You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Applications of Artificial Intelligence & Associated TechnologiesDocument6 pagesApplications of Artificial Intelligence & Associated TechnologiesdbpublicationsNo ratings yet
- Development of Android/ IOS Based Application To Access Aadhar Database For Utilization in General Elections - Aadhar Based Electoral ApplicationDocument9 pagesDevelopment of Android/ IOS Based Application To Access Aadhar Database For Utilization in General Elections - Aadhar Based Electoral ApplicationdbpublicationsNo ratings yet
- A New Direction For Computer Architecture ResearchDocument10 pagesA New Direction For Computer Architecture ResearchdbpublicationsNo ratings yet
- Review On Hand Gesture RecognitionDocument5 pagesReview On Hand Gesture RecognitiondbpublicationsNo ratings yet
- Survey of IOT Based Patient Health Monitoring SystemDocument5 pagesSurvey of IOT Based Patient Health Monitoring SystemdbpublicationsNo ratings yet
- A Survey On Power - Efficient Forward Error Correction Scheme For Wireless Sensor NetworksDocument7 pagesA Survey On Power - Efficient Forward Error Correction Scheme For Wireless Sensor NetworksdbpublicationsNo ratings yet
- Remote Monitoring of Vehicle Diagnostics and Location Tracking Telemetric Using A Smart Box With GPS & GPRSDocument7 pagesRemote Monitoring of Vehicle Diagnostics and Location Tracking Telemetric Using A Smart Box With GPS & GPRSdbpublicationsNo ratings yet
- HADOOP Based Recommendation Algorithm For Micro-Video URLDocument9 pagesHADOOP Based Recommendation Algorithm For Micro-Video URLdbpublicationsNo ratings yet
- Role Based Access Control Model (RBACM) With Efficient Genetic Algorithm (GA) For Cloud Data Encoding, Encrypting and ForwardingDocument8 pagesRole Based Access Control Model (RBACM) With Efficient Genetic Algorithm (GA) For Cloud Data Encoding, Encrypting and ForwardingdbpublicationsNo ratings yet
- Two-Phase TDS Approach For Data Anonymization To Preserving Bigdata PrivacyDocument7 pagesTwo-Phase TDS Approach For Data Anonymization To Preserving Bigdata PrivacydbpublicationsNo ratings yet
- Optimization of Bajaj Three Wheeler Carburetor Fuel Tube For Better PerformanceDocument7 pagesOptimization of Bajaj Three Wheeler Carburetor Fuel Tube For Better PerformancedbpublicationsNo ratings yet
- Web Oriented FIM For Large Scale Dataset Using HadoopDocument5 pagesWeb Oriented FIM For Large Scale Dataset Using HadoopdbpublicationsNo ratings yet
- TR 00092 PDFDocument6 pagesTR 00092 PDFdbpublicationsNo ratings yet
- An Opportunistic Routing ProtocolDocument3 pagesAn Opportunistic Routing ProtocoldbpublicationsNo ratings yet
- Iec 60243-1-2013Document58 pagesIec 60243-1-2013FernandoCrespoMon100% (1)
- The Power of Adventure in Your Hand: Product Catalog Volume 4 2019Document20 pagesThe Power of Adventure in Your Hand: Product Catalog Volume 4 2019Michael ShelbyNo ratings yet
- Typical Detailing of Reinforcements in Beams and SlabsDocument2 pagesTypical Detailing of Reinforcements in Beams and SlabsNaveen BansalNo ratings yet
- Computational Neuroscience CW1 (Bristol)Document3 pagesComputational Neuroscience CW1 (Bristol)libannfNo ratings yet
- Ch-21 Runoff TrianglesDocument9 pagesCh-21 Runoff TrianglesIsha TachhekarNo ratings yet
- Mathematical Analysisand Optimizationfor EconomistsDocument4 pagesMathematical Analysisand Optimizationfor EconomistsGuillermo GómezNo ratings yet
- Commissioning PFDC DriveDocument45 pagesCommissioning PFDC DriveFonoaudióloga Gisele RezendeNo ratings yet
- 23AE23 DS enDocument4 pages23AE23 DS enBhageerathi SahuNo ratings yet
- Form in MusicDocument8 pagesForm in MusicAndri KurniawanNo ratings yet
- Configuration A: Unloaded BJT Transistor AmplifiersDocument3 pagesConfiguration A: Unloaded BJT Transistor AmplifiersdasdNo ratings yet
- V1 N2 1980 RabenhorstDocument6 pagesV1 N2 1980 Rabenhorstraa2010No ratings yet
- Code of Practice For Selection, Laying of Moist Fuel Gas Lines IPSS:1-06-014-17Document11 pagesCode of Practice For Selection, Laying of Moist Fuel Gas Lines IPSS:1-06-014-17Sarbendu PaulNo ratings yet
- Chem Cheat Sheet MasterDocument6 pagesChem Cheat Sheet MasteradamhamelehNo ratings yet
- Acceleration InquiryDocument4 pagesAcceleration Inquiryapi-240343522No ratings yet
- Physics Gcse Coursework Resistance of A WireDocument8 pagesPhysics Gcse Coursework Resistance of A Wiref5dq3ch5100% (2)
- Assignment - 1 Introduction of Machines and Mechanisms: TheoryDocument23 pagesAssignment - 1 Introduction of Machines and Mechanisms: TheoryAman AmanNo ratings yet
- Lecture 2: Stacks and Queues: CSE 373: Data Structures and AlgorithmsDocument31 pagesLecture 2: Stacks and Queues: CSE 373: Data Structures and AlgorithmsTawsifNo ratings yet
- Soiling Rates of PV Modules vs. Thermopile PyranometersDocument3 pagesSoiling Rates of PV Modules vs. Thermopile PyranometersAbdul Mohid SheikhNo ratings yet
- Tecumseh Parts List OHV 135Document5 pagesTecumseh Parts List OHV 135M MNo ratings yet
- NumaticsFRLFlexiblokR072010 EsDocument40 pagesNumaticsFRLFlexiblokR072010 EsGabriel San Martin RifoNo ratings yet
- ImmunologyDocument8 pagesImmunologyማላያላም ማላያላም89% (9)
- 20CB PDFDocument59 pages20CB PDFChidiebere Samuel OkogwuNo ratings yet
- Application Note Usrp and HDSDR Spectrum MonitoringDocument14 pagesApplication Note Usrp and HDSDR Spectrum MonitoringcaraboyNo ratings yet
- Fluid Mechanics EXERCHAP08Document3 pagesFluid Mechanics EXERCHAP08scribdgggNo ratings yet
- LTE Rach ProcedureDocument4 pagesLTE Rach ProcedureDeepak JammyNo ratings yet
- Mit BBM (Ib), Ipm-Session 2.4Document32 pagesMit BBM (Ib), Ipm-Session 2.4Yogesh AdhateNo ratings yet
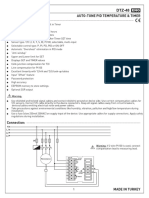
- Auto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3Document4 pagesAuto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3sharawany 20No ratings yet
- Strain STREMADocument6 pagesStrain STREMAChavin StormNo ratings yet
- Lec1 PDFDocument12 pagesLec1 PDFtogarsNo ratings yet
- Magnetophoresis and Electromagnetophoresis of Microparticles in LiquidsDocument7 pagesMagnetophoresis and Electromagnetophoresis of Microparticles in Liquids3issazakaNo ratings yet