You might also like
- Cantwell1991 PDFDocument16 pagesCantwell1991 PDFmahavircNo ratings yet
- CNC Machine & CAM Systems OverviewDocument54 pagesCNC Machine & CAM Systems OverviewAbhishek AroraNo ratings yet
- B.Tech. (Mechanical Engineering) Semester IVDocument11 pagesB.Tech. (Mechanical Engineering) Semester IVmahavircNo ratings yet
- CH 7 Numerical ControlDocument72 pagesCH 7 Numerical ControlJagmeet SinghNo ratings yet
- CNC Machine Design FeaturesDocument63 pagesCNC Machine Design FeaturesmahavircNo ratings yet
- Abaqus - Cae Users ManualDocument1,306 pagesAbaqus - Cae Users ManualSarhan Karray100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- GP PowerBank M520 DataDocument2 pagesGP PowerBank M520 DataElectronNo ratings yet
- E CommerceDocument16 pagesE CommercesyazwaniNo ratings yet
- Anushka Saha CVDocument2 pagesAnushka Saha CVabhishekroyitNo ratings yet
- DKT Phone User ManualDocument141 pagesDKT Phone User Manualdanniel_sNo ratings yet
- GPS World 2020-01Document54 pagesGPS World 2020-01Diego FrancoNo ratings yet
- Spring Festival Events and CompetitionsDocument10 pagesSpring Festival Events and Competitions45.thiên ýNo ratings yet
- 193 Um015 - en P PDFDocument736 pages193 Um015 - en P PDFAdelson PimentelNo ratings yet
- Form Emsd Ee Ct2B: Fresh Water Cooling Towers Scheme Notification of Completion of Cooling Tower InstallationDocument3 pagesForm Emsd Ee Ct2B: Fresh Water Cooling Towers Scheme Notification of Completion of Cooling Tower InstallationSimoncarter LawNo ratings yet
- Gesture Controlled Animatronic Robotic HandDocument12 pagesGesture Controlled Animatronic Robotic HandRahul GowthamNo ratings yet
- Automatic Industrial Air Pollution Monitoring System''Document31 pagesAutomatic Industrial Air Pollution Monitoring System''17-256 Teja swiniNo ratings yet
- Dongleserver 20xusbDocument8 pagesDongleserver 20xusbmasoodkamaliNo ratings yet
- Em A3cfDocument566 pagesEm A3cfSimo Ben OuaradNo ratings yet
- Openscape Cordless Ip v2Document98 pagesOpenscape Cordless Ip v2babydongdong22No ratings yet
- Best Digital Marketing Course in Udaipur.Document33 pagesBest Digital Marketing Course in Udaipur.Eduwigs IndiaNo ratings yet
- Smart Automated Irrigation System Seminar ReportDocument30 pagesSmart Automated Irrigation System Seminar ReportSCOC53 Parth NegiNo ratings yet
- DX DiagDocument18 pagesDX DiagBrett AtkinsNo ratings yet
- Fahad Chemical Study PlaneDocument3 pagesFahad Chemical Study PlaneBadrul IslamNo ratings yet
- VoLTE 1Document28 pagesVoLTE 1raad79No ratings yet
- 1.introduccion A CursoDocument10 pages1.introduccion A Cursobelita1No ratings yet
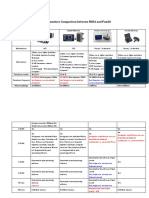
- Main Parameters Comparison Between MIRA and Pundit: A1040 MIRA A1020 MIRA Lite Pundit Live Array Pro Pundit 250 ArrayDocument3 pagesMain Parameters Comparison Between MIRA and Pundit: A1040 MIRA A1020 MIRA Lite Pundit Live Array Pro Pundit 250 ArrayAsep RifkyNo ratings yet
- Tesseract Pim Architecture For Graph Processing - Isca15Document13 pagesTesseract Pim Architecture For Graph Processing - Isca15Megha JoshiNo ratings yet
- 14a03 tc358870 ProdbriefDocument2 pages14a03 tc358870 ProdbriefrahulNo ratings yet
- Syscomp Circuit Gear MiniDocument62 pagesSyscomp Circuit Gear MinidizpozNo ratings yet
- Iot Based Autonomous Floor Cleaning Robot: A Projrct Report OnDocument47 pagesIot Based Autonomous Floor Cleaning Robot: A Projrct Report Onhamed razaNo ratings yet
- SQL Server 2019 Editions DatasheetDocument3 pagesSQL Server 2019 Editions DatasheetKeluarga ZulfanNo ratings yet
- Cs8591 - CN Material Unit 1 To Unit 5Document280 pagesCs8591 - CN Material Unit 1 To Unit 5kumarNo ratings yet
- D500P D510P D520P D530P PDFDocument30 pagesD500P D510P D520P D530P PDFNelson ShweNo ratings yet
- Application of The Rain-Flow Counting Method in Fatigue: Guojun Liu Dahuan Wang and Zeyou HuDocument5 pagesApplication of The Rain-Flow Counting Method in Fatigue: Guojun Liu Dahuan Wang and Zeyou HuMuhammad FaizNo ratings yet
- Electrical SubstationsDocument16 pagesElectrical SubstationsEngr Syed Numan ShahNo ratings yet
- Tracy' Set #1 - Lynda End of Chapter QuestionsDocument38 pagesTracy' Set #1 - Lynda End of Chapter QuestionsKofiBNo ratings yet