You might also like
- Working Methodology in The School of Football. Author: Emanuele Aquilani Att Cisco Calcio RomaDocument4 pagesWorking Methodology in The School of Football. Author: Emanuele Aquilani Att Cisco Calcio Roma4gen_3No ratings yet
- CCB - Suggested Methods For MusiciansDocument2 pagesCCB - Suggested Methods For Musicians4gen_3No ratings yet
- SociologyDocument9 pagesSociology4gen_3No ratings yet
- Guides Clinical Protocols Revisionists Were SystematicallyDocument5 pagesGuides Clinical Protocols Revisionists Were Systematically4gen_3No ratings yet
- What Should Be A Written GFS?Document3 pagesWhat Should Be A Written GFS?4gen_3No ratings yet
- UntitledDocument6 pagesUntitled4gen_3No ratings yet
- All About BPM - Step by Step Process To Begin WithDocument8 pagesAll About BPM - Step by Step Process To Begin With4gen_3No ratings yet
- Model CurriculumDocument1 pageModel Curriculum4gen_3No ratings yet
- OSegredoDocument14 pagesOSegredo4gen_3No ratings yet
- Conference PackagesDocument17 pagesConference Packages4gen_3No ratings yet
- Disclosure of Information Technology For SchoolsDocument4 pagesDisclosure of Information Technology For Schools4gen_3No ratings yet
- JazzAscona Official Flyer - Programme 2010Document15 pagesJazzAscona Official Flyer - Programme 20104gen_3No ratings yet
- Apostila - FiberglassDocument9 pagesApostila - Fiberglass4gen_3No ratings yet
- Windows OriginalDocument1 pageWindows Original4gen_3No ratings yet
- Pensions: The Government's Guidance Document (May 16, 2010)Document10 pagesPensions: The Government's Guidance Document (May 16, 2010)4gen_3No ratings yet
- The Journal of FreetownDocument9 pagesThe Journal of Freetown4gen_3No ratings yet
- Tuscany Exclusive Program 2010Document8 pagesTuscany Exclusive Program 20104gen_3No ratings yet
- Do Neurons Play?Document2 pagesDo Neurons Play?4gen_3No ratings yet
- Educaparty ScribbDocument5 pagesEducaparty Scribb4gen_3No ratings yet
- No Secret Mouth 26Document17 pagesNo Secret Mouth 264gen_3No ratings yet
- The Guide Ablution and Prayer of The Muslim From (MC ISLAM SUNNA)Document4 pagesThe Guide Ablution and Prayer of The Muslim From (MC ISLAM SUNNA)4gen_3No ratings yet
- Museum NightDocument13 pagesMuseum Night4gen_3No ratings yet
- General OphthalmologyDocument24 pagesGeneral Ophthalmology4gen_3No ratings yet
- Products Filling of Wrinkles - Afssaps Recommendations For The ConsumerDocument1 pageProducts Filling of Wrinkles - Afssaps Recommendations For The Consumer4gen_3No ratings yet
- Lemon TherapyDocument1 pageLemon Therapy4gen_3No ratings yet
- Multi OrgasmusDocument29 pagesMulti Orgasmus4gen_30% (1)
- Whitepaper Facebook Privatsphaere 05 2010Document16 pagesWhitepaper Facebook Privatsphaere 05 20104gen_3No ratings yet
- ItineraryDocument4 pagesItinerary4gen_3No ratings yet
- Systems of Equations ExercisesDocument2 pagesSystems of Equations Exercises4gen_3No ratings yet
- 080 525 in The WombDocument2 pages080 525 in The Womb4gen_3No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- E-Tivity 4.1 Tutorials On GovernorsDocument1 pageE-Tivity 4.1 Tutorials On GovernorsMugisha OlivierNo ratings yet
- ControlDocument59 pagesControlTuan Anh Nguyen HuuNo ratings yet
- Curvilinear Motion and ProjectilesDocument15 pagesCurvilinear Motion and ProjectilesAltammar1367% (3)
