You might also like
- Chapter Four Control Charts For Variables-I: Implementing SPC in A Quality Improvement ProgramDocument10 pagesChapter Four Control Charts For Variables-I: Implementing SPC in A Quality Improvement ProgramComputer Maintainance Hardware and softwareNo ratings yet
- Statistical Process ControlDocument42 pagesStatistical Process ControlErick Bok Cang YeongNo ratings yet
- Statistical Quality Control: Simple Applications of Statistics in TQMDocument57 pagesStatistical Quality Control: Simple Applications of Statistics in TQMHarpreet Singh PanesarNo ratings yet
- 06control Chart 1Document37 pages06control Chart 1abishank09100% (1)
- Control ChartsDocument7 pagesControl ChartsAkansha SrivastavaNo ratings yet
- Rocess Ontrol Tatistical: C C I P P S E EDocument71 pagesRocess Ontrol Tatistical: C C I P P S E EalwaleedrNo ratings yet
- Metrology Control ChartsDocument14 pagesMetrology Control ChartsRaghu KrishnanNo ratings yet
- Statistical Quality ControlDocument3 pagesStatistical Quality ControlHunson Abadeer100% (1)
- Statistical Quality ControlDocument13 pagesStatistical Quality ControlsekelanilunguNo ratings yet
- Statistical Quality ControlDocument24 pagesStatistical Quality ControlSameer Sam PahwaNo ratings yet
- 06control Chart 1Document37 pages06control Chart 1Ashok SubramaniamNo ratings yet
- Statistical Quality ControlDocument18 pagesStatistical Quality ControluzaimyNo ratings yet
- Manajemen Kualitas - Process ControlDocument4 pagesManajemen Kualitas - Process ControlAli PahlevyNo ratings yet
- Operations Management: Processes and Supply ChainsDocument82 pagesOperations Management: Processes and Supply ChainsMustafa MangalNo ratings yet
- Using Cumulative Count of Conforming CCC-Chart To Study The Expansion of The CementDocument10 pagesUsing Cumulative Count of Conforming CCC-Chart To Study The Expansion of The CementIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- Statistic ProcessDocument39 pagesStatistic ProcessxredjokerxNo ratings yet
- Six Sigma BooK Part2Document83 pagesSix Sigma BooK Part2foofoolNo ratings yet
- Statistical QCDocument57 pagesStatistical QCJigar NagvadiaNo ratings yet
- Six Sigma Capability MeasuresDocument6 pagesSix Sigma Capability MeasuresCarlos PlasenciaNo ratings yet
- SQC (Chapter 2)Document59 pagesSQC (Chapter 2)Yitages kefelewNo ratings yet
- Statistical Quality Control (S.Q.C.) Presented By-: Nikhil Garg ROLL NO-0129626Document38 pagesStatistical Quality Control (S.Q.C.) Presented By-: Nikhil Garg ROLL NO-0129626jolaakNo ratings yet
- Which Control Charts To Use WhereDocument115 pagesWhich Control Charts To Use Whereanbarasuar1964No ratings yet
- R QCC PackageDocument7 pagesR QCC Packagegkk82No ratings yet
- Control Chart TheoryDocument6 pagesControl Chart TheoryJorge BurgueteNo ratings yet
- 4.statistical Process ContorlDocument47 pages4.statistical Process ContorlMinhajul Haque SarkarNo ratings yet
- Quality Metrics DraftDocument19 pagesQuality Metrics DraftAl RammohanNo ratings yet
- Chapter 2 of One - Theory of Control ChartDocument36 pagesChapter 2 of One - Theory of Control ChartAmsalu SeteyNo ratings yet
- Final Notes On SQCDocument12 pagesFinal Notes On SQCShashank Srivastava100% (1)
- Chapter 6 - Group 5Document96 pagesChapter 6 - Group 5Hà TrangNo ratings yet
- Advanced Tecniques SPCDocument71 pagesAdvanced Tecniques SPCIvan Bolivar Barraza100% (1)
- Statistical Quality Control PDFDocument82 pagesStatistical Quality Control PDFInshal KhanNo ratings yet
- Quality ManagementDocument10 pagesQuality ManagementTifarie Luesas33% (3)
- SQCDocument36 pagesSQCMandeep SinghNo ratings yet
- Statistical Quality ControlDocument82 pagesStatistical Quality ControlShahmirBalochNo ratings yet
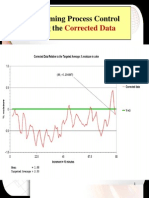
