You might also like
- TimePrep Guide For The CFA ExamDocument101 pagesTimePrep Guide For The CFA ExamCris Cris100% (8)
- The Ebay Survival Guide - How To Make Money and Avoid Losing Your ShirtDocument290 pagesThe Ebay Survival Guide - How To Make Money and Avoid Losing Your ShirtAbhiraj DamodareNo ratings yet
- 7 Quality Control ToolsDocument41 pages7 Quality Control Toolsmanishxlri100% (3)
- Fmea Chart 70kb PDFDocument1 pageFmea Chart 70kb PDFmike gamerNo ratings yet
- Microsoft Word Power Shell User GuideDocument220 pagesMicrosoft Word Power Shell User GuideLeandro Simonato GozaloNo ratings yet
- Usermanual Amiko HD8200-8300-8820 Common EN v120203 Web PDFDocument46 pagesUsermanual Amiko HD8200-8300-8820 Common EN v120203 Web PDFPredrag Zivkovic100% (1)
- An Introduction To ISO/TS 16949:2002: by George TaoDocument91 pagesAn Introduction To ISO/TS 16949:2002: by George Taogerald904640No ratings yet
- 1 S, 2 S & 3 S Audit Check Sheet For Miscellaneous ZonesDocument10 pages1 S, 2 S & 3 S Audit Check Sheet For Miscellaneous ZonesgcldesignNo ratings yet
- Economincs of Power Generation and Tarifff CalculationsDocument15 pagesEconomincs of Power Generation and Tarifff Calculationsmanishxlri100% (1)
- Studio Monitors Gear Guide 2013Document24 pagesStudio Monitors Gear Guide 2013Artist Recording100% (2)
- RoHS BrasileiraDocument39 pagesRoHS BrasileiraLuis ReisNo ratings yet
- Control Plan For Lighting ProductDocument6 pagesControl Plan For Lighting ProductpapplionNo ratings yet
- Power Factor CalculationDocument13 pagesPower Factor CalculationkingslyNo ratings yet
- Different Types of Time in ManufacturingDocument15 pagesDifferent Types of Time in ManufacturingkazuNo ratings yet
- Question Bank List For PMPDocument2 pagesQuestion Bank List For PMPmanishxlriNo ratings yet
- Quality Pdi Complaint RegisterDocument28 pagesQuality Pdi Complaint Registerdada kolekarNo ratings yet
- Welcome - Day 3: Failure Mode and Effects AnalysisDocument48 pagesWelcome - Day 3: Failure Mode and Effects AnalysisSanjeev SharmaNo ratings yet
- BoilerDocument23 pagesBoileronspsnons123100% (1)
- Annex Building SPINKLER & FAS TECH SPEC PDFDocument21 pagesAnnex Building SPINKLER & FAS TECH SPEC PDFmanishxlriNo ratings yet
- 5s Training Slides 138Document60 pages5s Training Slides 138Farrukh AhmedNo ratings yet
- Boiler Efficiency CalculationsDocument8 pagesBoiler Efficiency CalculationsmanishxlriNo ratings yet
- Agile Essentials You Always Wanted To Know: Self Learning ManagementFrom EverandAgile Essentials You Always Wanted To Know: Self Learning ManagementNo ratings yet
- Megaworld Global Estate Inc. 18 Jan 2013Document48 pagesMegaworld Global Estate Inc. 18 Jan 2013vishvendan100% (1)
- RPH Excel v3.0 - Part 1Document1,380 pagesRPH Excel v3.0 - Part 1Hazimah AbdullahNo ratings yet
- Quality Circle Forum of India: Problem Solving TechniquesDocument121 pagesQuality Circle Forum of India: Problem Solving TechniquesSamNo ratings yet
- Poka Yoke ExamplesDocument7 pagesPoka Yoke ExamplesAkshay ZutshiNo ratings yet
- Incident Management DashboardDocument3 pagesIncident Management DashboardTOPdeskNo ratings yet
- Accident Causation: Protect The Force Through Risk ManagementDocument34 pagesAccident Causation: Protect The Force Through Risk ManagementAli MohdNo ratings yet
- AQLDocument18 pagesAQLmajdanekNo ratings yet
