You might also like
- Surface Preparation and Painting Procedure Rev 01 PDFDocument23 pagesSurface Preparation and Painting Procedure Rev 01 PDFNaceur Turki100% (3)
- Blasting Painting ProcedureDocument4 pagesBlasting Painting ProcedureRyanNo ratings yet
- Painting Procedure Template PDFDocument14 pagesPainting Procedure Template PDFjohn100% (1)
- Painting Procedure GlobalDocument15 pagesPainting Procedure GlobalUbed KudachiNo ratings yet
- Blasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateDocument3 pagesBlasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateLOPA THANDARNo ratings yet
- Luxathane 5000 Polyurethane High Gloss Finish: Technical DataDocument3 pagesLuxathane 5000 Polyurethane High Gloss Finish: Technical DataPV AnandNo ratings yet
- Daily Consumed Productive Hours: Job No: MRT-FRM-304-109 Responsible Engineer: Saif Ullah KhanDocument4 pagesDaily Consumed Productive Hours: Job No: MRT-FRM-304-109 Responsible Engineer: Saif Ullah KhanSUKhanNo ratings yet
- High Build Epoxy Tank Lining CoatingDocument3 pagesHigh Build Epoxy Tank Lining CoatingSiDdu Kalashetti0% (1)
- Painting ReportDocument1 pagePainting Reportbaidu1980No ratings yet
- Aban Constructions Pvt. LTD: Procedure For PaintingDocument4 pagesAban Constructions Pvt. LTD: Procedure For PaintingAkhilesh KumarNo ratings yet
- Objective 2. Reference Documents 3. Procedure 4. Painting System 5. Inspection 6. Repairs 7. Safety AnnexuresDocument11 pagesObjective 2. Reference Documents 3. Procedure 4. Painting System 5. Inspection 6. Repairs 7. Safety AnnexuresChethanNo ratings yet
- Blasting &painting Pocedures MTD SOP 15 01Document1 pageBlasting &painting Pocedures MTD SOP 15 01vinothNo ratings yet
- Exova Coating System Compliance StatementDocument1 pageExova Coating System Compliance StatementSaravan KumarNo ratings yet
- ISO 9001, ISO 14001 & OHSAS 18001 Certified Product Data SheetDocument3 pagesISO 9001, ISO 14001 & OHSAS 18001 Certified Product Data SheetHendri Dwi cahyonoNo ratings yet
- Hempel Galvosil 1570019840Document2 pagesHempel Galvosil 1570019840Jj OredinaNo ratings yet
- Protect Industrial Chemical Tanks Under 40 CharactersDocument16 pagesProtect Industrial Chemical Tanks Under 40 CharactersChonTicha'100% (1)
- Test: Ambient Temperature (Wet/Dry), Dew Point, Peralatan: Sling Hygrometer, Dew Point Calculator, SurfaceDocument6 pagesTest: Ambient Temperature (Wet/Dry), Dew Point, Peralatan: Sling Hygrometer, Dew Point Calculator, SurfaceNurmalinda SihombingNo ratings yet
- 6 Sigma PaintDocument38 pages6 Sigma PaintAnonymous fvO1W3No ratings yet
- Contractor IOT Infrastructure & Energy Services LTDDocument38 pagesContractor IOT Infrastructure & Energy Services LTDNaveen KurupNo ratings yet
- Painting Specification for Aegean Refinery ProjectDocument18 pagesPainting Specification for Aegean Refinery Projectraluca_19735597No ratings yet
- Quality Plan 1325-27 Rev 02 - Blasting PaintingDocument10 pagesQuality Plan 1325-27 Rev 02 - Blasting Paintingsuriya100% (1)
- NORSOK Coating System No. 1 Carbon Steel 120CDocument5 pagesNORSOK Coating System No. 1 Carbon Steel 120CSam Jose100% (1)
- TB2-SDC-00100-P-G1-SPC-0003 - Rev.5 - Specification For Painting PDFDocument79 pagesTB2-SDC-00100-P-G1-SPC-0003 - Rev.5 - Specification For Painting PDFPhương100% (1)
