You might also like
- Sucker Rod Accessory CatDocument8 pagesSucker Rod Accessory CatMohamedShafieNo ratings yet
- Temporary Pipe Installation GuideDocument17 pagesTemporary Pipe Installation GuideTeguh Setiono100% (1)
- Sucker Rod String Design OptimizationDocument9 pagesSucker Rod String Design Optimizationsiraj1993No ratings yet
- ESP Reliability Theory and Failure AnalysisDocument1 pageESP Reliability Theory and Failure Analysisazareiforoush100% (1)
- C 17.a Well ServicingDocument6 pagesC 17.a Well ServicingTadjer AmineNo ratings yet
- Gas-Liquid Flow Through Electric Submersible PumpsDocument8 pagesGas-Liquid Flow Through Electric Submersible PumpspicapicNo ratings yet
- Don - Nan Pump & SupplyDocument180 pagesDon - Nan Pump & Supplyjuliocanel2009100% (1)
- rp90 1 E2 Ballot2 DraftDocument85 pagesrp90 1 E2 Ballot2 Draftzero CHIRSTNo ratings yet
- XLOT Recommended PracticeDocument5 pagesXLOT Recommended PracticerashidbashirliveNo ratings yet
- Korvet JSC ESP Wellhead Oct-2006Document3 pagesKorvet JSC ESP Wellhead Oct-2006pavel chernov100% (2)
- 366 Inch Stroke Rotaflex Pumping Unit: Sucker Rod Pumping WorkshopDocument25 pages366 Inch Stroke Rotaflex Pumping Unit: Sucker Rod Pumping WorkshopDjomana CielNo ratings yet
- Introduction To Esp Cable: Modular Design Many OptionsDocument12 pagesIntroduction To Esp Cable: Modular Design Many OptionsAnthony SiuNo ratings yet
- Lufkin Mark IIDocument8 pagesLufkin Mark IIjulioramcaNo ratings yet
- MP Sync DescriptionDocument3 pagesMP Sync DescriptionHassan TolbaNo ratings yet
- Sec 3 Well ServicingDocument38 pagesSec 3 Well ServicingWilliam EvansNo ratings yet
- 17-ES-0401-04 - ESP Link System Field Installation Guide (English)Document33 pages17-ES-0401-04 - ESP Link System Field Installation Guide (English)Edwin Vitovis TorresNo ratings yet
- Beam Pumping System For Deep High-Volume WellsDocument16 pagesBeam Pumping System For Deep High-Volume WellsIri PelaezNo ratings yet
- C 06.C Wellhead DesignDocument6 pagesC 06.C Wellhead DesignJose David Hernandez OteroNo ratings yet
- Chapter 01 IntroductionDocument12 pagesChapter 01 Introductiondewidar1234100% (1)
- Reading Material CH 12 Sucker Rod PumpingDocument22 pagesReading Material CH 12 Sucker Rod PumpingSagar DadhichNo ratings yet
- Christopher Franklin - Handbook of Oil and Gas Operations PDFDocument281 pagesChristopher Franklin - Handbook of Oil and Gas Operations PDFHaitham AbdulrazzakNo ratings yet
- Development of Nodal Analysis For Production OptimizationDocument3 pagesDevelopment of Nodal Analysis For Production OptimizationMbarouk Shaame MbaroukNo ratings yet
- Progressive Cavity Pumps: Training GuideDocument18 pagesProgressive Cavity Pumps: Training GuideRyodi HanandaNo ratings yet
- Sliding SleeveDocument13 pagesSliding SleeveSuriya BaluNo ratings yet
- Corporate Booket NLS 2017 MayDocument13 pagesCorporate Booket NLS 2017 Mayanon_733788498No ratings yet
- Weatherford CORODDocument6 pagesWeatherford CORODclass 96No ratings yet
- 7 European Electric Submersible Pump Round Table Aberdeen, ScotlandDocument8 pages7 European Electric Submersible Pump Round Table Aberdeen, Scotlandshy_boyNo ratings yet