- Review On Forging Defects in Brass ComponentsDocument7 pagesReview On Forging Defects in Brass ComponentsIJRASETPublicationsNo ratings yet
- Repeatability and Reproducibility StudyDocument4 pagesRepeatability and Reproducibility Studysivaseeni100% (1)
- Manufacturing Process AssignmentDocument9 pagesManufacturing Process AssignmentSaad Ur Rehman0% (1)
- Defect Matrix AutosavedDocument23 pagesDefect Matrix AutosavedVikas KashyapNo ratings yet
- 2-Prod Kpi 2015Document12 pages2-Prod Kpi 2015Anonymous xXrCcFJS79No ratings yet
- Gemba Research Kaizen Newspaper Sample 2003Document1 pageGemba Research Kaizen Newspaper Sample 2003Julio Armando Fabaz100% (1)
- Needs and Expectations RegisterDocument6 pagesNeeds and Expectations RegisterrrharshaNo ratings yet
- Chap15 Statistical Quality ControlDocument111 pagesChap15 Statistical Quality Controljohn brownNo ratings yet
- Promblem Solving Combined March 2017 AnelleDocument25 pagesPromblem Solving Combined March 2017 AnelleSravan DasariNo ratings yet
- One Point Lesson: Deffective Water Flow MeterDocument7 pagesOne Point Lesson: Deffective Water Flow MeterMark Anthony CentenoNo ratings yet
- Seminar Presentation DelegatesDocument77 pagesSeminar Presentation DelegatesVishnupriya Nikhil100% (1)
- Steps Towards Understanding The Human ErrorsDocument11 pagesSteps Towards Understanding The Human ErrorsRajasekaran MuruganNo ratings yet
- NSA Audit ReportDocument6 pagesNSA Audit ReportNaveen GuptaNo ratings yet
- Working at Height: The Good Old DaysDocument13 pagesWorking at Height: The Good Old DaysrajeshNo ratings yet
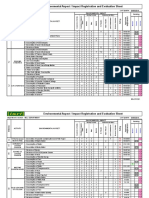
- Environmental Aspect / Impact Registration and Evaluation SheetDocument3 pagesEnvironmental Aspect / Impact Registration and Evaluation SheetrewrtegamingNo ratings yet
- 173 Funtions of ExcelDocument202 pages173 Funtions of Excelankurb.iimbNo ratings yet
- Yamazumi Chart 1.0Document1 pageYamazumi Chart 1.0Jesus Antonio Esquivel HernandezNo ratings yet
- Machine AuditsDocument2 pagesMachine AuditsctansariNo ratings yet
- Gemba Kaizen Presentation To IcpakDocument75 pagesGemba Kaizen Presentation To IcpakSeenivasagam SeenuNo ratings yet
- Martin Gibson QIS 3 June 2014Document13 pagesMartin Gibson QIS 3 June 2014nadeemkarimiNo ratings yet
- MSA (Measurement System Analys)Document19 pagesMSA (Measurement System Analys)Dazslam New VersionNo ratings yet
- 01 Introduction To MetrologyDocument138 pages01 Introduction To MetrologyShivanand ArwatNo ratings yet
- OCP of HR Process-03Document2 pagesOCP of HR Process-03sathyabalaramanNo ratings yet
- 02-Quality Management Process 128Document128 pages02-Quality Management Process 128QUADRI AYODELENo ratings yet
- Kaizen Training ModuleDocument48 pagesKaizen Training ModuledrustagiNo ratings yet
- List of SPV Module Material Quality InspectionDocument1 pageList of SPV Module Material Quality InspectionRahul SahaNo ratings yet
- Anand Kumar ResumeDocument3 pagesAnand Kumar ResumeArun ShishodiaNo ratings yet
- The 20 Keys To Workplace ImprovementDocument82 pagesThe 20 Keys To Workplace ImprovementVENKATESHAN SNo ratings yet
- Gage R&RDocument24 pagesGage R&RLuis ConstanteNo ratings yet
- List of QSP and IATF 16949 ClauseDocument129 pagesList of QSP and IATF 16949 ClauseDamodaran Rajanayagam100% (1)