- Heat Transfer - K. A. GavhaneDocument175 pagesHeat Transfer - K. A. GavhaneHussainNo ratings yet
- Dynamic Model of a Two-Cylinder Four-Stroke Engine for Vibration AnalysisDocument12 pagesDynamic Model of a Two-Cylinder Four-Stroke Engine for Vibration AnalysisrajmNo ratings yet
- Newco Product Line BrochureDocument8 pagesNewco Product Line BrochureshahganNo ratings yet
- Slide Valves - Flachschieber - Klizni Ventili - Valvole A GhigliottinaDocument54 pagesSlide Valves - Flachschieber - Klizni Ventili - Valvole A GhigliottinaTiberiu PalNo ratings yet
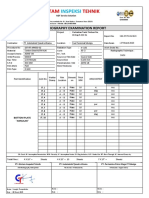
- Pt. Gintam Tehnik: InspeksiDocument5 pagesPt. Gintam Tehnik: Inspeksirizky youlandaNo ratings yet
- Tractor Operator AgricultureDocument9 pagesTractor Operator AgricultureConstantin CarpenNo ratings yet
- Manual Flowpacks Ensamble InstitucionalDocument32 pagesManual Flowpacks Ensamble InstitucionalhaynerNo ratings yet
- Mould Ejection OptDocument50 pagesMould Ejection OptMohamed HassanNo ratings yet
- Injectors. Adaptations. Coding - Bimmerprofs - Com - NOx Emulator NOXEM 129 - 130 - 402 Developed For BMW N43 & N53 Series EnginesDocument27 pagesInjectors. Adaptations. Coding - Bimmerprofs - Com - NOx Emulator NOXEM 129 - 130 - 402 Developed For BMW N43 & N53 Series EnginesMiguelNo ratings yet
- PA66 Ultramid A4H BASFDocument2 pagesPA66 Ultramid A4H BASFAlan MoraisNo ratings yet
- Lecture 15 Plane Strain and Axisymmetric Structural Elements CommentaryDocument2 pagesLecture 15 Plane Strain and Axisymmetric Structural Elements CommentaryHenry AbrahamNo ratings yet
- How Carburetors Work: Understanding the Six Main SystemsDocument7 pagesHow Carburetors Work: Understanding the Six Main Systemssaithea25No ratings yet
- Group Assignment Q1Document2 pagesGroup Assignment Q1Muhdhadi SajariNo ratings yet
- CYTJ45-2 Specification - KAMACH 18UDocument8 pagesCYTJ45-2 Specification - KAMACH 18UJhonatan rincon martinezNo ratings yet
- Getting A Good Fit: Selecting The Right Shaft and Housing ToleranceDocument2 pagesGetting A Good Fit: Selecting The Right Shaft and Housing Toleranceeng13No ratings yet
- RoofBolter - Technical Specification-FinalDocument5 pagesRoofBolter - Technical Specification-FinalSushantNo ratings yet
- Electronics 18 E0306Document9 pagesElectronics 18 E0306GiangDoNo ratings yet
- DIB - Generators & MotorsDocument6 pagesDIB - Generators & MotorsDeepen SharmaNo ratings yet
- Floating Head Heat ExchangerDocument5 pagesFloating Head Heat ExchangerniralNo ratings yet
- Die Casting Machines Core Pins & Ejector PinsDocument1 pageDie Casting Machines Core Pins & Ejector PinsJayden BarnesNo ratings yet
- W90 WHEEL LOADER Service ManualDocument321 pagesW90 WHEEL LOADER Service Manualelshind88% (8)
- AhadDocument88 pagesAhadAhmad NNo ratings yet
- NQR 87-80-190 CREW - ARK0953 - v03Document4 pagesNQR 87-80-190 CREW - ARK0953 - v03LEON AGUILAR PEDRO RONALDNo ratings yet
- pc200 7 Main Pump Test MethodDocument26 pagespc200 7 Main Pump Test Methodalfred100% (1)
- An Introduction To Boiler Maintenance EditedDocument7 pagesAn Introduction To Boiler Maintenance EditedPritv SavalagiNo ratings yet
- 5 Steps To A 5 AP Physics C 2017 - McGraw-HillDocument299 pages5 Steps To A 5 AP Physics C 2017 - McGraw-HillRishit Kalra100% (1)
- Composite Filled Composite Circular Column DesignDocument1 pageComposite Filled Composite Circular Column DesignAli SamaniNo ratings yet