- Controll Cabin OEM PDFDocument47 pagesControll Cabin OEM PDFOvRrj AhmedNo ratings yet
- 12 - Sucker Rod Pumping - 2007 - Petroleum Production EngineeringDocument20 pages12 - Sucker Rod Pumping - 2007 - Petroleum Production EngineeringmissaouiNo ratings yet
- Instruction Manual 6460: Lead Seal Cementing Type Casing PatchDocument10 pagesInstruction Manual 6460: Lead Seal Cementing Type Casing PatchRagui StephanosNo ratings yet
- Wellhead - Saquib ErbilDocument109 pagesWellhead - Saquib ErbilYasir AhmedNo ratings yet
- Rodstar ManualDocument82 pagesRodstar Manualalexsr2005100% (1)
- Tubular Running Services ItemisedDocument10 pagesTubular Running Services ItemisedNoel JenningsNo ratings yet
- 3 - Presentation - Lufkin - Beam Pumping EfficinecyDocument36 pages3 - Presentation - Lufkin - Beam Pumping EfficinecyMohamed ShafieNo ratings yet
- ESP Pumps in Viscous LiquidsDocument68 pagesESP Pumps in Viscous Liquidsalexis_viteriNo ratings yet
- 2006 International Sucker Rod Pumping WorkshopDocument33 pages2006 International Sucker Rod Pumping WorkshopRodrigo DacolNo ratings yet
- 26 Mill-EZ Composite Bridge PlugDocument2 pages26 Mill-EZ Composite Bridge PlugzbhdzpNo ratings yet
- Boost Well Production with Gas Lift EquipmentDocument51 pagesBoost Well Production with Gas Lift EquipmentSufian R EllabbadNo ratings yet
- DynamometerDocument28 pagesDynamometerzezo2011100% (4)
- Plunger lift performance and operating experience in Ventura Avenue FieldDocument17 pagesPlunger lift performance and operating experience in Ventura Avenue FieldnicolasbelliniNo ratings yet
- Meerkat PT ShakerDocument8 pagesMeerkat PT ShakerEdgar Angulo ArizaNo ratings yet
- 1 3 Presentation Black Gold CentralizerDocument15 pages1 3 Presentation Black Gold Centralizersami NaNo ratings yet
- PPE I PR 005Document11 pagesPPE I PR 005MahanderOadNo ratings yet
- 4 Workover and Potential HazardsDocument24 pages4 Workover and Potential HazardsaliNo ratings yet
- Gas Seperator PDFDocument11 pagesGas Seperator PDFshy_boyNo ratings yet
- Parveen Well Head PDFDocument25 pagesParveen Well Head PDFRatnakar PatilNo ratings yet
- OF11-0007R00 LWM PCP Data Sheet PDFDocument2 pagesOF11-0007R00 LWM PCP Data Sheet PDFShadySadanyNo ratings yet
- Sucker Rod Overshots: Instruction Manual 1010Document14 pagesSucker Rod Overshots: Instruction Manual 1010Shag ShaggyNo ratings yet
- Analysis of An Annular Pressure Buildup Failure During Drill AheadDocument6 pagesAnalysis of An Annular Pressure Buildup Failure During Drill AheadJulian OlarteNo ratings yet
- Capillary Injection System Restores Production in Offshore Gas WellsDocument6 pagesCapillary Injection System Restores Production in Offshore Gas WellsLuisAlbertoVazquezNo ratings yet
- SPE IADC 119746 Automated Drilling Performance MeasDocument14 pagesSPE IADC 119746 Automated Drilling Performance MeasBarrett BoucherNo ratings yet
- Coiled Tubing Troubleshooting SolutionsDocument6 pagesCoiled Tubing Troubleshooting SolutionsMohamed HashemNo ratings yet