- Marathon XHBDocument4 pagesMarathon XHBeskim00No ratings yet
- Surface Preparation QA ChecklistDocument1 pageSurface Preparation QA ChecklistSuleman KhanNo ratings yet
- 025 - Guard Zinc Phosphate Epoxy PrimerDocument3 pages025 - Guard Zinc Phosphate Epoxy PrimerBalgo BalgobinNo ratings yet
- Attachment: Painting ProcedureDocument79 pagesAttachment: Painting ProcedureOmar Wardeh100% (2)
- SA MP LE: Company NameDocument4 pagesSA MP LE: Company NameAnonymous P8XHEXyIZLNo ratings yet
- Ferrite Content ReportDocument2 pagesFerrite Content ReportJawad MunirNo ratings yet
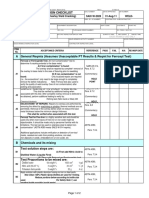
- Saudi Aramco Inspection Checklist: Ferroxyl Test Per ASTM A380 (Overlay Weld Cracking) SAIC-W-2026 31-Aug-11 WeldDocument2 pagesSaudi Aramco Inspection Checklist: Ferroxyl Test Per ASTM A380 (Overlay Weld Cracking) SAIC-W-2026 31-Aug-11 WeldAnonymous 4e7GNjzGW100% (1)
- GS-09 (Painting) PDFDocument22 pagesGS-09 (Painting) PDFSarbendu PaulNo ratings yet
- Dfy - Coating Quality Key PointsDocument1 pageDfy - Coating Quality Key PointsMohammed SadiqNo ratings yet
- PDS Hempadur Hi-Build 45200 en-GBDocument2 pagesPDS Hempadur Hi-Build 45200 en-GBvitharvanNo ratings yet
- 1 Insulation SupervisorDocument2 pages1 Insulation Supervisorrsamim0% (1)
- SA 387 Grade 91 Class 2Document4 pagesSA 387 Grade 91 Class 2briang-2No ratings yet
- Paint For SteelDocument11 pagesPaint For SteelSaud PathiranaNo ratings yet
- Amercoat 68hs - Ingles 2015Document6 pagesAmercoat 68hs - Ingles 2015Peter CallánNo ratings yet
- Hempadur Avantguard 750 1736g - Product DatasheetDocument2 pagesHempadur Avantguard 750 1736g - Product DatasheetWisnu Wardhana0% (1)
- HEMPINOL 10220 Bituminous CoatingDocument2 pagesHEMPINOL 10220 Bituminous CoatingeternalkhutNo ratings yet
- 6-Blasting and Painting Procedure - BP006Document14 pages6-Blasting and Painting Procedure - BP006mohd as shahiddin jafriNo ratings yet
- Technical Data Sheet for Barrier 80 Zinc Epoxy PrimerDocument5 pagesTechnical Data Sheet for Barrier 80 Zinc Epoxy PrimerBalaji GuruNo ratings yet
- Approved Itp-Dss - 28 Sep 2016Document4 pagesApproved Itp-Dss - 28 Sep 2016Selvakumar SubramanianNo ratings yet
- Standard Specification FOR Pipeline Internal CoatingDocument2 pagesStandard Specification FOR Pipeline Internal CoatingRanjan KumarNo ratings yet
- Astm A179 PDFDocument1 pageAstm A179 PDFgaminNo ratings yet
- Surface Preparation Standards JotunDocument2 pagesSurface Preparation Standards JotunbacabacabacaNo ratings yet
- Norsok M-501 Ed 6 Clarification Log 2015 Rev 1 - FinishedDocument8 pagesNorsok M-501 Ed 6 Clarification Log 2015 Rev 1 - FinishedPradeepNo ratings yet
- Method Statements of Surface Treatment and Painting For Valves Nh3 ProjectDocument5 pagesMethod Statements of Surface Treatment and Painting For Valves Nh3 ProjectDuongthithuydung0% (1)
- Blasting and Painting ProcedureDocument6 pagesBlasting and Painting Procedureanon_994898767No ratings yet
- ASTM D 4285 Blotter Test PDFDocument1 pageASTM D 4285 Blotter Test PDFMurali Dharan100% (1)
- 30 - Painting ProcedureDocument12 pages30 - Painting ProcedureNguyen Anh TuanNo ratings yet
- Scope: Painting ProcedureDocument2 pagesScope: Painting Procedureคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Method Statement For Painting Work Ofcrude Oil TankDocument22 pagesMethod Statement For Painting Work Ofcrude Oil Tanktruongquoctrinh101992No ratings yet
