You might also like
- Matching Supply With Demand Solutions To End of Chapter Problems 4Document6 pagesMatching Supply With Demand Solutions To End of Chapter Problems 4Omar Al-azzawi100% (1)
- OPIM101 - Spring 2011 - Exam 1 - Solutions PDFDocument17 pagesOPIM101 - Spring 2011 - Exam 1 - Solutions PDFjoe91bmw0% (1)
- OPIM101 - Practice Exam 1 - Solutions PDFDocument14 pagesOPIM101 - Practice Exam 1 - Solutions PDFjoe91bmwNo ratings yet
- Valley Forge Problem SoutionDocument5 pagesValley Forge Problem SoutionSashi Velnati0% (1)
- Manzana-Class 6 - Capacity IV and CEMDocument22 pagesManzana-Class 6 - Capacity IV and CEMSateesh HegdeNo ratings yet
- Powered by Koffee (EOQ + ROP)Document2 pagesPowered by Koffee (EOQ + ROP)Abeer SaadedineNo ratings yet
- Solutions To End of Chapter Problems 3Document4 pagesSolutions To End of Chapter Problems 3ArunSharmaNo ratings yet
- Manzana Insurance Case Study Analyzes Declining ProfitsDocument9 pagesManzana Insurance Case Study Analyzes Declining ProfitsSweetya ChaudharyNo ratings yet
- Exercises On Supply Process CapacityDocument2 pagesExercises On Supply Process Capacityyahska1305100% (1)
- Opre6302 Operations Management Assignment #3Document3 pagesOpre6302 Operations Management Assignment #3NingFu0% (3)
- Chapter 12: Betting On Uncertain Demand AnswersDocument9 pagesChapter 12: Betting On Uncertain Demand Answersslitandkiss100% (1)
- Group 8 - Donner SolutionDocument4 pagesGroup 8 - Donner SolutionMayank MishraNo ratings yet
- Donner Company Process Flow ChartDocument1 pageDonner Company Process Flow ChartzindalonerNo ratings yet
- National Cranberry Case Report Operations ManagementDocument7 pagesNational Cranberry Case Report Operations ManagementKarthik TirupatiNo ratings yet
- Case: Manzana InsuranceDocument4 pagesCase: Manzana InsurancesaurabhsaursNo ratings yet
- Operation Management Assignment 2 Manzana Insurance CaseDocument6 pagesOperation Management Assignment 2 Manzana Insurance CaseBinandita DeNo ratings yet
- OM WordDocument3 pagesOM WordpulakitNo ratings yet
- Chapter 2 Solutions - Matching Supply With DemandDocument13 pagesChapter 2 Solutions - Matching Supply With Demanddonutshop100% (1)
- Ch7 9 SolutionDocument16 pagesCh7 9 Solutionluxmean50% (2)
- Manzana Insurance - Operations ManagementDocument9 pagesManzana Insurance - Operations ManagementRaghavanNo ratings yet
- Matching Demand With Supply Solution of Chapter 2Document1 pageMatching Demand With Supply Solution of Chapter 2Prince ShovonNo ratings yet
- BUSI 634 HW 1 SolutionsDocument2 pagesBUSI 634 HW 1 SolutionsrayshortyNo ratings yet
- Three Step Process Operations ManagementDocument14 pagesThree Step Process Operations ManagementDeepthi NadimpalliNo ratings yet
- Manzana Case Study - 020409Document8 pagesManzana Case Study - 020409sbarczy999No ratings yet
- OPIM101 - Spring 2010 - R4 SolutionsDocument4 pagesOPIM101 - Spring 2010 - R4 Solutionsjoe91bmwNo ratings yet
- Write Up - Case Study - Donner CompanyDocument6 pagesWrite Up - Case Study - Donner CompanyGanesh AroteNo ratings yet
- ManzanaDocument8 pagesManzanaArthi A KumarNo ratings yet
- National Cranberry Cooperative - 11BM60070Document3 pagesNational Cranberry Cooperative - 11BM60070Neelesh KhattarNo ratings yet
- Solutions To End of Chapter Problems 2Document2 pagesSolutions To End of Chapter Problems 2shp0719100% (1)
- Case-5 2Document10 pagesCase-5 2Junghoon YangPark100% (1)
- OM Cheat SheetDocument1 pageOM Cheat SheetslitandkissNo ratings yet