- Welltec Corporate Presentation - PDFDocument18 pagesWelltec Corporate Presentation - PDFzapspaz0% (1)
- Radial Bond Tool 004Document1 pageRadial Bond Tool 004sudiptodattaNo ratings yet
- DOP 206 - Rev 4Document12 pagesDOP 206 - Rev 4Fernando AybarNo ratings yet
- Advanced Water Injection for Low Permeability Reservoirs: Theory and PracticeFrom EverandAdvanced Water Injection for Low Permeability Reservoirs: Theory and PracticeRating: 4 out of 5 stars4/5 (2)
- Hydrocarbon Fluid Inclusions in Petroliferous BasinsFrom EverandHydrocarbon Fluid Inclusions in Petroliferous BasinsNo ratings yet
- Guidelines & Recommended Practices For Selection of Artificial Lift SystemsDocument19 pagesGuidelines & Recommended Practices For Selection of Artificial Lift SystemsHesham SamyNo ratings yet
- Guide to Selecting Artificial Lift for Gas WellsDocument20 pagesGuide to Selecting Artificial Lift for Gas WellsRaymundo Leonardo Pérez SierraNo ratings yet
- Design of Sucker Rod Pump for Offshore Oil WellDocument13 pagesDesign of Sucker Rod Pump for Offshore Oil Wellpramod_prasad_3No ratings yet
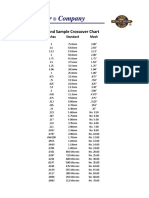
- Sand Sample Crossover ChartDocument2 pagesSand Sample Crossover ChartLEONARDO ARZUZANo ratings yet
- SCD-x4 Single Wire Wrap ScreenDocument2 pagesSCD-x4 Single Wire Wrap ScreenLEONARDO ARZUZANo ratings yet
- SCD x4 Pre Pack ScreenDocument2 pagesSCD x4 Pre Pack ScreenLEONARDO ARZUZANo ratings yet
- Rate Flow Conversion NomographDocument1 pageRate Flow Conversion NomographLEONARDO ARZUZANo ratings yet
- Steel Tube FilterDocument3 pagesSteel Tube FilterLEONARDO ARZUZANo ratings yet
- Eliminator IVDocument2 pagesEliminator IVLEONARDO ARZUZANo ratings yet
- Downhole Tubing Filters PDFDocument2 pagesDownhole Tubing Filters PDFLEONARDO ARZUZANo ratings yet
- Steeltubefilter PDFDocument1 pageSteeltubefilter PDFLEONARDO ARZUZANo ratings yet
- Tubing Filters: Eccentric VeinDocument1 pageTubing Filters: Eccentric VeinLEONARDO ARZUZANo ratings yet
- Stim Lab Tests Stanley Gas SeparatorDocument5 pagesStim Lab Tests Stanley Gas SeparatorLEONARDO ARZUZANo ratings yet
- Optimization Through Downhole Gas SeparationDocument21 pagesOptimization Through Downhole Gas Separationleoarzuza100% (1)
- Father of Love and Mercy Prayer GroupDocument10 pagesFather of Love and Mercy Prayer GroupLEONARDO ARZUZANo ratings yet
- Pumping Flumping Sucker Rod Lifted WellsDocument12 pagesPumping Flumping Sucker Rod Lifted WellsLEONARDO ARZUZANo ratings yet
- Pump Intake Pressure Determined From Fluid Levels Dynamometers and Valve Test MeasurementsDocument13 pagesPump Intake Pressure Determined From Fluid Levels Dynamometers and Valve Test MeasurementsLEONARDO ARZUZANo ratings yet
- Footing Tie Beam Details: Left MID RightDocument1 pageFooting Tie Beam Details: Left MID RightLong Live TauNo ratings yet
- Socio Economic Impact Assessment of Industrial Projects in IndiaDocument7 pagesSocio Economic Impact Assessment of Industrial Projects in IndiahenrywilsonbagaleNo ratings yet
- CasingDocument31 pagesCasingsouthliNo ratings yet