- SPC TrainingDocument28 pagesSPC TrainingGaurang DaveNo ratings yet
- Item Code: Minimum Inventory in Store/monthDocument1 pageItem Code: Minimum Inventory in Store/monthazadsingh1No ratings yet
- Six Sigma TerminologiesDocument92 pagesSix Sigma TerminologiesReshmi RajeshNo ratings yet
- Safety, Accidents, and Human ErrorDocument32 pagesSafety, Accidents, and Human ErrorLorence Claire OstilNo ratings yet
- Leanmap FREE Quality Processes OverviewDocument2 pagesLeanmap FREE Quality Processes OverviewWixi MundoNo ratings yet
- IATF Rules 5th Edition - FAQs 1 3 - 23jan2017 - FINAL PDFDocument6 pagesIATF Rules 5th Edition - FAQs 1 3 - 23jan2017 - FINAL PDFsathyabalaramanNo ratings yet
- 1.CORPORATE QUALITY MANAGEMENT SYSTEM (CQMS) Overvie PDFDocument85 pages1.CORPORATE QUALITY MANAGEMENT SYSTEM (CQMS) Overvie PDFJose Cepeda100% (1)
- Ocp For CanteenDocument4 pagesOcp For CanteenSharif Khan0% (1)
- Lead AuditorDocument1 pageLead Auditorsaravanan ssNo ratings yet
- Changeover Standard Work TemplateDocument1 pageChangeover Standard Work Templatelam nguyenNo ratings yet
- Tri Axial TestDocument15 pagesTri Axial Testnyashadzashe munyatiNo ratings yet
- Transverse Vibrations of A BeamDocument10 pagesTransverse Vibrations of A Beammazen ashaNo ratings yet
- Current Series Feedback AmplifierDocument7 pagesCurrent Series Feedback AmplifierAnkur PatelNo ratings yet
- Kastchiev PDFDocument116 pagesKastchiev PDFmanishxlriNo ratings yet
- Correction N Normalization Factors For TPP KPIsDocument156 pagesCorrection N Normalization Factors For TPP KPIssrinivasgillalaNo ratings yet
- Correction N Normalization Factors For TPP KPIsDocument156 pagesCorrection N Normalization Factors For TPP KPIssrinivasgillalaNo ratings yet
- BalonovDocument39 pagesBalonovmanishxlriNo ratings yet
- Historical Places of Gujrat and ChhattisgarhDocument13 pagesHistorical Places of Gujrat and ChhattisgarhmanishxlriNo ratings yet
- ToR For EIA of NPP at Kovvada Andhra PradeshDocument9 pagesToR For EIA of NPP at Kovvada Andhra PradeshmanishxlriNo ratings yet
- National Environment Policy of IndiaDocument58 pagesNational Environment Policy of IndiaRonit GuptaNo ratings yet
- ToR For EIA of NPP at Kovvada Andhra PradeshDocument6 pagesToR For EIA of NPP at Kovvada Andhra PradeshmanishxlriNo ratings yet
- Worksheet 1Document7 pagesWorksheet 1manishxlriNo ratings yet
- National Environment Policy 2006Document2 pagesNational Environment Policy 2006manishxlriNo ratings yet
- Consultation Paper On Terms and Conditions of Tariff RegulationsDocument76 pagesConsultation Paper On Terms and Conditions of Tariff RegulationsmanishxlriNo ratings yet
- Tariff Filing Forms (Thermal) For Determination of Tariff Part-I Annexure-IDocument74 pagesTariff Filing Forms (Thermal) For Determination of Tariff Part-I Annexure-ImanishxlriNo ratings yet
- Tariff Determinationof RamagundamDocument23 pagesTariff Determinationof RamagundammanishxlriNo ratings yet
- Draft Notification - Tariff Regulations, 2019Document165 pagesDraft Notification - Tariff Regulations, 2019manishxlriNo ratings yet
- 7 QC ToolsDocument12 pages7 QC ToolsmanishxlriNo ratings yet
- Ch. 8 Quality Template 2006Document26 pagesCh. 8 Quality Template 2006Nirmalsinh RathodNo ratings yet
- Universal Crescent Power P LTD EIA Report Part IDocument66 pagesUniversal Crescent Power P LTD EIA Report Part ImanishxlriNo ratings yet
