You might also like
- Future Trends To Pursuit Welding Competence: P. Kah, J. MartikainenDocument8 pagesFuture Trends To Pursuit Welding Competence: P. Kah, J. MartikainenHerd ImanNo ratings yet
- Pinion shaft pre-inspection dataDocument1 pagePinion shaft pre-inspection dataHerd ImanNo ratings yet
- Hydraulic Rock Drill Spec SheetDocument2 pagesHydraulic Rock Drill Spec SheetHerd Iman100% (2)
- Awst 11 04Document8 pagesAwst 11 04Herd ImanNo ratings yet
- Awst 11 115Document5 pagesAwst 11 115Herd ImanNo ratings yet
- Awst 11 35Document7 pagesAwst 11 35Herd ImanNo ratings yet
- Software Gives Welders Tools to Achieve Quality and ProductivityDocument4 pagesSoftware Gives Welders Tools to Achieve Quality and ProductivityHerd ImanNo ratings yet
- Awst 11 94Document5 pagesAwst 11 94Herd ImanNo ratings yet
- VERTEX 5T Hoist For Converter #3 RelineDocument1 pageVERTEX 5T Hoist For Converter #3 RelineHerd ImanNo ratings yet
- Awst 11 Il 02Document8 pagesAwst 11 Il 02Herd ImanNo ratings yet
- Improvement of Cold Crack Resistance by Controlling The Weld Metal MicrostructureDocument6 pagesImprovement of Cold Crack Resistance by Controlling The Weld Metal MicrostructureHerd ImanNo ratings yet
- Chain HoistDocument1 pageChain HoistHerd ImanNo ratings yet
- VERTEX 5T Overhead Crane For Product BagDocument1 pageVERTEX 5T Overhead Crane For Product BagHerd ImanNo ratings yet
- Awst 11 07Document8 pagesAwst 11 07Herd ImanNo ratings yet
- Awst 11 112Document9 pagesAwst 11 112Herd ImanNo ratings yet
- Welder Job Application CV SummaryDocument1 pageWelder Job Application CV SummaryHerd ImanNo ratings yet
- 1044 Plant Inspection Career Poster April 2014Document1 page1044 Plant Inspection Career Poster April 2014Herd ImanNo ratings yet
- Loi Arcmart UkraineDocument4 pagesLoi Arcmart UkraineHerd ImanNo ratings yet
- Visa Application Form 2012Document2 pagesVisa Application Form 2012Honey OliverosNo ratings yet
- PT-MT Kurs NotuDocument300 pagesPT-MT Kurs NotuBahadir TekinNo ratings yet
- (Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Document1 page(Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Ante LukavacNo ratings yet
- PT BackupDocument7 pagesPT BackupHerd ImanNo ratings yet
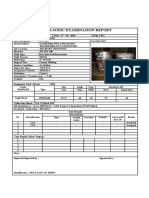
- Ultra Sonic Examination Report PT - Imemba ContractorDocument1 pageUltra Sonic Examination Report PT - Imemba ContractorHerd ImanNo ratings yet
- New Microsoft Word DocumentDocument2 pagesNew Microsoft Word DocumentHerd ImanNo ratings yet
- Repotr VickDocument1 pageRepotr VickHerd ImanNo ratings yet
- What Every Engineer Should Know About Welding ProceduresDocument13 pagesWhat Every Engineer Should Know About Welding Proceduresarash59_4uNo ratings yet
- (Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Document1 page(Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Ante LukavacNo ratings yet
- Contoh Resume TerbaikDocument3 pagesContoh Resume Terbaikimelya83% (18)
- Twin Heat Module InstructionsDocument1 pageTwin Heat Module InstructionsHerd ImanNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- GEA32335 Low Speed Fans AP Guide R2Document20 pagesGEA32335 Low Speed Fans AP Guide R2berkahharianNo ratings yet
