You might also like
- Vastago EmboloDocument1 pageVastago EmboloJoelCristobalNo ratings yet
- PR 101Document74 pagesPR 101JoelCristobalNo ratings yet
- Hydraulics of Closed Conduit Spillways: Esetstiea!. C$PyDocument62 pagesHydraulics of Closed Conduit Spillways: Esetstiea!. C$PyJoelCristobalNo ratings yet
- Victaulic Fabricated Steel Fittings: Publication 14.04Document7 pagesVictaulic Fabricated Steel Fittings: Publication 14.04JoelCristobalNo ratings yet
- Cerro Verde Production Unit Expansion Inspection SummaryDocument1 pageCerro Verde Production Unit Expansion Inspection SummaryJoelCristobalNo ratings yet
- Self-Aerated Flow on Corps of Engineers Spillways Technical ReportDocument114 pagesSelf-Aerated Flow on Corps of Engineers Spillways Technical ReportJoelCristobalNo ratings yet
- PR 006Document166 pagesPR 006JoelCristobalNo ratings yet
- Specimen Gaban Outline FontDocument3 pagesSpecimen Gaban Outline FontDario CarNo ratings yet
- WGS 84Document175 pagesWGS 84rtallenNo ratings yet
- ASME STD B30.12 Handling Loads Suspended From Rotorcraft (2011)Document36 pagesASME STD B30.12 Handling Loads Suspended From Rotorcraft (2011)JoelCristobalNo ratings yet
- Nalco Elimin-Ox®: Material Safety Data SheetDocument11 pagesNalco Elimin-Ox®: Material Safety Data SheetJoelCristobalNo ratings yet
- CP041Fen Bypass DampfkesselDocument12 pagesCP041Fen Bypass DampfkesselJoelCristobalNo ratings yet
- Goulds Pump3196X Bulletin Read 05 PDFDocument28 pagesGoulds Pump3196X Bulletin Read 05 PDFgefNo ratings yet
- b30.6 DerricksDocument38 pagesb30.6 DerricksDon Miguel100% (2)
- Specimen Gaban Outline FontDocument3 pagesSpecimen Gaban Outline FontDario CarNo ratings yet
- Fuel Nozzles for Oil Burners: Technical Aspects of ApplicationsDocument11 pagesFuel Nozzles for Oil Burners: Technical Aspects of Applicationssreemetals9117100% (2)
- ANSI FlangeDocument10 pagesANSI FlangemechftpNo ratings yet
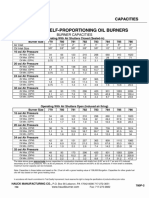
- Self-Proportioning Oil Burner Supplemental Data SheetDocument12 pagesSelf-Proportioning Oil Burner Supplemental Data SheetJoelCristobalNo ratings yet
- What Is The PH of H2O2 Solutions - USP TechnologiesDocument2 pagesWhat Is The PH of H2O2 Solutions - USP TechnologiesJoelCristobalNo ratings yet
- 306 1-90Document5 pages306 1-90farhadamNo ratings yet
- GRS 80 Moritz PDFDocument35 pagesGRS 80 Moritz PDFNadira MgsNo ratings yet
- ASME B73 Pump Standards OverviewDocument16 pagesASME B73 Pump Standards Overviewdang2172014No ratings yet
- CMAA Crane Duty Classifications ExplainedDocument1 pageCMAA Crane Duty Classifications ExplainedJoelCristobalNo ratings yet
- 87 SDRDocument124 pages87 SDRJoelCristobalNo ratings yet
- Fuel Nozzles for Oil Burners: Technical Aspects of ApplicationsDocument11 pagesFuel Nozzles for Oil Burners: Technical Aspects of Applicationssreemetals9117100% (2)
- APXDocument40 pagesAPXJoelCristobalNo ratings yet
- Radiant Cooling Design Manual PDFDocument230 pagesRadiant Cooling Design Manual PDFJoelCristobal100% (1)
- Itt Best Practice 08Document3 pagesItt Best Practice 08JoelCristobalNo ratings yet
- Classification of Heat ExchangersDocument77 pagesClassification of Heat Exchangers4605566vivek100% (1)
- Models: CV 42-CS CV 42L-CS CV 42-SS CV 42L-SS: FeaturesDocument2 pagesModels: CV 42-CS CV 42L-CS CV 42-SS CV 42L-SS: FeaturesJoelCristobalNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Sem1 Unit4 Chemical BondingDocument11 pagesSem1 Unit4 Chemical BondingRajNo ratings yet
