You might also like
- Cleanroom Heavy Duty Solid Top WorkstationsDocument1 pageCleanroom Heavy Duty Solid Top WorkstationsAnonymous FZs3yBHh7No ratings yet
- Lean Maintenance Pfizer Case StudyDocument6 pagesLean Maintenance Pfizer Case StudydenerspNo ratings yet
- AutoSave - Storage Waste and Recycling 6Document1 pageAutoSave - Storage Waste and Recycling 6Anonymous FZs3yBHh7No ratings yet
- Article 1491629756Document10 pagesArticle 1491629756Anonymous FZs3yBHh7No ratings yet
- Pt-By FacomDocument1 pagePt-By FacomAnonymous FZs3yBHh7No ratings yet
- Cahier Technique: LV Protection Devices and Variable Speed Drives (Frequency Converters)Document1 pageCahier Technique: LV Protection Devices and Variable Speed Drives (Frequency Converters)Anonymous FZs3yBHh7No ratings yet
- Mediseal Deep Draw Blister Machines Overview 2015 05 ENGDocument9 pagesMediseal Deep Draw Blister Machines Overview 2015 05 ENGAnonymous FZs3yBHh7No ratings yet
- Operation & Maintenance Best Practice O&MBestPracticesDocument169 pagesOperation & Maintenance Best Practice O&MBestPracticesevrimkNo ratings yet
- Kartonierer P1600-P3200 ENGDocument6 pagesKartonierer P1600-P3200 ENGAnonymous FZs3yBHh7No ratings yet
- Product Range Overview - ChargePoint Technology, 2013Document18 pagesProduct Range Overview - ChargePoint Technology, 2013Anonymous FZs3yBHh7No ratings yet
- Balston Sterile Air Filters For The Food IndustryDocument1 pageBalston Sterile Air Filters For The Food IndustryAnonymous FZs3yBHh7No ratings yet
- Europass Curriculum Vitae: Personal InformationDocument5 pagesEuropass Curriculum Vitae: Personal InformationAnonymous FZs3yBHh7No ratings yet
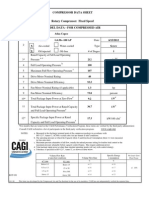
- Rotary compressor data sheetDocument1 pageRotary compressor data sheetEnd SoonNo ratings yet
- WC500232814 Pag1Document1 pageWC500232814 Pag1Anonymous FZs3yBHh7No ratings yet
- Yaskawa FlyerDocument10 pagesYaskawa FlyerAnonymous FZs3yBHh7No ratings yet
- PROJECT STANDARDS AND SPECIFICATIONS Compressed Air Systems Rev01 PDFDocument19 pagesPROJECT STANDARDS AND SPECIFICATIONS Compressed Air Systems Rev01 PDFacas35No ratings yet
- Oe ReportDocument32 pagesOe ReportAnonymous FZs3yBHh7No ratings yet
- Process Design of Compressed Air Systems (Project Standards and Specifications)Document19 pagesProcess Design of Compressed Air Systems (Project Standards and Specifications)Anonymous FZs3yBHh7No ratings yet
- Current Issues in Aseptic ProcessingDocument45 pagesCurrent Issues in Aseptic ProcessingcesarhdezNo ratings yet
- System Earthings W ResumeDocument2 pagesSystem Earthings W ResumeAnonymous FZs3yBHh7No ratings yet
- Nitrogen Sparging and BlanketingDocument3 pagesNitrogen Sparging and BlanketingAnonymous FZs3yBHh7No ratings yet
- Earthing 173Document24 pagesEarthing 173nicus81No ratings yet
- Cleanroom ESD Flooring InstallationDocument4 pagesCleanroom ESD Flooring InstallationAnonymous FZs3yBHh7No ratings yet
- Understanding Grounding in NEC and IEC StandardsDocument48 pagesUnderstanding Grounding in NEC and IEC StandardsAnonymous FZs3yBHh7100% (1)
- LucentDocument2 pagesLucentAnonymous FZs3yBHh7No ratings yet
- Esd NotionsDocument1 pageEsd NotionsAnonymous FZs3yBHh7No ratings yet
- 2016 Werum B PDFDocument12 pages2016 Werum B PDFAnonymous FZs3yBHh7No ratings yet
- Product Range Overview - ChargePoint Technology, 2013Document18 pagesProduct Range Overview - ChargePoint Technology, 2013Anonymous FZs3yBHh7No ratings yet
- Comparison Chart ESD Flooring Footwear Static Sensitive ApplicationDocument11 pagesComparison Chart ESD Flooring Footwear Static Sensitive ApplicationAnonymous FZs3yBHh7100% (1)
