrial Welding Chapter 2 33
You might also like
- Weld Discontinuities As Indicated On Radio-Graphic Film.: Fig. 28-39A-FDocument8 pagesWeld Discontinuities As Indicated On Radio-Graphic Film.: Fig. 28-39A-FWilly UioNo ratings yet
- Mance Qualification Tests. They Are Given To Find Out: 900 Chapter 28 Joint Design, Testing, and InspectionDocument9 pagesMance Qualification Tests. They Are Given To Find Out: 900 Chapter 28 Joint Design, Testing, and InspectionWilly UioNo ratings yet
- Mance Qualification Tests. They Are Given To Find Out: 900 Chapter 28 Joint Design, Testing, and InspectionDocument9 pagesMance Qualification Tests. They Are Given To Find Out: 900 Chapter 28 Joint Design, Testing, and InspectionWilly UioNo ratings yet
- Fig. 26-54 Fig. 26-55: 26 General Equipment For Welding ShopsDocument7 pagesFig. 26-54 Fig. 26-55: 26 General Equipment For Welding ShopsWilly UioNo ratings yet
- © ITW Jetline - Cyclomatic: Weld ElevatorDocument8 pages© ITW Jetline - Cyclomatic: Weld ElevatorWilly UioNo ratings yet
- Joint Design, Testing, and Inspection: Chapter ObjectivesDocument9 pagesJoint Design, Testing, and Inspection: Chapter ObjectivesWilly UioNo ratings yet
- Dual Robot Work Cell. Note The Robots Are Mounted Overhead For Easier Access To Welding JointsDocument7 pagesDual Robot Work Cell. Note The Robots Are Mounted Overhead For Easier Access To Welding JointsWilly UioNo ratings yet
- Power Punch: © Renee BohnartDocument7 pagesPower Punch: © Renee BohnartWilly UioNo ratings yet
- Common Sensors and Units of Measure: Table 27-2Document7 pagesCommon Sensors and Units of Measure: Table 27-2Willy UioNo ratings yet
- Automatic and Robotic Arc Welding Equipment: Chapter ObjectivesDocument7 pagesAutomatic and Robotic Arc Welding Equipment: Chapter ObjectivesWilly UioNo ratings yet
- Power Punch: © Renee BohnartDocument7 pagesPower Punch: © Renee BohnartWilly UioNo ratings yet
- Assortment of Hydraulic Tools Available To The Welder.: Power Press BrakesDocument8 pagesAssortment of Hydraulic Tools Available To The Welder.: Power Press BrakesWilly UioNo ratings yet
- © Plumbers and Pipefitters Union, Alton, ILDocument8 pages© Plumbers and Pipefitters Union, Alton, ILWilly UioNo ratings yet
- General Equipment For Welding Shops: Chapter ObjectivesDocument8 pagesGeneral Equipment For Welding Shops: Chapter ObjectivesWilly UioNo ratings yet
- Assortment of Hydraulic Tools Available To The Welder.: Power Press BrakesDocument8 pagesAssortment of Hydraulic Tools Available To The Welder.: Power Press BrakesWilly UioNo ratings yet
- Wel 23 CDocument8 pagesWel 23 CWilly UioNo ratings yet
- © ITW Jetline - Cyclomatic: Weld ElevatorDocument8 pages© ITW Jetline - Cyclomatic: Weld ElevatorWilly UioNo ratings yet
- Laser Assisted Arc Welding: Shop TalkDocument8 pagesLaser Assisted Arc Welding: Shop TalkWilly UioNo ratings yet
- Table 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxDocument8 pagesTable 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxWilly UioNo ratings yet
- High Energy Beams and Related Welding and Cutting Process PrinciplesDocument8 pagesHigh Energy Beams and Related Welding and Cutting Process PrinciplesWilly UioNo ratings yet
- © Plumbers and Pipefitters Union, Alton, ILDocument8 pages© Plumbers and Pipefitters Union, Alton, ILWilly UioNo ratings yet
- Laser Assisted Arc Welding: Shop TalkDocument8 pagesLaser Assisted Arc Welding: Shop TalkWilly UioNo ratings yet
- Inspection and Testing: © Plumbers and Pipefitters Union, Alton, ILDocument8 pagesInspection and Testing: © Plumbers and Pipefitters Union, Alton, ILWilly UioNo ratings yet
- Table 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxDocument8 pagesTable 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxWilly UioNo ratings yet
- Gas Metal Arc Welding Practice:: Jobs 24-J1-J15 (Pipe)Document9 pagesGas Metal Arc Welding Practice:: Jobs 24-J1-J15 (Pipe)Willy UioNo ratings yet
- Wel 23 ADocument8 pagesWel 23 AWilly UioNo ratings yet
- Wel 23 eDocument7 pagesWel 23 eWilly UioNo ratings yet