- Var Api P3Document7 pagesVar Api P3Francisco CentenoNo ratings yet
- Method Statement For Surface Preparation Prtective CoatingDocument10 pagesMethod Statement For Surface Preparation Prtective CoatingJaved MANo ratings yet
- Coating Application & Inspection Procedure-Rev 0Document27 pagesCoating Application & Inspection Procedure-Rev 0tinphat100% (1)
- Painting Procedure 4288 Danem 28-04-13Document24 pagesPainting Procedure 4288 Danem 28-04-13Rejoy baby100% (1)
- Blasting Coating ProcedureDocument61 pagesBlasting Coating ProcedureZohair Aftab100% (1)
- 6.PEB Painting Procedure (P0371) Rev.01Document22 pages6.PEB Painting Procedure (P0371) Rev.01MOHAMEDNo ratings yet
- Cisper Paint ProcedureDocument6 pagesCisper Paint ProcedureMike PrescottNo ratings yet
- Procedure of PaintingDocument10 pagesProcedure of PaintingMahmoud AymanNo ratings yet
- 26.Weld Tracking control-TEMP-23-19chuyển thành CM-26-2-19 (20.10.20)Document459 pages26.Weld Tracking control-TEMP-23-19chuyển thành CM-26-2-19 (20.10.20)Duc ThinNo ratings yet
- IONE VP 00 MB4023 110 2 Painting ProcedureDocument51 pagesIONE VP 00 MB4023 110 2 Painting ProcedureDuc ThinNo ratings yet
- Weld Tracking control-LWWW-OOO-076201 (10.06.20)Document568 pagesWeld Tracking control-LWWW-OOO-076201 (10.06.20)Duc ThinNo ratings yet
- Report on boiler parts inspectionDocument568 pagesReport on boiler parts inspectionDuc ThinNo ratings yet
- The Use of Coatings For Corrosion Control On Offshore Oil StructuresDocument5 pagesThe Use of Coatings For Corrosion Control On Offshore Oil StructuresVishwanathreddy PatilNo ratings yet
- GK001-QA-IT-006 Inspection and Test Plan For Painting PDFDocument7 pagesGK001-QA-IT-006 Inspection and Test Plan For Painting PDFDuc ThinNo ratings yet
- Selection of Welding ElectrodeDocument3 pagesSelection of Welding ElectrodeDuc ThinNo ratings yet
- GK001-QA-IT-006 Inspection and Test Plan For Painting PDFDocument7 pagesGK001-QA-IT-006 Inspection and Test Plan For Painting PDFDuc ThinNo ratings yet
- Surface Preparation Standards Comparison ChartDocument2 pagesSurface Preparation Standards Comparison ChartajuhaseenNo ratings yet
- Vd-1203-251a-Ipm-008 r7 Painting and Rust Prevention ProcedureDocument23 pagesVd-1203-251a-Ipm-008 r7 Painting and Rust Prevention ProcedureDuc ThinNo ratings yet
- Welding SkillsDocument738 pagesWelding SkillsDuc Thin94% (18)
- Surface Preparation Standards Comparison ChartDocument2 pagesSurface Preparation Standards Comparison ChartajuhaseenNo ratings yet
- Painting Report DenaDocument4 pagesPainting Report DenaDuc ThinNo ratings yet
- WPS - DNVDocument3 pagesWPS - DNVwentropremNo ratings yet
- Welding SkillsDocument738 pagesWelding SkillsDuc Thin94% (18)
- Geotechnical Report PDFDocument23 pagesGeotechnical Report PDFVikash AgarwalNo ratings yet
- Flood Contingency Plan for MalapatanDocument100 pagesFlood Contingency Plan for MalapatanJonathan GutangNo ratings yet
- Metar HelpDocument5 pagesMetar HelpNelson GonzàlezNo ratings yet
- Planning and management of aquaculture parks for sustainable development of cage farms in the PhilippinesDocument74 pagesPlanning and management of aquaculture parks for sustainable development of cage farms in the PhilippinesHafez MabroukNo ratings yet
