You might also like
- Estudio de Métodos y Tiempos en La Planta de Producción de La EmpresaDocument54 pagesEstudio de Métodos y Tiempos en La Planta de Producción de La EmpresaJohan ValeraNo ratings yet
- PROYECTODocument2 pagesPROYECTOAna GabrielaNo ratings yet
- EticaDocument8 pagesEticaAna GabrielaNo ratings yet
- Origen de Las EspeciesDocument11 pagesOrigen de Las EspeciesAna GabrielaNo ratings yet
- Plan Maestrogestió BancariaDocument12 pagesPlan Maestrogestió BancariaAna GabrielaNo ratings yet
- El Servicio Al ClienteDocument3 pagesEl Servicio Al ClienteAna GabrielaNo ratings yet
- Carta Panamericana Sobre Salud y Ambiente en El Desarrollo Humano SostenibleDocument4 pagesCarta Panamericana Sobre Salud y Ambiente en El Desarrollo Humano Sosteniblemauricio_g_4No ratings yet
- Carta Panamericana Sobre Salud y Ambiente en El Desarrollo Humano SostenibleDocument4 pagesCarta Panamericana Sobre Salud y Ambiente en El Desarrollo Humano Sosteniblemauricio_g_4No ratings yet
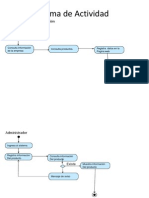
- Diagrama de ActividadesDocument7 pagesDiagrama de ActividadesAna GabrielaNo ratings yet
- Ar-1.2-Fo13 Solicitud de Estudiantes para PasantiaDocument2 pagesAr-1.2-Fo13 Solicitud de Estudiantes para PasantiaAna GabrielaNo ratings yet
- Medicina Ortomolecular - Adolfo Pérez AgustíDocument202 pagesMedicina Ortomolecular - Adolfo Pérez Agustímaiquel100% (1)
- TF - Grupo 3 - MX81Document58 pagesTF - Grupo 3 - MX81Angela CabreraNo ratings yet
- BC 100Document2 pagesBC 100Alexander Seam0% (1)
- Sistema Binario - Sistema de ConteoDocument14 pagesSistema Binario - Sistema de ConteoInversiones RENo ratings yet
- Un Maestro A Orillas Del Lago TiticacaDocument2 pagesUn Maestro A Orillas Del Lago TiticacaEsteban ReyNo ratings yet
- Matriz CapacitacionDocument1 pageMatriz CapacitacionLuzNo ratings yet
- Relaciones ExtranasDocument177 pagesRelaciones Extranasluna.merida.vNo ratings yet
- GP EmpalmesDocument2 pagesGP Empalmessebastian panimbozaNo ratings yet
- Mejorar El Proceso Del Lavado de Partes Automotrices Con La Implementación de Un Lavador Ecológico en La EmpresaDocument63 pagesMejorar El Proceso Del Lavado de Partes Automotrices Con La Implementación de Un Lavador Ecológico en La EmpresaGuillermo Alexamder Sanchez Ybañez100% (1)
- Laboratorio de BiologiaDocument7 pagesLaboratorio de BiologiaMiguel AngelNo ratings yet
- Sindrome Saha AcneDocument65 pagesSindrome Saha AcneRomanela Lopez MullerNo ratings yet
- La Recaida en La ObesidadDocument4 pagesLa Recaida en La ObesidadCarlos PelozoNo ratings yet
- AREQUIPEÑADocument9 pagesAREQUIPEÑAAnyelo Jean Pool Mamani VilcaNo ratings yet
- Resumen 8Document6 pagesResumen 8MaccaRiquelmeNo ratings yet
- Biodiversidad en El PerúDocument40 pagesBiodiversidad en El PerúsaraiNo ratings yet
- Resumen Ejecutivo Muro de Contension Gaviones TerrameshDocument6 pagesResumen Ejecutivo Muro de Contension Gaviones Terrameshjose luisNo ratings yet
- Trabajo Acuaterapia - EquinoterapiaDocument19 pagesTrabajo Acuaterapia - EquinoterapiafabianchomusicNo ratings yet
- Equipamiento para Ambulancia Soporte Vital Básico y AvanzadoDocument4 pagesEquipamiento para Ambulancia Soporte Vital Básico y AvanzadoAleja HurtadoNo ratings yet
- Informe 2020Document36 pagesInforme 2020Juan SkyvelNo ratings yet
- Sara Guzman Corregido 2 1 2 0Document41 pagesSara Guzman Corregido 2 1 2 0Florencia Crespo FaleroNo ratings yet
- Teorias de Goleman Freud EricksonDocument8 pagesTeorias de Goleman Freud EricksonYbett Dennise Enriquez TorrezNo ratings yet
- Memoria de Calculo HuachacDocument6 pagesMemoria de Calculo HuachacMiguel Ángel Paucar CastellanosNo ratings yet
- La Filosofía Posmoderna - Equipo 1 (Autoguardado)Document17 pagesLa Filosofía Posmoderna - Equipo 1 (Autoguardado)Maria QuevedoNo ratings yet
- Clase 3 - Asepsia e HigieneDocument22 pagesClase 3 - Asepsia e HigieneAlejandra VillavicencioNo ratings yet
- Especificaciones Tecnicas MOBILIARIODocument18 pagesEspecificaciones Tecnicas MOBILIARIOjackelynnimaNo ratings yet
- Veche - Enzo TerminosdeReferencia - GAMDocument12 pagesVeche - Enzo TerminosdeReferencia - GAMEnzo Veche QuilodránNo ratings yet
- Cine BDDocument28 pagesCine BDEmith HernandezNo ratings yet
- Walzer y La Igualdad ComplejaDocument14 pagesWalzer y La Igualdad ComplejaCarlos Ignacio Azócar OrtizNo ratings yet
- Final Experiencia 5Document10 pagesFinal Experiencia 5JUAN JESUS MALASQUEZ MUGABURUNo ratings yet
- 01 CondumexDocument65 pages01 Condumexchendo2006100% (1)