- Wel 22 FDocument7 pagesWel 22 FWilly UioNo ratings yet
- Wel 23 BDocument8 pagesWel 23 BWilly UioNo ratings yet
- Wel 22 eDocument7 pagesWel 22 eWilly UioNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Installation and Servicing Instructions: Gas Fired Condensing Wall Hung Combination BoilersDocument64 pagesInstallation and Servicing Instructions: Gas Fired Condensing Wall Hung Combination BoilersCelebrul DanNo ratings yet
- Wilden PumpDocument23 pagesWilden Pumpsunchit1986No ratings yet
- Geometrical Figures and Mechanical Properties QuizDocument13 pagesGeometrical Figures and Mechanical Properties QuizEng Zeeshan TariqNo ratings yet
- City Walk ReportDocument21 pagesCity Walk ReportSekh SamimNo ratings yet
- Cooling Tower Specs - Cti Certified Cross FlowDocument2 pagesCooling Tower Specs - Cti Certified Cross FlowShahab Z AhmedNo ratings yet
- Cementing MechanicsDocument2 pagesCementing MechanicszapspazNo ratings yet
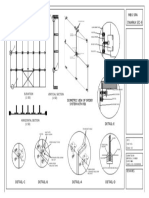
- Section A-A: Karnaphuli Water Supply Project - Phase 2 (Kwsp2) Drainage Plan & DetailsDocument1 pageSection A-A: Karnaphuli Water Supply Project - Phase 2 (Kwsp2) Drainage Plan & DetailsgawtomNo ratings yet
- St. Clair College Diploma in Construction Engineering TechnicianDocument3 pagesSt. Clair College Diploma in Construction Engineering TechnicianKhushwant Competitive Careers Pvt Ltd100% (1)
- Trusses: A) Plane TrussDocument44 pagesTrusses: A) Plane Trusslahsen bouhamidiNo ratings yet
- ArchitecturalDocument1 pageArchitecturalAr. Via Yu BasaNo ratings yet
- Aisc TearoutsDocument11 pagesAisc Tearoutsclam2014No ratings yet
- Engineering Materials by RK RajputDocument528 pagesEngineering Materials by RK Rajputmv599766No ratings yet
- Suzuki genuine parts price listDocument581 pagesSuzuki genuine parts price listmartial20No ratings yet
- Lead Screw Lead Screw: Lead Screws - Overview Lead Screw Specifications / Technical CalculationsDocument1 pageLead Screw Lead Screw: Lead Screws - Overview Lead Screw Specifications / Technical CalculationsMyint Myat NaingNo ratings yet
- ROTAREX Przeglad ProduktowDocument2 pagesROTAREX Przeglad ProduktowAnonymous ffje1rpaNo ratings yet
- UCSanDiegoBEPTemplate v1.1 CompleteSampleDocument26 pagesUCSanDiegoBEPTemplate v1.1 CompleteSampleMarvvvNo ratings yet
- UAE TESTING BODIESDocument67 pagesUAE TESTING BODIESMahmoud ElomdaNo ratings yet
- Compact Solenoid Valve - General Purpose: Threaded Port 1/8"-1/4" NPT and Sub-BaseDocument4 pagesCompact Solenoid Valve - General Purpose: Threaded Port 1/8"-1/4" NPT and Sub-BasekicsnerNo ratings yet
- Fly Ash UtilizationDocument6 pagesFly Ash Utilizationbhoj raj singalNo ratings yet
- MRT Works General Specification Halaman 54 103 PDFDocument50 pagesMRT Works General Specification Halaman 54 103 PDFWulanNo ratings yet
- Woodland Classrooms, Belvue School, Northolt, West LondonDocument8 pagesWoodland Classrooms, Belvue School, Northolt, West LondonJayant NegiNo ratings yet
- Saes P 107Document18 pagesSaes P 107bilal hussain qureshiNo ratings yet
- Mercer Valve 1400 Series BrochureDocument8 pagesMercer Valve 1400 Series BrochureAnonymous 7GuboLxjQNo ratings yet
- AHP Balubaid, Rami Alamoudi 2015Document9 pagesAHP Balubaid, Rami Alamoudi 2015ChristinaTriAstutiPauNo ratings yet
- VXC Evaporative CondenserDocument22 pagesVXC Evaporative CondenserSenthil Murugesan100% (2)
- Stock-Material-and-Febricated-Material SOR-2016-17Document35 pagesStock-Material-and-Febricated-Material SOR-2016-17souvikbesu89No ratings yet
- Harga Satuan 2023Document12 pagesHarga Satuan 2023Ratih MelatiNo ratings yet
- Pearl Academy Jaipur Adapts Traditional ArchitectureDocument4 pagesPearl Academy Jaipur Adapts Traditional ArchitectureDivakar AgarwalNo ratings yet
- Soil Investigation Report: Item Page NoDocument6 pagesSoil Investigation Report: Item Page NoWai LinnNo ratings yet
- Mbs Spa: Isometric View of Spider System With RibDocument1 pageMbs Spa: Isometric View of Spider System With RibSuman Kumari100% (5)