- Performing Process Control Using The: Corrected DataDocument40 pagesPerforming Process Control Using The: Corrected DataMauricio RfNo ratings yet
- Introduction SPCDocument28 pagesIntroduction SPCmixarimNo ratings yet
- Statistical Quality Control 2Document34 pagesStatistical Quality Control 2Tech_MXNo ratings yet
- MHS 06. Statistical Process Control-KWODocument55 pagesMHS 06. Statistical Process Control-KWOKevin SinagaNo ratings yet
- Continual Improvement For Auto IndustryDocument15 pagesContinual Improvement For Auto IndustryPinnacle qualityNo ratings yet
- Attribute Control ChartDocument26 pagesAttribute Control ChartRohit JanardananNo ratings yet
- Technical Note 8: Process Capability and Statistical Quality ControlDocument46 pagesTechnical Note 8: Process Capability and Statistical Quality ControlVipin NairNo ratings yet
- SQC (Chapter 2 NP)Document64 pagesSQC (Chapter 2 NP)Yitages kefelewNo ratings yet
- X-Bar and S Charts: NCSS Statistical SoftwareDocument26 pagesX-Bar and S Charts: NCSS Statistical Softwareanon_123371106100% (1)
- TQM Unit 3Document26 pagesTQM Unit 3Anurag KushwahaNo ratings yet
- Statistical Quality Control: By: Vilas PathakDocument45 pagesStatistical Quality Control: By: Vilas Pathakgazala100% (2)
- SQCR Practical File - Yash Verma 40515611117 F13 MEDocument21 pagesSQCR Practical File - Yash Verma 40515611117 F13 MEIsh ShilpNo ratings yet
- Quality - Voice of Customer and Voice of Process: RequirementsDocument8 pagesQuality - Voice of Customer and Voice of Process: RequirementsMd. Shad AnwarNo ratings yet
- 7 QC Tools: Check-Sheet Cause and Effect Pareto Histogram Control Chart Scatter Plot StratificationDocument55 pages7 QC Tools: Check-Sheet Cause and Effect Pareto Histogram Control Chart Scatter Plot StratificationNilesh RathoreNo ratings yet
- 16 Chapter 10Document16 pages16 Chapter 10Harshi AggarwalNo ratings yet
- Control ChartDocument25 pagesControl ChartSURYAPRAKASH GNo ratings yet
- Gsoe9810 Week 9Document30 pagesGsoe9810 Week 9Handy PratamaNo ratings yet
- Statistics For Business and Economics: Bab 20Document43 pagesStatistics For Business and Economics: Bab 20balo100% (1)
- Statistical Process Control: Using Control Charts To Monitor "Quality"Document26 pagesStatistical Process Control: Using Control Charts To Monitor "Quality"Ajay SharmaNo ratings yet
- Integer Optimization and its Computation in Emergency ManagementFrom EverandInteger Optimization and its Computation in Emergency ManagementNo ratings yet
- Civ324 HW1Document1 pageCiv324 HW1ALIKNFNo ratings yet
- Civ324 HW3Document1 pageCiv324 HW3ALIKNFNo ratings yet
- CH 11 Compressiblity NewDocument72 pagesCH 11 Compressiblity NewALIKNFNo ratings yet
- CH 9 Insitu StressesDocument33 pagesCH 9 Insitu StressesALIKNFNo ratings yet
- CH 4 ClassificationDocument25 pagesCH 4 ClassificationALIKNFNo ratings yet
- CH 8 SeepageDocument30 pagesCH 8 SeepageALIKNFNo ratings yet
- CIV324 - Geotechnical EngineeringDocument5 pagesCIV324 - Geotechnical EngineeringALIKNFNo ratings yet
- Fig. 1 The Process Yield HistogramDocument10 pagesFig. 1 The Process Yield HistogramALIKNFNo ratings yet
- Ch-10-Stresses in A Soil MassDocument62 pagesCh-10-Stresses in A Soil MassALIKNFNo ratings yet
- In6331outl 2017W PDFDocument2 pagesIn6331outl 2017W PDFALIKNFNo ratings yet
- Assignment 8 6331 PDFDocument11 pagesAssignment 8 6331 PDFALIKNFNo ratings yet
- CH 2 MineralogyDocument36 pagesCH 2 MineralogyALIKNFNo ratings yet
- Assignment 7 6331 PDFDocument11 pagesAssignment 7 6331 PDFALIKNFNo ratings yet
- Acceptance Sampling by Variables: LSL X Z K ZDocument16 pagesAcceptance Sampling by Variables: LSL X Z K ZALIKNFNo ratings yet
- Assignment 1 6331Document4 pagesAssignment 1 6331ALIKNFNo ratings yet
- Assignment 6 6331 PDFDocument5 pagesAssignment 6 6331 PDFALIKNFNo ratings yet
