You might also like
- 3' X 5' Rod - Ball MillDocument2 pages3' X 5' Rod - Ball MillRicardo RodriguezNo ratings yet
- 163 132 Falk Drive One Type DH3, Sizes M1220 M1250 Shaft Drives Parts ManualDocument4 pages163 132 Falk Drive One Type DH3, Sizes M1220 M1250 Shaft Drives Parts ManualLazzarus Az Gunawan100% (1)
- MARCY 8 X 6 Ball Mill, Shell, Gear and Liners, Parts UnitDocument2 pagesMARCY 8 X 6 Ball Mill, Shell, Gear and Liners, Parts UnitRicardo Rodriguez100% (1)
- AUMUND Apron FeedersDocument12 pagesAUMUND Apron Feederschannakeshava pandurangaNo ratings yet
- 163-120 - Falk Drive One Type DH2, Sizes M1130-M1210 Shaft Drives - Parts ManualDocument4 pages163-120 - Falk Drive One Type DH2, Sizes M1130-M1210 Shaft Drives - Parts ManualCagNo ratings yet
- Complex Tailings Handling ChallengesDocument25 pagesComplex Tailings Handling ChallengescybermineNo ratings yet
- How To Use This Manual: Type V Series Sizes M107 Thru M277 (Page 1 of 28)Document28 pagesHow To Use This Manual: Type V Series Sizes M107 Thru M277 (Page 1 of 28)noviyanthyNo ratings yet
- Expandable Mandrel Enquiry FormDocument3 pagesExpandable Mandrel Enquiry Formali-masoodNo ratings yet
- Acoples CouplingsDocument13 pagesAcoples Couplingspablo coroNo ratings yet
- CIP CIL Interstage Screening SolutionsDocument4 pagesCIP CIL Interstage Screening SolutionsevalenciaNo ratings yet
- Powder Cooler - BrochureDocument4 pagesPowder Cooler - BrochureAnonymous Cxriyx9HIX100% (1)
- Ball MillDocument7 pagesBall MillAndres Acosta RozoNo ratings yet
- White Paper On Conveyor Belt CapacityDocument3 pagesWhite Paper On Conveyor Belt Capacityhimangshu mandal100% (1)
- Diemme FiltrationDocument8 pagesDiemme FiltrationAbu Fathi Mifth Huda100% (1)
- Conveyor PulleyDocument4 pagesConveyor Pulleyprashant mishraNo ratings yet
- Paper # 074 - SAG MILL OPERATIONS IN SOSSEGO MINE PDFDocument9 pagesPaper # 074 - SAG MILL OPERATIONS IN SOSSEGO MINE PDFcarloscjunoNo ratings yet
- Vertical and Horizontal Screw ConveyorsDocument4 pagesVertical and Horizontal Screw ConveyorsLLNo ratings yet
- Kemix Interstage Screen BrochureDocument8 pagesKemix Interstage Screen BrochureFernandim SoaresNo ratings yet
- Timken Split Block SAF HU CatalogDocument126 pagesTimken Split Block SAF HU Catalogmans2014100% (1)
- Screw Washer A 01Document15 pagesScrew Washer A 01joule357No ratings yet
- Probebrochure Rev8Document7 pagesProbebrochure Rev8Matheus TorresNo ratings yet
- ABB CatalogueDocument6 pagesABB CatalogueNavneet SinghNo ratings yet
- 1FICO01 - Filtro LaroxDocument534 pages1FICO01 - Filtro LaroxMarcelo AlvarezNo ratings yet
- AFG Alpine Fluidised Bed Opposed Jet Mills (En)Document10 pagesAFG Alpine Fluidised Bed Opposed Jet Mills (En)alevandrorNo ratings yet
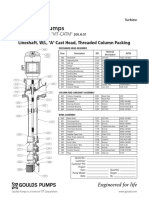
- ITT Gould PumpsDocument2 pagesITT Gould PumpsBilly ZununNo ratings yet
- 600-EQ-014 Operation Manual Stripping Machine PDFDocument90 pages600-EQ-014 Operation Manual Stripping Machine PDFcorasaulNo ratings yet
- Data Sheet For Rotary Calciner - TEPLDocument2 pagesData Sheet For Rotary Calciner - TEPLpuneet gehlotNo ratings yet
- Sihi lph75000Document10 pagesSihi lph75000Hernando SalamancaNo ratings yet
- Catálogo RULMECADocument308 pagesCatálogo RULMECArdgmaxiNo ratings yet
- Multotec Injection Moulded Screening Systems-Digital-4c504Document6 pagesMultotec Injection Moulded Screening Systems-Digital-4c504Nilton Inca TitoNo ratings yet