- Assignment #1: Merton Truck Company Question 1: What Is The Contribution Toward Fixed Costs If Only Model 101 Is Built?Document9 pagesAssignment #1: Merton Truck Company Question 1: What Is The Contribution Toward Fixed Costs If Only Model 101 Is Built?TerryNo ratings yet
- National Cranberry Case Analysis BottleneckDocument3 pagesNational Cranberry Case Analysis BottleneckHardik SemlaniNo ratings yet
- MSIS 511 Operations Management Problem SetsTITLEMSIS 511 Operations Management Problem Set SolutionsDocument8 pagesMSIS 511 Operations Management Problem SetsTITLEMSIS 511 Operations Management Problem Set SolutionsjarjonaeNo ratings yet
- Kristen's Cookie CaseDocument2 pagesKristen's Cookie CaseAnnice ChangNo ratings yet
- Group 1 Donner Company CaseDocument7 pagesGroup 1 Donner Company CaseAjay Kumar100% (1)
- Ciceros Six Mistakes of ManDocument4 pagesCiceros Six Mistakes of ManschorleworleNo ratings yet
- NCC Awasthi 11BM60071Document8 pagesNCC Awasthi 11BM60071Abhishek AwasthiNo ratings yet
- Line Balancing and Labor Productivity Practice QuestionsDocument7 pagesLine Balancing and Labor Productivity Practice Questionssyed aliNo ratings yet
- Cachon, Problems and Solutions, Chapter 2Document5 pagesCachon, Problems and Solutions, Chapter 2Claudia100% (2)
- DONNER COMPANY Case AnalysisDocument12 pagesDONNER COMPANY Case Analysisnikitajain021100% (2)
- Little's Law: Relating Average Flow Time, Throughput, and Average InventoryDocument65 pagesLittle's Law: Relating Average Flow Time, Throughput, and Average InventoryVerb8No ratings yet
- Operations Management National Cranberry CaseDocument12 pagesOperations Management National Cranberry CaseKarthik TirupatiNo ratings yet
- IDS 532 - National Cranberry Case Study - AnswersDocument4 pagesIDS 532 - National Cranberry Case Study - AnswersVikas Mani TripathiNo ratings yet
- OM - National Cranberry - TemplateDocument3 pagesOM - National Cranberry - Templatebeta alpha gammaNo ratings yet
- Microsoft Excel 15.0 Sensitivity Report for Manvi-Motors_T.xlsx ModelDocument2 pagesMicrosoft Excel 15.0 Sensitivity Report for Manvi-Motors_T.xlsx ModelSUKEERTI100% (1)
- Donner Case Operations ManagementDocument3 pagesDonner Case Operations Managementleeladon0% (1)
- Power ToysDocument3 pagesPower ToysSashi VelnatiNo ratings yet
- OPIM 101 Extra Study Problems SolutionsDocument17 pagesOPIM 101 Extra Study Problems Solutionsjoe91bmw100% (1)
- Manzana Insurance Fruitvale Branch - Group 6Document6 pagesManzana Insurance Fruitvale Branch - Group 6Puneet AgarwalNo ratings yet
- Manzana Insurance - Fruitvale Branch: Operations Management Case Analysis Group 4Document8 pagesManzana Insurance - Fruitvale Branch: Operations Management Case Analysis Group 4jyNiNo ratings yet
- National Cranberry Case Report Operations Management - IDocument9 pagesNational Cranberry Case Report Operations Management - IVikash KumarNo ratings yet
- MAC Davey Brothers - AkshatDocument4 pagesMAC Davey Brothers - AkshatPRIKSHIT SAINI IPM 2019-24 BatchNo ratings yet
- Manzana - Answer KeyDocument13 pagesManzana - Answer KeyAjay Kumar Ramachandran100% (1)
- OPIM 101 Midterm Exam QuestionsDocument12 pagesOPIM 101 Midterm Exam Questionsjoe91bmw0% (1)
- Quiz 2 With AnsDocument4 pagesQuiz 2 With AnsAbhishree JainNo ratings yet
- Final Exam Solutions UPLOADEDDocument9 pagesFinal Exam Solutions UPLOADEDyashar250085% (26)
- IDS 532 Midterm Fall 2015Document7 pagesIDS 532 Midterm Fall 2015Vikas Mani TripathiNo ratings yet