- Lec 4Document13 pagesLec 4ALIKNFNo ratings yet
- Five Core Theories OD Practitioner: Action ResearchDocument3 pagesFive Core Theories OD Practitioner: Action ResearchazbycwNo ratings yet
- Elite TheoryDocument6 pagesElite TheoryDenis Alibor MajhenNo ratings yet
- Traducere Din Română În EnglezăDocument3 pagesTraducere Din Română În EnglezăbabiimirelaNo ratings yet
- Experiment Number 4 Uniform Accelerated Motion IIDocument4 pagesExperiment Number 4 Uniform Accelerated Motion IIjhoana melendrezNo ratings yet
- Call For Papers IVSA 2013 Conference The Public ImageDocument21 pagesCall For Papers IVSA 2013 Conference The Public ImageElspeth Van VeerenNo ratings yet
- 2017 - An-Overview-of-Evaluations-Using-Augmented-Reality-for-Assembly-Training-TasksDocument7 pages2017 - An-Overview-of-Evaluations-Using-Augmented-Reality-for-Assembly-Training-TasksCarlwin DayagdagNo ratings yet
- PR 2 Quantitative Research 2Document58 pagesPR 2 Quantitative Research 2Klarenz SinlaoNo ratings yet
- Chapter 1Document4 pagesChapter 1Steffany RoqueNo ratings yet
- A Practical Research 1 q2 m7 Teacher Copy Final Layout-1Document20 pagesA Practical Research 1 q2 m7 Teacher Copy Final Layout-1Jacelmae Canda BelarminoNo ratings yet
- POM - 2 MarksDocument30 pagesPOM - 2 MarksAnonymous XZNrVSNo ratings yet
- Jurisprudence Final DraftDocument18 pagesJurisprudence Final Draftdiksha singhNo ratings yet
- PSYC 221 - Assignment 2-2 AnswersDocument4 pagesPSYC 221 - Assignment 2-2 AnswersShruti ShrivastavaNo ratings yet
- RESEARCH Reviwer 1stqDocument8 pagesRESEARCH Reviwer 1stqspalmaNo ratings yet
- Music Education Research:an Introduction(《音乐教育研究导论》)Document546 pagesMusic Education Research:an Introduction(《音乐教育研究导论》)烁No ratings yet
- To Know Us, Study Our Arguments: Judaism's Great DebatesDocument12 pagesTo Know Us, Study Our Arguments: Judaism's Great DebatesEdmond H WeissNo ratings yet
- Writing An Effective IntroductionDocument2 pagesWriting An Effective Introductionapi-238242808No ratings yet
- DS XPR-S Comparators enDocument2 pagesDS XPR-S Comparators enFarida NurNo ratings yet
- Clinical Evaluation Format and HEALTH TALK BSC JIMSHDocument3 pagesClinical Evaluation Format and HEALTH TALK BSC JIMSHKiran Mini RaviNo ratings yet
- Taklimat Olimpiad 12042018Document51 pagesTaklimat Olimpiad 12042018wanaimran100% (1)
- Little Albert ExperimentDocument2 pagesLittle Albert ExperimentAlejandra GonzalezNo ratings yet
- Moraña, The Cultural Studies Turn (Navarro) PDFDocument16 pagesMoraña, The Cultural Studies Turn (Navarro) PDFBárbara B BárbaraNo ratings yet
- Visualização CartograficaDocument12 pagesVisualização CartograficaAbraão MascarenhasNo ratings yet
- Expert System For D&B Tunnel Construction: January 2007Document7 pagesExpert System For D&B Tunnel Construction: January 2007jawad khanNo ratings yet
- Disciplines and Ideas in The Social SciencesDocument2 pagesDisciplines and Ideas in The Social SciencesJesus Velasco100% (2)
- Helmreich, Science - Art - Culture - Through - Oceanic - Lens PDFDocument19 pagesHelmreich, Science - Art - Culture - Through - Oceanic - Lens PDFglitterglyptodonNo ratings yet
- Research Problem, Introduction, Review of Literature, References and AppendicesDocument57 pagesResearch Problem, Introduction, Review of Literature, References and AppendicesBrix Lander C. CastroNo ratings yet
- Anti-Philosophy and Its Manifest. Antonio Palomo-Lamarca 17Document4 pagesAnti-Philosophy and Its Manifest. Antonio Palomo-Lamarca 17Daniel RicoNo ratings yet
- Citizen Science Guide: IscapeDocument28 pagesCitizen Science Guide: IscapeBenito Perez GaldosNo ratings yet
- Assignment 1Document12 pagesAssignment 1Fun Toosh345No ratings yet
- Christopher West: ExperienceDocument1 pageChristopher West: ExperienceChristopher WestNo ratings yet