You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- R&D Division BrochureDocument4 pagesR&D Division BrochureShai WeissNo ratings yet
- Ancient Civilizations AssignmentDocument3 pagesAncient Civilizations Assignmentapi-240196832No ratings yet
- HD Brown + Clear Low eDocument3 pagesHD Brown + Clear Low eSukhbir SinghNo ratings yet
- Soliphant T FTM20, FTM21: Technical Information VibronicDocument16 pagesSoliphant T FTM20, FTM21: Technical Information VibronicmichaelNo ratings yet
- New DatabaseDocument18 pagesNew DatabaseShafiq RosmanNo ratings yet
- Technical Service Bulletin 6.7L - Illuminated Mil With Dtcs P1291, P1292, P0191 And/Or P06A6 - Engine Harness Chafe 19-2231Document4 pagesTechnical Service Bulletin 6.7L - Illuminated Mil With Dtcs P1291, P1292, P0191 And/Or P06A6 - Engine Harness Chafe 19-2231Yaniss AlgeriaNo ratings yet
- Mike and KeyDocument25 pagesMike and KeyddscribeNo ratings yet
- Husqvarna 2008Document470 pagesHusqvarna 2008klukasinteria100% (2)
- Kendriya Vidyalaya, Tagore Garden Recruitment of Contractual Teachers For The Session 2013-14Document8 pagesKendriya Vidyalaya, Tagore Garden Recruitment of Contractual Teachers For The Session 2013-14ombidasarNo ratings yet
- Scan 1111111111Document1 pageScan 1111111111angela1178No ratings yet
- Iphone App DevelopmentDocument18 pagesIphone App DevelopmentVinay BharadwajNo ratings yet
- Promt MidjourneyDocument2 pagesPromt MidjourneyMarcelo PaixaoNo ratings yet
- Switch v1910 24g Poe Je007aDocument52 pagesSwitch v1910 24g Poe Je007aNelson Alexander PuentesNo ratings yet
- TSPrintDocument9 pagesTSPrintapi-3734769No ratings yet
- Cfe Exam Review Course - December 2020 - VirtualDocument4 pagesCfe Exam Review Course - December 2020 - VirtualSeck OusseynouAliouneNo ratings yet
- K. Deergha Rao - Signals and Systems (2018, Birkhäuser) - 2Document434 pagesK. Deergha Rao - Signals and Systems (2018, Birkhäuser) - 2Eugenie medaNo ratings yet
- Syllabus New PDFDocument107 pagesSyllabus New PDFmassNo ratings yet
- Practice Test 3Document13 pagesPractice Test 3Ngân Hà NguyễnNo ratings yet
- Lexmark-E 321 Service ManualDocument184 pagesLexmark-E 321 Service ManualRemysNo ratings yet
- PrePeg XC110 210g 450gDocument3 pagesPrePeg XC110 210g 450gPrakashChouhanNo ratings yet
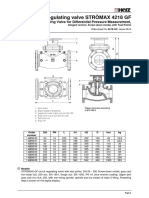
- Circuit Regulating Valve STRÖMAX 4218 GFDocument14 pagesCircuit Regulating Valve STRÖMAX 4218 GFMario Mô Ri ANo ratings yet
- Deped SipagDocument23 pagesDeped Sipagwilliam felisilda100% (1)
- Truwater - TCM SeriesDocument12 pagesTruwater - TCM SeriesnkhhhNo ratings yet
- Sanghvi: Protein Self TestDocument11 pagesSanghvi: Protein Self TestNewborn2013No ratings yet
- OpenSAP Byd4 Week 5 Unit 5 Additional ExerciseDocument2 pagesOpenSAP Byd4 Week 5 Unit 5 Additional ExerciseHong YangNo ratings yet
- Turnitin Originality ReportDocument47 pagesTurnitin Originality ReportStillward Laud Mark-MillsNo ratings yet
- Society and Culture With Family PlanningDocument7 pagesSociety and Culture With Family PlanningHope Earl Ropia BoronganNo ratings yet
- IJV MARLEY AutomotiveDocument6 pagesIJV MARLEY AutomotiveUmer HamidNo ratings yet
- Model Space & Layout (Paper) SpaceDocument7 pagesModel Space & Layout (Paper) SpaceIonela Lioara TutaNo ratings yet
- Vacuum Gauges 45Document20 pagesVacuum Gauges 45Sameeksha AnandNo ratings yet