You might also like
- The Quality Improvement Model: Is Process Capable?Document19 pagesThe Quality Improvement Model: Is Process Capable?imamNo ratings yet
- The Quality Improvement Model: Is Process Capable?Document19 pagesThe Quality Improvement Model: Is Process Capable?VishalNaranjeNo ratings yet
- The Quality Improvement Model: Is Process Capable?Document19 pagesThe Quality Improvement Model: Is Process Capable?maherkamelNo ratings yet
- 6-Control Chart ConceptsDocument34 pages6-Control Chart ConceptsMinh KhôiNo ratings yet
- Basic Chart ConceptsDocument13 pagesBasic Chart ConceptsmaherkamelNo ratings yet
- 3 - Quality - Improvement - Process CapabilityDocument14 pages3 - Quality - Improvement - Process CapabilityHarisNo ratings yet
- Automation Methodology: Assess Processes for RPA PotentialDocument6 pagesAutomation Methodology: Assess Processes for RPA PotentialSouvik BardhanNo ratings yet
- PFDPFMEACP Linkages PDFDocument1 pagePFDPFMEACP Linkages PDFsateeshkoriNo ratings yet
- FBPM2 Chapter 11 ProcessMonitoringDocument82 pagesFBPM2 Chapter 11 ProcessMonitoringnoranasihahNo ratings yet
- An Integrated Model For Manufacturing Process ImprovementDocument5 pagesAn Integrated Model For Manufacturing Process ImprovementpanchourestiNo ratings yet
- Chapter 10: Process Implementation With Executable ModelsDocument25 pagesChapter 10: Process Implementation With Executable ModelsFranz Antony BendezuNo ratings yet
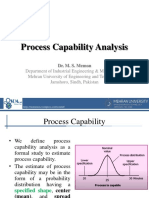
- Process Capability Analysis Techniques and CalculationsDocument27 pagesProcess Capability Analysis Techniques and CalculationsTalha ImranNo ratings yet
- Process Identification in the BPM LifecycleDocument36 pagesProcess Identification in the BPM LifecycleAmmulia RizqieNo ratings yet
- 1-Quality ConceptsDocument9 pages1-Quality ConceptsSehabom GeberhiwotNo ratings yet
- Business Process IdentificationDocument30 pagesBusiness Process IdentificationTibo DewispelaereNo ratings yet
- Pengantar Manajemen Proses BisnisDocument48 pagesPengantar Manajemen Proses BisnisAnnisah TanjungNo ratings yet
- Define Process in 40 CharactersDocument18 pagesDefine Process in 40 Charactersmaherkamel100% (1)
- Anderson 1820 SEPG2009Document64 pagesAnderson 1820 SEPG2009Sachin PatilNo ratings yet
- Achieving High Maturity and Agility Using KanbanDocument64 pagesAchieving High Maturity and Agility Using Kanbanjgonzalezsanz8914No ratings yet
- Process Maps and Turtle Diagrams ExampleDocument2 pagesProcess Maps and Turtle Diagrams ExampleJohn Oo100% (1)
- BITM 305-Week - 3Document63 pagesBITM 305-Week - 310303374No ratings yet
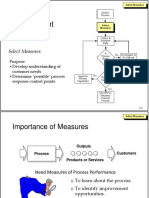
- The Quality Improvement Model: Select MeasuresDocument19 pagesThe Quality Improvement Model: Select MeasuresHillary Tapia AcostaNo ratings yet
- Smart Manufacturing eBook en GU B IND 20231026 00184551Document12 pagesSmart Manufacturing eBook en GU B IND 20231026 00184551aafaqkyoNo ratings yet
- Lecture 21Document16 pagesLecture 21Sejal GuptaNo ratings yet
- Module 27. Process CapabilityDocument44 pagesModule 27. Process Capabilitytaghavi1347No ratings yet
- Basics of Defining ProcessesDocument18 pagesBasics of Defining ProcessesFaried Putra SandiantoNo ratings yet
- 08.chapter 08 - Business Process Modeling - Slide02Document17 pages08.chapter 08 - Business Process Modeling - Slide02Bambang Abdullah RahanyamtelNo ratings yet
- Customer Oriented Process (COP) TrainingDocument62 pagesCustomer Oriented Process (COP) TraininglimkeanjinNo ratings yet
