You might also like
- Australia Rain Garden: Design, Construction and Maintenance Recommendations - City of KingstonDocument8 pagesAustralia Rain Garden: Design, Construction and Maintenance Recommendations - City of KingstonFree Rain Garden ManualsNo ratings yet
- Chapter 1 - Introduction: Zarina MD Ali, Mohd Shalahuddin Adnan & Siti Nazahiyah RahmatDocument38 pagesChapter 1 - Introduction: Zarina MD Ali, Mohd Shalahuddin Adnan & Siti Nazahiyah RahmatEncik ComotNo ratings yet
- Design of A Robot For Hygienization of Walls in Hospital EnvironmentsDocument8 pagesDesign of A Robot For Hygienization of Walls in Hospital Environmentsdean tariganNo ratings yet
- Hygienic Piping EngineeringDocument19 pagesHygienic Piping Engineeringqwu_sudha100% (1)
- IJETR022421Document4 pagesIJETR022421erpublicationNo ratings yet
- Report Beach CleanerDocument35 pagesReport Beach CleanerRaja Mane0% (1)
- Designing A Water SystemDocument0 pagesDesigning A Water SystemmadbakingNo ratings yet
- Rain and Ground Water Drainage Systems For Buildings: Eduardo João Vindeirinho RinoDocument11 pagesRain and Ground Water Drainage Systems For Buildings: Eduardo João Vindeirinho RinoVishwas GhanNo ratings yet
- Arc 817 MarvelDocument7 pagesArc 817 Marvelmarvellous oseNo ratings yet
- Biofilter MasterDocument49 pagesBiofilter MasterVinoth VinoNo ratings yet
- The Influence of Design Parameters On Clogging of Stormwater Biofilters: A Large-Scale Column StudyDocument16 pagesThe Influence of Design Parameters On Clogging of Stormwater Biofilters: A Large-Scale Column StudyJin WangNo ratings yet
- Determination of Submergence DepthDocument8 pagesDetermination of Submergence DepthManikandan100% (1)
- Airflow Visualisation in An Aseptic FacilityDocument4 pagesAirflow Visualisation in An Aseptic FacilityTorres XiaNo ratings yet
- Full Paper - Watertight Drainage SystemDocument7 pagesFull Paper - Watertight Drainage SystemHenry TuraldeNo ratings yet
- Melbourne Water Wetland Design GuideDocument32 pagesMelbourne Water Wetland Design GuideBere QuintosNo ratings yet
- Endodontic Disinfection Tsunami IrrigatiDocument12 pagesEndodontic Disinfection Tsunami IrrigatiBrethel HerediaNo ratings yet
- Moga 2017 IOP Conf. Ser. Mater. Sci. Eng. 209 012110Document6 pagesMoga 2017 IOP Conf. Ser. Mater. Sci. Eng. 209 012110Apex LoftNo ratings yet
- Sustainable Building Design - 2Document25 pagesSustainable Building Design - 2fahimehrezvaniNo ratings yet
- Water 12 03579 v2Document23 pagesWater 12 03579 v2nashcerbito19No ratings yet
- Chapter 1 Basic Design ConsiderationDocument38 pagesChapter 1 Basic Design ConsiderationAce ThunderNo ratings yet
- Rajiv Gandhi Govt Polytechnic, Itanagar A.P.: Sewerage System in Hilly RegionDocument32 pagesRajiv Gandhi Govt Polytechnic, Itanagar A.P.: Sewerage System in Hilly RegionNobin MichiNo ratings yet
- Section 4 Planning Principles and Site DesignDocument11 pagesSection 4 Planning Principles and Site DesignNamrata Bhagtani-SadhvaniNo ratings yet
- Sewer Construction: Energy Environment InfrastructureDocument18 pagesSewer Construction: Energy Environment InfrastructureNobodyNo ratings yet
- Tek Home Test EnviroDocument14 pagesTek Home Test EnviroTrarubo ArimaNo ratings yet