- HPX-SL - Semi-Open Impeller Pump: Desio Pump Catalog Typical Photo Z 1 of 1Document29 pagesHPX-SL - Semi-Open Impeller Pump: Desio Pump Catalog Typical Photo Z 1 of 1Ashwin NarayanNo ratings yet
- E1102m PDFDocument283 pagesE1102m PDFBhawani Singh RajawatNo ratings yet
- 15 - Load - Construction - Type - Resultado Cabeceras (Area 3000)Document66 pages15 - Load - Construction - Type - Resultado Cabeceras (Area 3000)Juan Jose San Martin AlfaroNo ratings yet
- Bombas EngrenagensDocument76 pagesBombas EngrenagensjairmorettoNo ratings yet
- S-Class Ty-Speed Body PartsDocument6 pagesS-Class Ty-Speed Body Partsyolimar escorciaNo ratings yet
- 2 - 15B Ah-5vomDocument1 page2 - 15B Ah-5vomMamiherintsoa Issaia RanaivoarimananaNo ratings yet
- Specifications ST36 X 100: Optional Direct Load Hopper ShownDocument3 pagesSpecifications ST36 X 100: Optional Direct Load Hopper Shownleonidas cespedesNo ratings yet
- Catalogue R I Tang Đ NG Cơ Rulmeca PDFDocument8 pagesCatalogue R I Tang Đ NG Cơ Rulmeca PDFRulmeca Việt Nam100% (1)
- Section 6 D3 BucketsDocument29 pagesSection 6 D3 Bucketsiman zareieNo ratings yet
- OTE Thickener Drives Eng Web PDFDocument4 pagesOTE Thickener Drives Eng Web PDFAbdessamad JannaneNo ratings yet
- Cat. Gral MercomarveDocument43 pagesCat. Gral Mercomarvewillys8No ratings yet
- H. Paul Barringer, P.E.: (In Red)Document7 pagesH. Paul Barringer, P.E.: (In Red)api-19921807No ratings yet
- WEG Crusher Duty Three Phase Motor Usacd10.2016 Brochure EnglishDocument8 pagesWEG Crusher Duty Three Phase Motor Usacd10.2016 Brochure EnglishbahramhooNo ratings yet
- Secondary and Tertiary Cone CrushersDocument4 pagesSecondary and Tertiary Cone CrushersDanielSantosNo ratings yet
- A.Theoretical Capacity B.Power Requirements A. For, HP B. For, HP C. Power Requirement, HP C A+b Correction RequiredDocument4 pagesA.Theoretical Capacity B.Power Requirements A. For, HP B. For, HP C. Power Requirement, HP C A+b Correction RequiredIrfan AhmedNo ratings yet
- 1345 John CraneDocument2 pages1345 John CraneseptixNo ratings yet
- The Influence of Liner Wear On Milling EfficiencyDocument21 pagesThe Influence of Liner Wear On Milling EfficiencyW ZuoNo ratings yet
- Raptor 44 ReseminDocument6 pagesRaptor 44 ReseminlucasmaltaNo ratings yet
- Linear Screen Technical Data SheetDocument4 pagesLinear Screen Technical Data SheetHARIPRASADNo ratings yet
- Ws Tyler XL Class PartsDocument6 pagesWs Tyler XL Class Partsyolimar escorciaNo ratings yet
- Bucket ElevatorDocument6 pagesBucket ElevatorbetojulioNo ratings yet
- Principles of Operatiom Po4016enDocument116 pagesPrinciples of Operatiom Po4016enSherzad Chem100% (2)
- Dynapac Ca Rollers Workshop Manual Wheel Axle: Svedala Compaction and PavingDocument55 pagesDynapac Ca Rollers Workshop Manual Wheel Axle: Svedala Compaction and PavingMariê Ferreira Júnior100% (1)
- Identification: Drive Axle Noise DiagnosisDocument48 pagesIdentification: Drive Axle Noise DiagnosisRoberto Ortega MicalizziNo ratings yet
- RTS TG M78Document9 pagesRTS TG M78woosah1234No ratings yet
- CA 152 Workshop W1055enDocument57 pagesCA 152 Workshop W1055enAvaa Amgaa100% (2)
- BALEROSDocument17 pagesBALEROSjulio cesarNo ratings yet
- Chapter3OverhaulDocument16 pagesChapter3OverhaulangelNo ratings yet
- 126e PTP Shale Shaker Operations ManualDocument13 pages126e PTP Shale Shaker Operations ManualAndrew GoadNo ratings yet