- Materi 2 - Process AnalysisDocument28 pagesMateri 2 - Process AnalysisGaganNugrahaPutraNo ratings yet
- OPIM101 - Spring 2015 - Mentoring 3 - Questions and Answers PDFDocument34 pagesOPIM101 - Spring 2015 - Mentoring 3 - Questions and Answers PDFjoe91bmw0% (2)
- OPIM101 - Spring 2015 - Mentoring 3 - Questions and Answers PDFDocument34 pagesOPIM101 - Spring 2015 - Mentoring 3 - Questions and Answers PDFjoe91bmw0% (2)
- Don't Trust Your GutDocument1 pageDon't Trust Your Gutjoe91bmwNo ratings yet
- Inventory Turnover Cost of Sales / Avg Inventory High Is Effective Inv MGMT Days of Inventory On Hand (DOH) 365/inv TurnoverDocument3 pagesInventory Turnover Cost of Sales / Avg Inventory High Is Effective Inv MGMT Days of Inventory On Hand (DOH) 365/inv Turnoverjoe91bmwNo ratings yet
- 10 Main Takeaways: Harrah's Entertainment Inc. Class 4: IT & Customer ManagementDocument3 pages10 Main Takeaways: Harrah's Entertainment Inc. Class 4: IT & Customer ManagementPrajumnaAdokshajaNo ratings yet
- Problem 6 ADocument2 pagesProblem 6 Ajoe91bmwNo ratings yet
- OPIM101 - Spring 2013 - Recitation 4 PDFDocument20 pagesOPIM101 - Spring 2013 - Recitation 4 PDFjoe91bmwNo ratings yet
- Opim Cheat SheetDocument3 pagesOpim Cheat Sheetjoe91bmwNo ratings yet
- Opim Cheat SheetDocument3 pagesOpim Cheat Sheetjoe91bmwNo ratings yet
- OPIM101 - Spring 2015 - Mentoring 3 - Questions and Answers PDFDocument34 pagesOPIM101 - Spring 2015 - Mentoring 3 - Questions and Answers PDFjoe91bmw0% (2)
- OPIM101 - Spring 2010 - Assignment 3Document3 pagesOPIM101 - Spring 2010 - Assignment 3joe91bmwNo ratings yet
- OPIM101 - Spring 2013 - Recitation 4 PDFDocument20 pagesOPIM101 - Spring 2013 - Recitation 4 PDFjoe91bmwNo ratings yet
- OPIM 101 Recitation 1 SolutionsDocument5 pagesOPIM 101 Recitation 1 Solutionsjoe91bmwNo ratings yet
- OPIM 101 Assignment 2 Spring 2013Document5 pagesOPIM 101 Assignment 2 Spring 2013joe91bmwNo ratings yet
- OPIM 101 Extra Study Problems SolutionsDocument17 pagesOPIM 101 Extra Study Problems Solutionsjoe91bmw100% (1)
- OPIM 101 Extra Study Problems SolutionsDocument17 pagesOPIM 101 Extra Study Problems Solutionsjoe91bmw100% (1)
- OPIM101 - Spring 2010 - R4 SolutionsDocument4 pagesOPIM101 - Spring 2010 - R4 Solutionsjoe91bmwNo ratings yet
- The Internet and The Marketing MixDocument44 pagesThe Internet and The Marketing Mixjoe91bmwNo ratings yet
- OPIM 101 Midterm Exam QuestionsDocument12 pagesOPIM 101 Midterm Exam Questionsjoe91bmw0% (1)
- OPIM Cheat Sheet PDFDocument2 pagesOPIM Cheat Sheet PDFjoe91bmwNo ratings yet
- OPIM101 - R3 Exercise - Solutions PDFDocument3 pagesOPIM101 - R3 Exercise - Solutions PDFjoe91bmwNo ratings yet
- Relationship Marketing Using Digital PlatformsDocument29 pagesRelationship Marketing Using Digital Platformsjoe91bmwNo ratings yet
- OPIM Cheat Sheet PDFDocument2 pagesOPIM Cheat Sheet PDFjoe91bmwNo ratings yet
- Digital Marketing Strategy DevelopmentDocument41 pagesDigital Marketing Strategy Developmentjoe91bmw100% (2)
- Digital Marketing: Implementation and PracticeDocument25 pagesDigital Marketing: Implementation and Practicejoe91bmwNo ratings yet
- CH03Document19 pagesCH03Farhana25111988No ratings yet
- Online Marketplace Analysis:: Micro-EnvironmentDocument48 pagesOnline Marketplace Analysis:: Micro-Environmentjoe91bmw100% (2)
- Digital Marketing FundamentalsDocument39 pagesDigital Marketing Fundamentalsjoe91bmw83% (6)