- Dielectric constants of various liquidsDocument1 pageDielectric constants of various liquidsShailendra RaneNo ratings yet
- Herbs For Iimmunity and MoreDocument34 pagesHerbs For Iimmunity and MoreSoror OnyxNo ratings yet
- AP Chem CH 3 Practice QuizAP Chemistry Practice TestDocument5 pagesAP Chem CH 3 Practice QuizAP Chemistry Practice TesthydrocrackermanNo ratings yet
- E1aa Bolted - AtexDocument15 pagesE1aa Bolted - AtexWilliam JacksonNo ratings yet
- Dykdtjtsjfjgkfkrykryexadqtehe PDFDocument8 pagesDykdtjtsjfjgkfkrykryexadqtehe PDFPratham BhallaNo ratings yet
- 08 - Naming Covalent Compounds KeyDocument3 pages08 - Naming Covalent Compounds Keyapi-292000448No ratings yet
- Service Manual - Sandpiper s15Document24 pagesService Manual - Sandpiper s15tineohNo ratings yet
- January 2019 QP - Paper 2C Edexcel Chemistry IGCSEDocument20 pagesJanuary 2019 QP - Paper 2C Edexcel Chemistry IGCSEmalka sabaNo ratings yet
- Parker PTFE Seal Design Guide PDE3354gbDocument192 pagesParker PTFE Seal Design Guide PDE3354gbspringkimNo ratings yet
- Cambridge IGCSE Chemistry Classified Paper_2 Topic 1 States of Matter Diffusion RatesDocument9 pagesCambridge IGCSE Chemistry Classified Paper_2 Topic 1 States of Matter Diffusion Ratesmostafa barakatNo ratings yet
- c2 Higher Revision Questions - Sets 12 3 Higher Tier OnlyDocument110 pagesc2 Higher Revision Questions - Sets 12 3 Higher Tier Onlyapi-320022467No ratings yet
- Science Focus 3 Coursebook AnswersDocument61 pagesScience Focus 3 Coursebook AnswersApapond Jirasirichote45% (11)
- HEI-IMS-CHEM-SOP06 Chemicals Handling ProcedureDocument22 pagesHEI-IMS-CHEM-SOP06 Chemicals Handling Procedurerizwan chNo ratings yet
- The Halogen FamilyDocument21 pagesThe Halogen FamilyAshish KumarNo ratings yet
- FluorineDocument13 pagesFluorineAndrei MatusaNo ratings yet
- Chem Ex6answersDocument7 pagesChem Ex6answersVarshLokNo ratings yet
- Atomic Elements TableDocument4 pagesAtomic Elements TablePaneyNo ratings yet
- Opteon XP40 (R-449A) Refrigerant: Safety Data SheetDocument16 pagesOpteon XP40 (R-449A) Refrigerant: Safety Data SheetElvis Farias0% (1)
- Edexcel IGCSE Chemistry Paper 2H November 2005Document24 pagesEdexcel IGCSE Chemistry Paper 2H November 2005m_jabbal22230% (1)
- Animal Scientific Name Animal Scientific NameDocument11 pagesAnimal Scientific Name Animal Scientific NameRobert EdwardsNo ratings yet
- Answers To The Cambridge Checkpoint Science 3Document26 pagesAnswers To The Cambridge Checkpoint Science 3Nur Dina Zaulkiflee75% (8)
- Chemistry P Block ElementsDocument14 pagesChemistry P Block ElementsSurendra Tyagi0% (1)
- 0620 m18 QP 32Document16 pages0620 m18 QP 32HaziraAzlyNo ratings yet
- NFIL Investor Presentation Highlights Specialty Fluorine Company GrowthDocument28 pagesNFIL Investor Presentation Highlights Specialty Fluorine Company GrowthJigar ValiaNo ratings yet
- Data Sheet SandPiper PumpsDocument7 pagesData Sheet SandPiper PumpsPaulo BianchiniNo ratings yet
- Chapter 1 (Answer)Document4 pagesChapter 1 (Answer)MThana BalanNo ratings yet
- Preparation, Characterization and Electronic Properties of Fluorine-Doped Tin Oxide FilmsDocument4 pagesPreparation, Characterization and Electronic Properties of Fluorine-Doped Tin Oxide FilmsMd Johurul IslamNo ratings yet
- Esters food flavouring purity check boiling pointDocument17 pagesEsters food flavouring purity check boiling pointAlley EioNo ratings yet
- SAT Subject Chemistry Practice Test 1 (Princeton Review)Document15 pagesSAT Subject Chemistry Practice Test 1 (Princeton Review)KiyowoNo ratings yet