- Clark 14D Planetary Drive Axle PDFDocument61 pagesClark 14D Planetary Drive Axle PDFIvanNo ratings yet
- Vibration StandardsDocument16 pagesVibration Standardsramnadh803181100% (5)
- Heat Treating The SteelDocument12 pagesHeat Treating The Steelyasir_anjumNo ratings yet
- SpotQAassessments 2Document25 pagesSpotQAassessments 2l_aguilar_mNo ratings yet
- Application, Instructions, AND Program Rules: SSPC Qp6Document28 pagesApplication, Instructions, AND Program Rules: SSPC Qp6Victor Hugo PexoNo ratings yet
- IxcuponDocument1 pageIxcuponl_aguilar_mNo ratings yet
- (ESD) B3 General Notes (3 of 3)Document1 page(ESD) B3 General Notes (3 of 3)l_aguilar_mNo ratings yet
- Fag Smartcheck: Machinery Monitoring For Every MachineDocument20 pagesFag Smartcheck: Machinery Monitoring For Every Machinel_aguilar_mNo ratings yet
- Heat Treatment of Steel PDFDocument10 pagesHeat Treatment of Steel PDFAnonymous 3akQhQFJSLNo ratings yet
- Prueba Ist Manejo DefensivoDocument7 pagesPrueba Ist Manejo Defensivol_aguilar_mNo ratings yet
- Fag Smartcheck: High Process Security by Means of Decentralised Machinery MonitoringDocument26 pagesFag Smartcheck: High Process Security by Means of Decentralised Machinery Monitoringl_aguilar_mNo ratings yet
- s8.2 2017 Specification For Application of Thermal Spray Coating For Steel BridgesDocument50 pagess8.2 2017 Specification For Application of Thermal Spray Coating For Steel Bridgesl_aguilar_m100% (1)
- Coating TestDocument7 pagesCoating TestSriram VjNo ratings yet
- Section 461 Multirotational Bearings 461-1 DescriptionDocument3 pagesSection 461 Multirotational Bearings 461-1 Descriptionl_aguilar_mNo ratings yet
- Bolted, Sleeve-Type Couplings For Plain-End Pipe: Awwa StandardDocument28 pagesBolted, Sleeve-Type Couplings For Plain-End Pipe: Awwa Standardl_aguilar_m100% (1)
- MAAGGear OpenGearingDocument4 pagesMAAGGear OpenGearingl_aguilar_mNo ratings yet
- Field Metallizing of Structural Steel (SS 845Document1 pageField Metallizing of Structural Steel (SS 845l_aguilar_mNo ratings yet
- Dodge FL5013 PDFDocument8 pagesDodge FL5013 PDFl_aguilar_mNo ratings yet
- 704 09 Fenner Gearboxes SMSRDocument20 pages704 09 Fenner Gearboxes SMSRl_aguilar_mNo ratings yet
- VW GOL 2005 BODY Listado de PartesDocument256 pagesVW GOL 2005 BODY Listado de Partesl_aguilar_m100% (1)
- VW GOL 2005 ENGINE Listado de PartesDocument80 pagesVW GOL 2005 ENGINE Listado de Partesl_aguilar_mNo ratings yet
- VW Gol 2005 Rear Axle Listado de PartesDocument6 pagesVW Gol 2005 Rear Axle Listado de Partesl_aguilar_mNo ratings yet
- Suspension components for front axleDocument37 pagesSuspension components for front axlel_aguilar_mNo ratings yet
- MPTA B8i 2011Document9 pagesMPTA B8i 2011l_aguilar_mNo ratings yet
- VW GOL 2005 FUEL Listado de PartesDocument14 pagesVW GOL 2005 FUEL Listado de Partesl_aguilar_mNo ratings yet
- VW Gol 2005 Gearbox Listado de PartesDocument16 pagesVW Gol 2005 Gearbox Listado de Partesl_aguilar_mNo ratings yet
- MPTA C1c 2014 1Document10 pagesMPTA C1c 2014 1l_aguilar_mNo ratings yet
- Drum Brake Back Plate and Shoe AssemblyDocument37 pagesDrum Brake Back Plate and Shoe Assemblyl_aguilar_mNo ratings yet
- MPTA-B4c-2008R 2013: Mechanical Power Transmission Association 5672 Strand Court, Suite 2, Naples, FL 34110Document3 pagesMPTA-B4c-2008R 2013: Mechanical Power Transmission Association 5672 Strand Court, Suite 2, Naples, FL 34110l_aguilar_mNo ratings yet