- Filter Design As Related To OperationDocument10 pagesFilter Design As Related To Operation305773253No ratings yet
- 4.1.1 Stormwater Drainage System DesignDocument6 pages4.1.1 Stormwater Drainage System DesignJoella MaderaNo ratings yet
- Omar Y. Mohammed and Ammar A. Shiekha: Dewatering System Control by MATLAB SoftwareDocument9 pagesOmar Y. Mohammed and Ammar A. Shiekha: Dewatering System Control by MATLAB SoftwareLucas sckuvieNo ratings yet
- The Benefits of Better Site Design in Residential SubdivisionsDocument14 pagesThe Benefits of Better Site Design in Residential Subdivisions136700No ratings yet
- 1 s2.0 S0376738813001336 MainDocument8 pages1 s2.0 S0376738813001336 MainJonathan SimonaceNo ratings yet
- Jawaharlal Nehru Fine Arts and Architecture University.: Department of Urban and Regional PlanningDocument11 pagesJawaharlal Nehru Fine Arts and Architecture University.: Department of Urban and Regional PlanningReeshmaNo ratings yet
- Urban Stream Restoration Practices: An Initial AssessmentDocument10 pagesUrban Stream Restoration Practices: An Initial AssessmentMeina MuthiaNo ratings yet
- Components of Sewer Sanitary Project CostDocument48 pagesComponents of Sewer Sanitary Project CostRamilArtates100% (1)
- 5.7 Environmental Mitigation Plan 5.7.1Document131 pages5.7 Environmental Mitigation Plan 5.7.1NagarajanNo ratings yet
- Building ServicesDocument38 pagesBuilding ServicesAbhi VallabhaneniNo ratings yet
- Canal Bank Protection WorksDocument48 pagesCanal Bank Protection WorksLandon Mitchell100% (1)
- Sustainable Construction: YAR 102 Unit 3: Construction PracticesDocument32 pagesSustainable Construction: YAR 102 Unit 3: Construction PracticespadmajaNo ratings yet
- Draft 5-Irr Chapter 17 of PD 856Document62 pagesDraft 5-Irr Chapter 17 of PD 856Carren MarquezNo ratings yet
- Annexure - D Potential Environmental Impacts and Mitigation MeasuresDocument4 pagesAnnexure - D Potential Environmental Impacts and Mitigation MeasuresM ShahidNo ratings yet
- Close Loop System Enak Grayson2012Document12 pagesClose Loop System Enak Grayson2012Fikri Adji WirantoNo ratings yet
- Introduction Page 1Document7 pagesIntroduction Page 1jhalakbhardwaj20No ratings yet
- Source 7Document30 pagesSource 7souhaila.ahniba2000No ratings yet
- Under Water of BridgeDocument9 pagesUnder Water of Bridgejamjam75No ratings yet
- Ground Improvement Technique - Grouting Technology (For Irrigation Projects and Tunnelling)Document109 pagesGround Improvement Technique - Grouting Technology (For Irrigation Projects and Tunnelling)Sumanth GundetiNo ratings yet
- Science The Environment of TotalDocument13 pagesScience The Environment of TotalValentinaFrancoNo ratings yet
- Septic Systems: January 2019Document16 pagesSeptic Systems: January 2019mahendra DHNo ratings yet
- Ndodontic Isinfection Sunami Rrigation: by Clifford J. Ruddle, DDSDocument10 pagesNdodontic Isinfection Sunami Rrigation: by Clifford J. Ruddle, DDSOctavian BoaruNo ratings yet
- Campus Study of The Impact of Ultra-Low Flush Toilets On Sewerage Networks and Water UsageDocument17 pagesCampus Study of The Impact of Ultra-Low Flush Toilets On Sewerage Networks and Water UsagefruitzebraNo ratings yet