- Guidelines for developing traffic control plansDocument29 pagesGuidelines for developing traffic control plansمحمد عامرNo ratings yet
- Electrical ClearancesDocument10 pagesElectrical ClearancesJulios Charl Panuncialman TagupaNo ratings yet
- Installation Instructions: Safety Considerations WarningDocument76 pagesInstallation Instructions: Safety Considerations WarningLuis GomezNo ratings yet
- Significance of Test and Properties of Concrete and Concrete Making MaterialDocument220 pagesSignificance of Test and Properties of Concrete and Concrete Making MaterialHarun Alrasyid78% (9)
- Mmse Journal Vol11Document319 pagesMmse Journal Vol11Mmse JournalNo ratings yet
- Structural Analysis of Pipe Rack Structures - FinalDocument205 pagesStructural Analysis of Pipe Rack Structures - FinalJasna Trifković MešićNo ratings yet
- Start Up Blue BookDocument40 pagesStart Up Blue BookVaishnav ParivarNo ratings yet
- Design - Calcs - Coupling Beams 4-7Document4 pagesDesign - Calcs - Coupling Beams 4-7Krishna AnishNo ratings yet
- Water Bound MacadamDocument4 pagesWater Bound MacadamAnil MarsaniNo ratings yet
- Cable Number From To XXX Mains Cable Item Number Voltage Grade Conductor TypeDocument22 pagesCable Number From To XXX Mains Cable Item Number Voltage Grade Conductor TypeDashrath SinghNo ratings yet
- 3.HYDRANT For TejgaonDocument6 pages3.HYDRANT For Tejgaonmujahid_islam85No ratings yet
- Home Exploration Process: Understanding the StepsDocument3 pagesHome Exploration Process: Understanding the StepsMishra SanjayNo ratings yet
- X Series 2t-16t Service Manual 2021.01Document74 pagesX Series 2t-16t Service Manual 2021.01Jose ZarateNo ratings yet
- RFP For Detailed Engineering of Wellhead DevelopmentDocument10 pagesRFP For Detailed Engineering of Wellhead DevelopmentHafiz AkhtarNo ratings yet
- API Specifications and StandardsDocument2 pagesAPI Specifications and StandardsAlvin Smith100% (1)
- A Report On Workability of Fresh Concrete by Slump TestDocument5 pagesA Report On Workability of Fresh Concrete by Slump TestRishabhJain100% (1)
- Guillemette Sikorsky CSAT 2011 RevisedDocument46 pagesGuillemette Sikorsky CSAT 2011 RevisedycwbycwbNo ratings yet
- Proposal Sheet SH 27 9.6.17Document526 pagesProposal Sheet SH 27 9.6.17praveenNo ratings yet
- Fox Alps Shock Maintenance GuideDocument7 pagesFox Alps Shock Maintenance Guide1976fcoNo ratings yet
- HILTI DTA Hilt PDFDocument9 pagesHILTI DTA Hilt PDFDesta Sandi Putra PrabowoNo ratings yet
- Shaiju - Project EngineerDocument3 pagesShaiju - Project EngineerShaiju Narayanan100% (1)
- Machine DesignDocument39 pagesMachine DesignJp G PeterosNo ratings yet
- Basco Price List FinalDocument24 pagesBasco Price List FinalBernie Quep100% (1)
- CP220i Manual Standard Part Numbers Complete - MasterDocument67 pagesCP220i Manual Standard Part Numbers Complete - Masterjacklyn ade putra100% (1)
- 1502 HOBAS-PipeLine Railway-Jacking PDFDocument12 pages1502 HOBAS-PipeLine Railway-Jacking PDFSaif AlkatbNo ratings yet
- Wind FarmDocument122 pagesWind Farmriz2010No ratings yet
- Building SkinsDocument200 pagesBuilding SkinsRaluca Popovici100% (3)