- Continuous Improvement: The 7 Basic Quality Tools The DMAIC ProcessDocument15 pagesContinuous Improvement: The 7 Basic Quality Tools The DMAIC ProcessdayalumeNo ratings yet
- Session 5 LectureDocument55 pagesSession 5 Lecturesymbianmark9No ratings yet
- Balanced Scorecard ApplicationDocument1 pageBalanced Scorecard ApplicationConfluenceNo ratings yet
- Control Charts, Acceptance Sampling Design of Experi-Ments: 1 CRC Press LLCDocument3 pagesControl Charts, Acceptance Sampling Design of Experi-Ments: 1 CRC Press LLCAngie C. JoyaNo ratings yet
- Process Mapping & Measurements: Office@cursleansixsigmaDocument17 pagesProcess Mapping & Measurements: Office@cursleansixsigmaDorin SolopaNo ratings yet
- D50102GC20 Appendix DDocument6 pagesD50102GC20 Appendix Dlegreco legrecoNo ratings yet
- Modeling the Order-to-Cash Process with BPMNDocument79 pagesModeling the Order-to-Cash Process with BPMNA100% (1)
- Watch Explainer: Errors & Omissions Liability (E&O) : You Exec Makes NoDocument9 pagesWatch Explainer: Errors & Omissions Liability (E&O) : You Exec Makes NoSergio PerezNo ratings yet
- Figure 2.4 Examples of Capabilities and Resources: Customers Every Process Delivers Its PrimaryDocument1 pageFigure 2.4 Examples of Capabilities and Resources: Customers Every Process Delivers Its PrimaryKartik ShastriNo ratings yet
- GE Renewable Energy Supplier HandbookDocument17 pagesGE Renewable Energy Supplier HandbookPaulo CardosoNo ratings yet
- FBPM2 Chapter07 QuantitativeProcessAnalysisDocument66 pagesFBPM2 Chapter07 QuantitativeProcessAnalysisTholhah HizbullohNo ratings yet
- Standard Operating Process PlanningDocument1 pageStandard Operating Process PlanningMau TauNo ratings yet
- Business Process ManagementDocument51 pagesBusiness Process ManagementRoaa MuhammedNo ratings yet
- The Transformation ProcessDocument3 pagesThe Transformation ProcessPrasad Gharat0% (1)
- Enhancing Safety and Minimizing Corrosion in Refineries Through Process Intelligence ToolsDocument20 pagesEnhancing Safety and Minimizing Corrosion in Refineries Through Process Intelligence Toolspapaya123No ratings yet
- Instrument & MeasurementDocument367 pagesInstrument & MeasurementreezmanNo ratings yet
- Tips On The Process ApproachDocument2 pagesTips On The Process Approachrajasenthil KumarNo ratings yet
- IISE 2021 - Systems OptimizationDocument35 pagesIISE 2021 - Systems OptimizationIntan Putri Maharani SinagaNo ratings yet
- Week 3Document30 pagesWeek 3Xuejing YangNo ratings yet
- Operational Transformation: Mal Poulin March 25, 2010Document30 pagesOperational Transformation: Mal Poulin March 25, 2010api-26077181No ratings yet
- FBPM2 Chapter 08 ProcessRedesignDocument41 pagesFBPM2 Chapter 08 ProcessRedesignnoranasihahNo ratings yet
- You Exec - Process Optimization Methodologies FreeDocument7 pagesYou Exec - Process Optimization Methodologies FreeAta JaafatNo ratings yet
- Process Mapping: Rejin SR M2 Ie Roll No:13Document29 pagesProcess Mapping: Rejin SR M2 Ie Roll No:13Sreejan MLNo ratings yet
- Bqs Asq Lpa Overview 2 3 2017 Rev 11 PDFDocument48 pagesBqs Asq Lpa Overview 2 3 2017 Rev 11 PDFelyesNo ratings yet
- Bosch PackagingDocument3 pagesBosch PackagingNagendiran RavichandranNo ratings yet
- Change Management PlanDocument7 pagesChange Management PlanFritzNo ratings yet
- Cat 6Document1 pageCat 6Nhien VuNo ratings yet
- dịch 24 đến 29Document42 pagesdịch 24 đến 29Dzung PhanNo ratings yet
- ESOne Process Mapping V 1Document29 pagesESOne Process Mapping V 1NayanNo ratings yet
- Lecture 2 - Process Design & AnalysisDocument29 pagesLecture 2 - Process Design & AnalysisQadir NaveethNo ratings yet