- Tecnicas de Remocion de Algas en Lagunas de EstabilizacionDocument24 pagesTecnicas de Remocion de Algas en Lagunas de Estabilizacionvg.ambienteNo ratings yet
- Development and Evaluation of Arduino Based Automatic Irrigation System For Regulation of Soil MoistureDocument9 pagesDevelopment and Evaluation of Arduino Based Automatic Irrigation System For Regulation of Soil MoistureALAN EDUARDO LOPEZ CUADRADONo ratings yet
- AI 2015 Redon EtalDocument8 pagesAI 2015 Redon EtalEnrique MartinezNo ratings yet
- Vepra MarrjeDocument14 pagesVepra MarrjegertjaniNo ratings yet
- Plant Redesign For PH Neutralization Process of TeDocument9 pagesPlant Redesign For PH Neutralization Process of TeGabrielito PachacamaNo ratings yet
- Ipc2022-86892 Pig Sweep Nanoparticles Transform PipelineDocument5 pagesIpc2022-86892 Pig Sweep Nanoparticles Transform PipelineOswaldo MontenegroNo ratings yet
- A. Introduction Water and Wastewater EngineeringDocument105 pagesA. Introduction Water and Wastewater Engineeringpopup plounyNo ratings yet
- Theoretical and Conceptual DUWTRWHDocument6 pagesTheoretical and Conceptual DUWTRWHReynil LabriagaNo ratings yet
- Preliminary and Primary Tratment-2021Document85 pagesPreliminary and Primary Tratment-2021ziad almnaseerNo ratings yet
- Revised Royal Bellagio Engineering's ReportDocument12 pagesRevised Royal Bellagio Engineering's ReportGarry PonferradaNo ratings yet
- Modeling of Conventional Water Supply Treatment PlantDocument22 pagesModeling of Conventional Water Supply Treatment PlantMamoon RiazNo ratings yet
- Pezzaniti 2009Document10 pagesPezzaniti 20091703191015No ratings yet
- Technical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationFrom EverandTechnical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationNo ratings yet
- FNW CommoditiesPVFSpecSalesSheetDocument28 pagesFNW CommoditiesPVFSpecSalesSheetVishalNo ratings yet
- Calculation Software of The Surface AreaDocument4 pagesCalculation Software of The Surface AreaVishalNo ratings yet
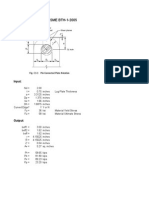
- Lifting Lug Design Per ASME BTH-1-2005: InputDocument4 pagesLifting Lug Design Per ASME BTH-1-2005: InputcoolkaisyNo ratings yet
- Design of AgitatorDocument6 pagesDesign of AgitatorVishalNo ratings yet
- Basic Pump Formulas: TDH 184.8 TDH ResultDocument4 pagesBasic Pump Formulas: TDH 184.8 TDH ResultVishal100% (1)
- Taper CalculatorDocument1 pageTaper CalculatorVishalNo ratings yet
- Storage TankDocument5 pagesStorage TankVishalNo ratings yet
- Calculation Sheet For Flares: User Supplied Inputs (Grey Cells)Document1 pageCalculation Sheet For Flares: User Supplied Inputs (Grey Cells)VishalNo ratings yet
- Cone BottomDocument1 pageCone BottomVishalNo ratings yet
- Bend AllowanceDocument4 pagesBend AllowanceVishalNo ratings yet
- 74R 13 - SRD - 2013 04 03Document8 pages74R 13 - SRD - 2013 04 03Mazan ShaviNo ratings yet
- E Conservationmagazine27Document132 pagesE Conservationmagazine27InisNo ratings yet
- 8 Indian JLTech 1Document11 pages8 Indian JLTech 1Nichu ReddyNo ratings yet
- Austrian Practice of - Tunnelling Contracts - Engl PDFDocument42 pagesAustrian Practice of - Tunnelling Contracts - Engl PDFMilan UljarevicNo ratings yet