- IGCSE-OL Geo CB Answers Theme 2 Natural EnvironmentDocument55 pagesIGCSE-OL Geo CB Answers Theme 2 Natural Environmenttotola5341No ratings yet
- Compendium of Cucurbit DiseasesDocument76 pagesCompendium of Cucurbit DiseasesCurico MysecretgardenNo ratings yet
- Matter in Our SurroundingsDocument10 pagesMatter in Our SurroundingsMaddie1245No ratings yet
- Tales of Battle CreekDocument177 pagesTales of Battle CreekTaylor A. Warsop100% (1)
- 13 MembranesDocument49 pages13 MembranesSusmit Nimje100% (1)
- Final Hearing Report, Back River Gold ProjectDocument347 pagesFinal Hearing Report, Back River Gold ProjectNunatsiaqNews100% (1)
- Case Studies of Degree College and Hill Council Complex, Leh and Solar Energy Centre, GurgaonDocument13 pagesCase Studies of Degree College and Hill Council Complex, Leh and Solar Energy Centre, GurgaonAr Pramodh Kumar Guttula67% (3)
- Cumene MSDS: Section 1: Chemical Product and Company IdentificationDocument5 pagesCumene MSDS: Section 1: Chemical Product and Company Identificationburhanettin_erdemNo ratings yet
- Project On Dust Collector (LCIT Bhandu)Document30 pagesProject On Dust Collector (LCIT Bhandu)patel ketan0% (1)
- Sika® Ceram-100P Tile AdhesiveDocument2 pagesSika® Ceram-100P Tile Adhesivedep_vinNo ratings yet
- Polymeric Sand Installation Guidelines: Hanover Architectural Products Presents..Document2 pagesPolymeric Sand Installation Guidelines: Hanover Architectural Products Presents..Decca Urban EcoNo ratings yet
- Lean-Tos, Biv Areas, Campgrounds, and Cabins On FLTDocument3 pagesLean-Tos, Biv Areas, Campgrounds, and Cabins On FLTwaterfellerNo ratings yet
- ch11 AllProblem KeyDocument56 pagesch11 AllProblem Keyladyinred90No ratings yet
- Don Bosco School EVS Class 2 Water RevisionDocument26 pagesDon Bosco School EVS Class 2 Water RevisionChristo JeniferNo ratings yet
- CPVC Pipe & Fittings: ApplicationsDocument2 pagesCPVC Pipe & Fittings: ApplicationsIlyasaNo ratings yet
- Event Based Modelling Using HEC-HMSDocument10 pagesEvent Based Modelling Using HEC-HMSaNo ratings yet
- Test Cuoi Ky 2 - L6 - Thay Bui Van VinhDocument23 pagesTest Cuoi Ky 2 - L6 - Thay Bui Van VinhPhuong HaNo ratings yet
- Phytoremediation 150123100305 Conversion Gate02Document49 pagesPhytoremediation 150123100305 Conversion Gate02Kumar MadhuNo ratings yet
- Slope Stability (Sarma Method) Verification Manual - 2D Limit Equilibrium Slope Stability For Soil and Rock Slopes PDFDocument24 pagesSlope Stability (Sarma Method) Verification Manual - 2D Limit Equilibrium Slope Stability For Soil and Rock Slopes PDFArief Muhammad Ar-rackhedhaniNo ratings yet
- Premium Pumping Technology For Desalination: PumpsDocument16 pagesPremium Pumping Technology For Desalination: PumpsShark1971No ratings yet
- Pipe Sizing LunaDocument10 pagesPipe Sizing LunaYasin EgeNo ratings yet
- Sand Filter BrochureDocument2 pagesSand Filter BrochureadrianioantomaNo ratings yet
- Water & Catfines Alert: IFO 180 Fuel ReportDocument4 pagesWater & Catfines Alert: IFO 180 Fuel ReportHanafi Yusuf AviansyahNo ratings yet
- Vasthu Sasthra and ArchitectureDocument32 pagesVasthu Sasthra and ArchitectureTarkesh MishraNo ratings yet
- Renderoc PlugDocument3 pagesRenderoc Plugtalatzahoor100% (1)
- Grundfos Comfort Pump Installation PDFDocument16 pagesGrundfos Comfort Pump Installation PDFdimensionone1No ratings yet