- PMP Sample QuestionsDocument3 pagesPMP Sample QuestionsmanishxlriNo ratings yet
- p6 v7 - 042813 Releease PDFDocument16 pagesp6 v7 - 042813 Releease PDFAhmed SkafNo ratings yet
- The Land Acquisition Act 1894Document27 pagesThe Land Acquisition Act 1894Badri NathNo ratings yet
- Cashier Docu SCC2015Document44 pagesCashier Docu SCC2015th3g3ntl3m4nNo ratings yet
- GroupD ManualDocument24 pagesGroupD ManualTerminal VelocityNo ratings yet
- Wearable Technologies: Scott Mcgregor President & Ceo, Broadcom CorporationDocument23 pagesWearable Technologies: Scott Mcgregor President & Ceo, Broadcom CorporationRavi PilgarNo ratings yet
- Apple Iphone Marketing Strategy AnalysisDocument11 pagesApple Iphone Marketing Strategy AnalysisArnab PaulNo ratings yet
- Dynamic Memory Allocation: Prof. Nilesh GambhavaDocument14 pagesDynamic Memory Allocation: Prof. Nilesh GambhavaJeel PatelNo ratings yet
- Capsule NetworkDocument8 pagesCapsule NetworkMalia HaleNo ratings yet
- Virtual Memory: Practice ExercisesDocument6 pagesVirtual Memory: Practice ExercisesShopaholicNo ratings yet
- Technical Document AESTD1008.1.21-9 Recommendations For Loudness of Internet Audio Streaming and On-Demand DistributionDocument27 pagesTechnical Document AESTD1008.1.21-9 Recommendations For Loudness of Internet Audio Streaming and On-Demand DistributionErwin BalangueNo ratings yet
- Picoflow: Continuous Ow Measurement at Low Solid/Air RatiosDocument4 pagesPicoflow: Continuous Ow Measurement at Low Solid/Air RatiosDuc Duong TichNo ratings yet
- 1 - Rewrite The Following Sentences in The Passive VoiceDocument5 pages1 - Rewrite The Following Sentences in The Passive VoicePaulo César GonçalvesNo ratings yet
- Lec 11 1Document21 pagesLec 11 1rozNo ratings yet
- KVM Switch Features Hardware Requirements: Top ViewDocument2 pagesKVM Switch Features Hardware Requirements: Top ViewmrpegaviNo ratings yet
- Counterfeit Bill DetectionDocument4 pagesCounterfeit Bill Detectiondarel perezNo ratings yet
- Lab 2Document29 pagesLab 2Alina PariNo ratings yet
- Boyce ODEch 2 S 1 P 38Document3 pagesBoyce ODEch 2 S 1 P 38Elza Dwi PutriNo ratings yet
- Ebarkshop Com Store Barkbox Promo CodesDocument8 pagesEbarkshop Com Store Barkbox Promo Codesebark shopNo ratings yet
- Documents For Working - AmpleforthDocument70 pagesDocuments For Working - AmpleforthSpontan GezginNo ratings yet
- Siu Data ExampleDocument8 pagesSiu Data ExampleLahir Untuk MenangNo ratings yet
- Sistem Pemeliharaan - Reliability Concept and CharacterizationDocument15 pagesSistem Pemeliharaan - Reliability Concept and CharacterizationADINDA SUCHIEYATI SAHARANo ratings yet
- Paramount Portal Portal PP TDocument10 pagesParamount Portal Portal PP TPravinNo ratings yet
- ManualeDelphi IngleseDocument86 pagesManualeDelphi IngleseoxooxooxoNo ratings yet
- AT91SAM7S DatasheetDocument733 pagesAT91SAM7S Datasheetapi-3697475100% (1)
- Research Paper On Apache Web ServerDocument6 pagesResearch Paper On Apache Web Serveruzmlivznd100% (1)
- Ovs PDFDocument17 pagesOvs PDFRakesh RaparthiNo ratings yet
- MRF Name / Logo Quality and Environmental Manual - Template 2Document18 pagesMRF Name / Logo Quality and Environmental Manual - Template 2Mahmoud KhalifaNo ratings yet
- 3BSE018164R1Document2 pages3BSE018164R1Hans HongNo ratings yet