- Nist SP 800-163 PDFDocument44 pagesNist SP 800-163 PDFAntonio RequejoNo ratings yet
- Project Report On Portfolio Management MGT 727Document35 pagesProject Report On Portfolio Management MGT 727Delta XeroxNo ratings yet
- Assignment Solutions - 148Document6 pagesAssignment Solutions - 148Prof OliviaNo ratings yet
- IQIPS Version 1Document30 pagesIQIPS Version 1TharshiniNo ratings yet
- Building Risk AssessmentDocument6 pagesBuilding Risk AssessmentSubhradip BhattacharjeeNo ratings yet
- Fire Policy 1Document2 pagesFire Policy 1caleb99No ratings yet
- STS - The Basis of The Sangha Trading SystemDocument9 pagesSTS - The Basis of The Sangha Trading SystemThe Children of the Journey SanghaNo ratings yet
- Qualitas Golden Rules of SafetyDocument1 pageQualitas Golden Rules of SafetyQualitas RemosNo ratings yet
- Silva Et Al. (2017) - An Analysis of The Literature On Systemic Financial Risk A SurveyDocument24 pagesSilva Et Al. (2017) - An Analysis of The Literature On Systemic Financial Risk A SurveyNicolas CopernicNo ratings yet
- Chapter 6 Contemporary Issues in EngineeringDocument43 pagesChapter 6 Contemporary Issues in EngineeringsantoshNo ratings yet
- العوامل المؤثرة على جودة التدقيق المرتبطة بتسيير مهمة التدقيقDocument16 pagesالعوامل المؤثرة على جودة التدقيق المرتبطة بتسيير مهمة التدقيقAbdelali MenaceurNo ratings yet
- May 2018 - Government Security Classifications 2Document37 pagesMay 2018 - Government Security Classifications 2Ops DalinfoNo ratings yet
- Factors Influencing Credit PolicyDocument5 pagesFactors Influencing Credit PolicyMrDj Khan75% (4)
- Long Term Care Facilities Final ReportDocument157 pagesLong Term Care Facilities Final ReportPeter YankowskiNo ratings yet
- Case Questions Spring 2012Document2 pagesCase Questions Spring 2012Refika TetikNo ratings yet
- Bridge Protective Ship CollisionDocument200 pagesBridge Protective Ship CollisionJuniorJavier Olivo FarreraNo ratings yet
- FIS Prophet Managed Cloud SolutionsDocument8 pagesFIS Prophet Managed Cloud SolutionsscribdNo ratings yet
- Why Architectural Criticism MattersDocument7 pagesWhy Architectural Criticism MattersJoebert DuranNo ratings yet
- Control of WorkDocument51 pagesControl of WorkHamza ShehzadNo ratings yet
- Inflection Point: Unlocking Growth in The Era of Farmer FinanceDocument11 pagesInflection Point: Unlocking Growth in The Era of Farmer FinancevenucoldNo ratings yet
- Impact of Floods On Heritage StructuresDocument2 pagesImpact of Floods On Heritage StructuresGopika GirissanNo ratings yet
- North Carolina Gear Erp Planning Implementation Plan and Budget EstimateDocument120 pagesNorth Carolina Gear Erp Planning Implementation Plan and Budget Estimatesushil@irdNo ratings yet
- My MBA ProjectDocument93 pagesMy MBA ProjectVivek Nambiar70% (10)
- Newcastle LPG Terminal Emergency Response PlanDocument71 pagesNewcastle LPG Terminal Emergency Response PlanSyah Mie100% (1)
- Musharakah Muzarabah in BankingDocument23 pagesMusharakah Muzarabah in Bankingproffina786No ratings yet
- 2023 Oxy HSE Program Evaluation ChecklistDocument2 pages2023 Oxy HSE Program Evaluation ChecklistJibu GeorgeNo ratings yet