- 09-Process MapDocument1 page09-Process MapDhinakaranNo ratings yet
- The Performance Management Revolution: Business Results Through Insight and ActionFrom EverandThe Performance Management Revolution: Business Results Through Insight and ActionNo ratings yet
- Chapter 13: Statistical Quality ControlDocument24 pagesChapter 13: Statistical Quality ControlHIMANI UPADHYAYNo ratings yet
- Bayesian Hypothesis Test - PaperDocument8 pagesBayesian Hypothesis Test - PaperKevin ContrerasNo ratings yet
- Test Bank For Behavioral Sciences Stat New Engaging Titles From 4ltr Press 2nd EditionDocument27 pagesTest Bank For Behavioral Sciences Stat New Engaging Titles From 4ltr Press 2nd EditionDarlene Howell100% (32)
- Set 1Document7 pagesSet 1Teoh Siang YewNo ratings yet
- Statistics For Engineers-Fall 2009 Tutorial-09-SolutionDocument3 pagesStatistics For Engineers-Fall 2009 Tutorial-09-SolutionEsteban Elias Marquez EscalanteNo ratings yet
- RAJALAKSHMI INSTITUTE OF TECHNOLOGY STATISTICS AND NUMERICAL METHODS NOTESDocument31 pagesRAJALAKSHMI INSTITUTE OF TECHNOLOGY STATISTICS AND NUMERICAL METHODS NOTESAbinaya SriNo ratings yet
- Univariate Analysis of Variance: NotesDocument4 pagesUnivariate Analysis of Variance: NoteslaelaNo ratings yet
- CASO Crecimiento PlantasDocument12 pagesCASO Crecimiento PlantasCynthia Falcón FloresNo ratings yet
- Chapter 4 Regression Fitting Lines To DataDocument33 pagesChapter 4 Regression Fitting Lines To Dataapi-367364282100% (1)
- STATISTIC 11891 - Chapter - 5Document34 pagesSTATISTIC 11891 - Chapter - 5steveNo ratings yet
- Chapter 4 Measures of Dispersion (Variation)Document34 pagesChapter 4 Measures of Dispersion (Variation)yonasNo ratings yet
- 14 Panel Data ModelsDocument31 pages14 Panel Data ModelsDavid AyalaNo ratings yet
- Find Normal Distribution Areas and ProbabilitiesDocument5 pagesFind Normal Distribution Areas and ProbabilitiesHshsuadjwj HajqhwhahadNo ratings yet
- Is There Evidence of Gender Differences in Arm-FoldingDocument10 pagesIs There Evidence of Gender Differences in Arm-FoldingJennifer Alyce RiosNo ratings yet
- StatisticsDocument16 pagesStatisticsshiraj_sgNo ratings yet
- Bit 3 LessonDocument20 pagesBit 3 LessonKalum PalihawadanaNo ratings yet
- Chapter8 HW SolutionsDocument8 pagesChapter8 HW SolutionsKyle BroflovskiNo ratings yet
- Marikina Polytechnic College Graduate School Exercises 5 Educ 602 - Statistics in Education Name of Students: - and - ScoreDocument5 pagesMarikina Polytechnic College Graduate School Exercises 5 Educ 602 - Statistics in Education Name of Students: - and - ScoreRoniel BranzuelaNo ratings yet
- SPC For OperatorsDocument96 pagesSPC For OperatorsPaul RensonNo ratings yet
- Chap4 PR2 Understanding Data and Ways To Collect DataDocument5 pagesChap4 PR2 Understanding Data and Ways To Collect DataAllyssa RuiNo ratings yet
- Statictics Maths 2 Marks - 2Document42 pagesStatictics Maths 2 Marks - 2AshokNo ratings yet
- Fortnite 4STATDocument274 pagesFortnite 4STATsesori4560No ratings yet
- Factors Impacting Student Academic PerformanceDocument46 pagesFactors Impacting Student Academic PerformanceRabbir Rashedin TirnoNo ratings yet
- AMSRDocument8 pagesAMSRJian MeixinNo ratings yet
- Understanding Chi-Square TestsDocument14 pagesUnderstanding Chi-Square TestsNylevonNo ratings yet
- SPSS Problems SolvedDocument15 pagesSPSS Problems SolvedGreeshma100% (2)
- Microfit Guide2Document17 pagesMicrofit Guide2Juan SapenaNo ratings yet
- Calculating the Variance of Random VariablesDocument2 pagesCalculating the Variance of Random VariablesKavya GopakumarNo ratings yet