- Kharkov Tractor Plant EngDocument18 pagesKharkov Tractor Plant EngКостя ДолинськийNo ratings yet
- Agrokid Workshop Manual</bDocument488 pagesAgrokid Workshop Manual</bTaras Marian86% (7)
- Towing TD SeriesDocument4 pagesTowing TD SeriesindonesiakujayaNo ratings yet
- Fabrication of Multicrop CutterDocument6 pagesFabrication of Multicrop CutterSanthana Bharathi50% (2)
- Design Process of A Low Cost Tractor: Christina Popa, and Dorina IonescuDocument5 pagesDesign Process of A Low Cost Tractor: Christina Popa, and Dorina IonescusaddamNo ratings yet
- ProductBrochure A35F A40F EN 21A1006561 2010-12Document24 pagesProductBrochure A35F A40F EN 21A1006561 2010-12Muhammad Ridha FatriantaNo ratings yet
- IC 400 ManualDocument102 pagesIC 400 ManualRAFAEL OLIVEIRANo ratings yet
- Understanding the Main Components and Designs of Vehicle ChassisDocument15 pagesUnderstanding the Main Components and Designs of Vehicle ChassisVivek ChhabraNo ratings yet
- AtlantaDocument252 pagesAtlantaMasterjack JackNo ratings yet
- SM2457EN 4K SvcMan 02 2001Document185 pagesSM2457EN 4K SvcMan 02 2001Luis Eduardo Corzo Enriquez50% (2)
- Hardcover Thesis PDFDocument125 pagesHardcover Thesis PDFAnasNo ratings yet
- Goldoni Two-Wheeled Tractors CatalogueDocument20 pagesGoldoni Two-Wheeled Tractors CataloguePopescu Mircea IulianNo ratings yet
- Volkswagen XL1 - The World's Most Fuel Efficient Car PDFDocument5 pagesVolkswagen XL1 - The World's Most Fuel Efficient Car PDFKarthik SubramanianNo ratings yet
- Electric Drive Vs Gas Turbines: January 2006Document10 pagesElectric Drive Vs Gas Turbines: January 2006Adool FighterNo ratings yet
- Matic Tool KitDocument3 pagesMatic Tool KitaxallindoNo ratings yet
- Hly 5011Document4 pagesHly 5011Mike WallaceNo ratings yet
- Renegade Commando 200Document34 pagesRenegade Commando 200Jorge Araya100% (1)
- Transfer CaseDocument41 pagesTransfer CaseAswathaman RNo ratings yet
- Ocean Energy State of The Art PDFDocument79 pagesOcean Energy State of The Art PDFRajkumar ASNo ratings yet
- Analysis of Stresses in Helical Gear by Finite Element Method by Negash AlemuDocument64 pagesAnalysis of Stresses in Helical Gear by Finite Element Method by Negash AlemuSafiuddin SallehNo ratings yet
- Somachine: Somachine Motion, Programming Software For Pacdrive 3 Automation SolutionDocument11 pagesSomachine: Somachine Motion, Programming Software For Pacdrive 3 Automation SolutionMarcelo LimaNo ratings yet
- W R H Main Manual PDFDocument14 pagesW R H Main Manual PDFjaikolangaraparambilNo ratings yet
- SKANDIX Liste Prix - 800Document380 pagesSKANDIX Liste Prix - 800zoli4No ratings yet
- Deutz Emr4 Tier4f CanDocument47 pagesDeutz Emr4 Tier4f CanMircea Gilca100% (1)
- Motox BevelhDocument218 pagesMotox BevelhJosë RodríguezNo ratings yet
- Aisin As68rc Tech Info PDFDocument5 pagesAisin As68rc Tech Info PDFtambache69100% (1)
- SdvcdsDocument94 pagesSdvcdsjaigodaraNo ratings yet
- Toyota U151E U151F Automatic Transmission Repair Manual RM1021UDocument151 pagesToyota U151E U151F Automatic Transmission Repair Manual RM1021UGary100% (2)
- High-Efficiency Push Factor For Moving Rock and IceDocument2 pagesHigh-Efficiency Push Factor For Moving Rock and IceIT Account50% (2)