- MPTA B9i 2013 TL Bushing StandardDocument8 pagesMPTA B9i 2013 TL Bushing Standardl_aguilar_mNo ratings yet
- MPTA B13i 2013Document4 pagesMPTA B13i 2013l_aguilar_mNo ratings yet
- Manju Philip CVDocument2 pagesManju Philip CVManju PhilipNo ratings yet
- HU675FE ManualDocument44 pagesHU675FE ManualMar VeroNo ratings yet
- StsDocument10 pagesStsSamonte, KimNo ratings yet
- Flexible AC Transmission SystemsDocument51 pagesFlexible AC Transmission SystemsPriyanka VedulaNo ratings yet
- Strain Gauge Sensor PDFDocument12 pagesStrain Gauge Sensor PDFMario Eduardo Santos MartinsNo ratings yet
- PowerhouseDocument10 pagesPowerhouseRanjan DhungelNo ratings yet
- Java MCQ QuestionsDocument11 pagesJava MCQ QuestionsPineappleNo ratings yet
- Grade 10Document39 pagesGrade 10amareNo ratings yet
- IT SyllabusDocument3 pagesIT SyllabusNeilKumarNo ratings yet
- Using Snapchat For OSINT - Save Videos Without OverlaysDocument12 pagesUsing Snapchat For OSINT - Save Videos Without OverlaysVo TinhNo ratings yet
- All MeterialsDocument236 pagesAll MeterialsTamzid AhmedNo ratings yet
- Medical filter performance specificationsDocument1 pageMedical filter performance specificationsPT.Intidaya Dinamika SejatiNo ratings yet
- ASD Manual and AISC LRFD Manual For Bolt Diameters Up To 6 Inches (150Document1 pageASD Manual and AISC LRFD Manual For Bolt Diameters Up To 6 Inches (150rabzihNo ratings yet
- Kastanakis 2014Document8 pagesKastanakis 2014Andreea Georgiana MocanuNo ratings yet
- Where On Earth Can Go Next?: AppleDocument100 pagesWhere On Earth Can Go Next?: Applepetrushevski_designeNo ratings yet
- 3 Steel Grating Catalogue 2010 - SERIES 1 PDFDocument6 pages3 Steel Grating Catalogue 2010 - SERIES 1 PDFPablo MatrakaNo ratings yet
- 40 Multiple Choice Questions in Basic StatisticsDocument8 pages40 Multiple Choice Questions in Basic StatisticsLevi CorralNo ratings yet
- 277Document18 pages277Rosy Andrea NicolasNo ratings yet
- 99 181471 - Sailor System 6000b 150w Gmdss MFHF - Ec Type Examination Module B - Uk TuvsudDocument6 pages99 181471 - Sailor System 6000b 150w Gmdss MFHF - Ec Type Examination Module B - Uk TuvsudPavankumar PuvvalaNo ratings yet
- Jesus - The Creator Unleashes Our Creative PotentialDocument1 pageJesus - The Creator Unleashes Our Creative PotentialKear Kyii WongNo ratings yet
- English Skills BookDocument49 pagesEnglish Skills BookAngela SpadeNo ratings yet
- Marijuana Grow Basics - Jorge CervantesDocument389 pagesMarijuana Grow Basics - Jorge CervantesHugo Herrera100% (1)
- Phys114 Ps 1Document11 pagesPhys114 Ps 1Reine Amabel JarudaNo ratings yet
- Donny UfoaksesDocument27 pagesDonny UfoaksesKang Bowo D'wizardNo ratings yet
- Analysis of VariancesDocument40 pagesAnalysis of VariancesSameer MalhotraNo ratings yet
- DMS-2017A Engine Room Simulator Part 1Document22 pagesDMS-2017A Engine Room Simulator Part 1ammarNo ratings yet
- EMECH 2 MarksDocument18 pagesEMECH 2 MarkspavanraneNo ratings yet
- Useful Coaching Questions: Questions To Create A State Change Questions To Ask When Something Goes WrongDocument2 pagesUseful Coaching Questions: Questions To Create A State Change Questions To Ask When Something Goes WrongAntonioNo ratings yet
- Impact of Recruitment & Selection on Employee RetentionDocument39 pagesImpact of Recruitment & Selection on Employee RetentiongizawNo ratings yet
- 67c Series Bulletin 08 04 PDFDocument12 pages67c Series Bulletin 08 04 PDFnight wolfNo ratings yet