- Aircraft Design Project 2Document80 pagesAircraft Design Project 2Technology Informer90% (21)
- TutorialDocument324 pagesTutorialLuisAguilarNo ratings yet
- Seed SavingDocument21 pagesSeed SavingElectroPig Von FökkenGrüüven100% (2)
- Aleister Crowley and the SiriansDocument4 pagesAleister Crowley and the SiriansJCMNo ratings yet
- Lec9-Rock Cutting ToolsDocument35 pagesLec9-Rock Cutting ToolsAmraha NoorNo ratings yet
- 2018-04-12 List Mold TVSDocument5 pages2018-04-12 List Mold TVSFerlyn ValentineNo ratings yet
- NDE Procedure - Radiographic TestingDocument43 pagesNDE Procedure - Radiographic TestingJeganeswaranNo ratings yet
- CIRC 314-AN 178 INP EN EDENPROD 195309 v1Document34 pagesCIRC 314-AN 178 INP EN EDENPROD 195309 v1xloriki_100% (1)
- KINETIC THEORY OF GASES TUTORIALDocument6 pagesKINETIC THEORY OF GASES TUTORIALMat SyafiqNo ratings yet
- Smart Grid Standards GuideDocument11 pagesSmart Grid Standards GuideKeyboardMan19600% (1)
- Elevator Traction Machine CatalogDocument24 pagesElevator Traction Machine CatalogRafif100% (1)
- T9001 T9002 T9003 T9004: Tecn# Originator Title Aging Status of TecnDocument2 pagesT9001 T9002 T9003 T9004: Tecn# Originator Title Aging Status of TecnThanalachmy GopiNo ratings yet
- Life of A Landfill PumpDocument50 pagesLife of A Landfill PumpumidNo ratings yet
- Ro-Buh-Qpl: Express WorldwideDocument3 pagesRo-Buh-Qpl: Express WorldwideverschelderNo ratings yet
- European GMP Annex 1 - 2008 Edition - 'Pmeasuring'Document3 pagesEuropean GMP Annex 1 - 2008 Edition - 'Pmeasuring'Khairul AnwarNo ratings yet
- 5125 w04 Er PDFDocument14 pages5125 w04 Er PDFHany ElGezawyNo ratings yet
- Elements of ClimateDocument18 pagesElements of Climateእኔ እስጥፍNo ratings yet
- Lathe - Trainer ScriptDocument20 pagesLathe - Trainer ScriptGulane, Patrick Eufran G.No ratings yet
- Troubleshooting Hydraulic Circuits: Fluid PowerDocument32 pagesTroubleshooting Hydraulic Circuits: Fluid PowerMi LuanaNo ratings yet
- Handouts For TLG 3 1Document5 pagesHandouts For TLG 3 1Daniela CapisnonNo ratings yet
- Gauss Contest: Grade 8Document4 pagesGauss Contest: Grade 8peter100% (1)
- Henry Stevens - Hitler's Flying Saucers - A Guide To German Flying Discs of The Second World War New Edition (2013, Adventures Unlimited Press) - Libgen - lc-116-120Document5 pagesHenry Stevens - Hitler's Flying Saucers - A Guide To German Flying Discs of The Second World War New Edition (2013, Adventures Unlimited Press) - Libgen - lc-116-120sejoh34456No ratings yet
- Uhf Leaky Feeder Rev CDocument4 pagesUhf Leaky Feeder Rev CLuis Isaac PadillaNo ratings yet
- Juan Martin Garcia System Dynamics ExercisesDocument294 pagesJuan Martin Garcia System Dynamics ExercisesxumucleNo ratings yet
- Oral Nutrition Support NotesDocument28 pagesOral Nutrition Support Notesleemon.mary.alipao8695No ratings yet
- Chemistry of FormazanDocument36 pagesChemistry of FormazanEsteban ArayaNo ratings yet
- Flowing Gas Material BalanceDocument4 pagesFlowing Gas Material BalanceVladimir PriescuNo ratings yet
- Abdomen - FRCEM SuccessDocument275 pagesAbdomen - FRCEM SuccessAbin ThomasNo ratings yet
- Draft Initial Study - San Joaquin Apartments and Precinct Improvements ProjectDocument190 pagesDraft Initial Study - San Joaquin Apartments and Precinct Improvements Projectapi-249457935No ratings yet
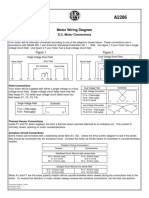
- Motor Wiring Diagram: D.C. Motor ConnectionsDocument1 pageMotor Wiring Diagram: D.C. Motor Connectionsczds6594No ratings yet