- Frequently Asked Questions ESDDocument8 pagesFrequently Asked Questions ESDAnonymous FZs3yBHh7No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Husky H4430 Impact WrenchDocument11 pagesHusky H4430 Impact WrenchDexron3No ratings yet
- Atlas Copco Pulse Tools 2013-2014Document12 pagesAtlas Copco Pulse Tools 2013-2014jackyt09No ratings yet
- GE Cylinder and HeadDocument17 pagesGE Cylinder and HeadJeffrey BooneNo ratings yet
- Kioti Daedong RX6020, RX6620, RX7320 Tractors Service Manual 05-2016Document19 pagesKioti Daedong RX6020, RX6620, RX7320 Tractors Service Manual 05-2016LisakolyNo ratings yet
- Kioti Daedong Nd80, Nd100, Nd130, Nd8d (E), Nd10d (E), Dt8d (E), Dt10d (E) Power Tillers Service ManualDocument19 pagesKioti Daedong Nd80, Nd100, Nd130, Nd8d (E), Nd10d (E), Dt8d (E), Dt10d (E) Power Tillers Service ManualLisakolyNo ratings yet
- Remove and Install Crankshaft Main BearingsDocument4 pagesRemove and Install Crankshaft Main BearingsMayumi Lizarme BuezoNo ratings yet
- First Year BE Workshop Practice GuideDocument95 pagesFirst Year BE Workshop Practice GuidePradipta PaulNo ratings yet
- Caterpillar Hand Tools and Shop Supplies 2014Document20 pagesCaterpillar Hand Tools and Shop Supplies 2014grant100% (47)
- 11 y 12 Schletter-Data-Sheet-Rapid2Document4 pages11 y 12 Schletter-Data-Sheet-Rapid2Diego Arana PuelloNo ratings yet
- Structural Bolt TorqeDocument8 pagesStructural Bolt TorqedeepuNo ratings yet
- Ic BearingDocument3 pagesIc BearingL LNo ratings yet
- Power Plus Air 2009Document12 pagesPower Plus Air 2009Thim SnelsNo ratings yet
- Shinano Special March July 2016Document4 pagesShinano Special March July 2016Riverland Welding and Tool SuppliesNo ratings yet
- D475a 5eo PDFDocument209 pagesD475a 5eo PDFWill FrontNo ratings yet
- Workplace Safety Guidebook - DROPPED OBJECT PREVENTIONDocument22 pagesWorkplace Safety Guidebook - DROPPED OBJECT PREVENTIONProject Sales CorpNo ratings yet
- M18 Onefhiwf34Document3 pagesM18 Onefhiwf34winduNo ratings yet
- Product Instructions Impact Wrenches LMS68 GIR25Document24 pagesProduct Instructions Impact Wrenches LMS68 GIR25RobertIsaiRuizAcostaNo ratings yet
- INGCO Catalogue 2019Document6 pagesINGCO Catalogue 2019Kufatineyi NgwenyaNo ratings yet
- 2010 FP CatalogDocument28 pages2010 FP CatalogAnonymous j1dZUuTJ8ONo ratings yet
- M12FIWP12-0 - Product ManualDocument8 pagesM12FIWP12-0 - Product ManualjeanyoperNo ratings yet
- WH 14Dsl WR 14Dsl: ModelsDocument54 pagesWH 14Dsl WR 14Dsl: ModelsCata StefanNo ratings yet
- 2015.04.10, Manual of Hydraulic SystemDocument83 pages2015.04.10, Manual of Hydraulic SystemVikram SinghNo ratings yet
- Honda BF115A, BF130A Outboard Motors Shop Manual.Document6 pagesHonda BF115A, BF130A Outboard Motors Shop Manual.ChrisStainton0% (7)
- Bosch Heavy Duty Handbook: Professional Blue Power Tools Designed to Outlast All Your DemandsDocument168 pagesBosch Heavy Duty Handbook: Professional Blue Power Tools Designed to Outlast All Your Demandsrajan_2002eeeNo ratings yet
- Arctic Cat 2002 Repair ManualDocument711 pagesArctic Cat 2002 Repair Manualsprig_jack370667% (6)
- 09 Electric Tool Catalog 10 PDFDocument26 pages09 Electric Tool Catalog 10 PDFIndonesian ThuglifeNo ratings yet
- Atlas Copco Catalogue 2005-2006Document282 pagesAtlas Copco Catalogue 2005-2006sCoRPion_tr100% (1)
- Procedure For Wrench Calibration and Snug TighteningDocument5 pagesProcedure For Wrench Calibration and Snug TighteningWNo ratings yet
- Kioti Daedong CS2210, CS2410, CS2410N, CS2510 (US), CS2610 (EU, AU) Tractors Service ManualDocument19 pagesKioti Daedong CS2210, CS2410, CS2410N, CS2510 (US), CS2610 (EU, AU) Tractors Service ManualLisakolyNo ratings yet
- Heavy Duty Impact Wrenches for Demanding Industrial ApplicationsDocument2 pagesHeavy Duty Impact Wrenches for Demanding Industrial Applicationsjoker63000No ratings yet