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4.5 out of 5 stars4.5/5 (542)
- 8051 Microcontroller: An Applications Based IntroductionFrom Everand8051 Microcontroller: An Applications Based IntroductionRating: 5 out of 5 stars5/5 (6)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- Build Your Own Electric Vehicle, Third EditionFrom EverandBuild Your Own Electric Vehicle, Third EditionRating: 4.5 out of 5 stars4.5/5 (3)
- High Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsFrom EverandHigh Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsRating: 4 out of 5 stars4/5 (1)
- The Fast Track to Your Technician Class Ham Radio License: For Exams July 1, 2022 - June 30, 2026From EverandThe Fast Track to Your Technician Class Ham Radio License: For Exams July 1, 2022 - June 30, 2026Rating: 5 out of 5 stars5/5 (1)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4 out of 5 stars4/5 (331)
- 2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersFrom Everand2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersRating: 5 out of 5 stars5/5 (1)
- Lithium-Ion Battery: The Power of Electric Vehicles with Basics, Design, Charging technology & Battery Management SystemsFrom EverandLithium-Ion Battery: The Power of Electric Vehicles with Basics, Design, Charging technology & Battery Management SystemsRating: 5 out of 5 stars5/5 (2)
- Off-Grid Projects: Step-by-Step Guide to Building Your Own Off-Grid SystemFrom EverandOff-Grid Projects: Step-by-Step Guide to Building Your Own Off-Grid SystemNo ratings yet
- Upcycled Technology: Clever Projects You Can Do With Your Discarded Tech (Tech gift)From EverandUpcycled Technology: Clever Projects You Can Do With Your Discarded Tech (Tech gift)Rating: 4.5 out of 5 stars4.5/5 (2)
- Ramblings of a Mad Scientist: 100 Ideas for a Stranger TomorrowFrom EverandRamblings of a Mad Scientist: 100 Ideas for a Stranger TomorrowNo ratings yet
- The Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesFrom EverandThe Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesRating: 5 out of 5 stars5/5 (1)
- The Rare Metals War: the dark side of clean energy and digital technologiesFrom EverandThe Rare Metals War: the dark side of clean energy and digital technologiesRating: 5 out of 5 stars5/5 (2)
- Conquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeFrom EverandConquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeRating: 5 out of 5 stars5/5 (8)
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- C++ Programming Language: Simple, Short, and Straightforward Way of Learning C++ ProgrammingFrom EverandC++ Programming Language: Simple, Short, and Straightforward Way of Learning C++ ProgrammingRating: 4 out of 5 stars4/5 (1)
- Current Interruption Transients CalculationFrom EverandCurrent Interruption Transients CalculationRating: 4 out of 5 stars4/5 (1)
- Digital Gold: The Beginner's Guide to Digital Product Success, Learn Useful Tips and Methods on How to Create Digital Products and Earn Massive ProfitsFrom EverandDigital Gold: The Beginner's Guide to Digital Product Success, Learn Useful Tips and Methods on How to Create Digital Products and Earn Massive ProfitsRating: 5 out of 5 stars5/5 (3)
- The Graphene Revolution: The Weird Science of the Ultra-thinFrom EverandThe Graphene Revolution: The Weird Science of the Ultra-thinRating: 4.5 out of 5 stars4.5/5 (4)