You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- P460 470Document11 pagesP460 470mailsk123No ratings yet
- CAMDocument18 pagesCAMShun MugeshNo ratings yet
- Laser Engraving Machine SES August 2018 FilledDocument7 pagesLaser Engraving Machine SES August 2018 FilledShun MugeshNo ratings yet
- Program OutcomesDocument1 pageProgram OutcomesShun MugeshNo ratings yet
- CADDocument8 pagesCADShun MugeshNo ratings yet
- Primer Creo 2 LKDocument101 pagesPrimer Creo 2 LKGovind JagatapNo ratings yet
- Queuing Theory: Transient State & Steady StateDocument6 pagesQueuing Theory: Transient State & Steady StateShun MugeshNo ratings yet
- Shreejith Ga CodeDocument29 pagesShreejith Ga CodeShun MugeshNo ratings yet
- 02 Cad Cam 6Document9 pages02 Cad Cam 6kranthi142434No ratings yet
- Optimization of Deep Drilling Process Parameters of AISI 321 Steel Using Taguchi MethodDocument9 pagesOptimization of Deep Drilling Process Parameters of AISI 321 Steel Using Taguchi MethodShun MugeshNo ratings yet
- Introduction To CADDocument3 pagesIntroduction To CADMaaruf Khan PathanNo ratings yet
- 1 s2.0 S2238785414000271 MainDocument14 pages1 s2.0 S2238785414000271 MainShun MugeshNo ratings yet
- Main Effects Plot for MRR and Diameter RatioDocument1 pageMain Effects Plot for MRR and Diameter RatioShun MugeshNo ratings yet
- Application of Taguchi Methods in The Optimization of Cutting Parameters For Surface Finish and Hole Diameter Accuracy in Dry Drilling ProcessesDocument12 pagesApplication of Taguchi Methods in The Optimization of Cutting Parameters For Surface Finish and Hole Diameter Accuracy in Dry Drilling ProcessesShun MugeshNo ratings yet
- 1 s2.0 S0924013603008616 MainDocument13 pages1 s2.0 S0924013603008616 MainShun MugeshNo ratings yet
- Classical Optimization Techniques: HapterDocument18 pagesClassical Optimization Techniques: Hapterchirag_693No ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 3LW - Types and Properties of Aviation OilsDocument10 pages3LW - Types and Properties of Aviation OilsZouhair ElmNo ratings yet
- Five Uses For NanotechnologyDocument2 pagesFive Uses For NanotechnologyJailian Rhainne Delloso BretañaNo ratings yet
- Handling of MaterialsDocument34 pagesHandling of MaterialsJerome GarganeraNo ratings yet
- TCE Babbitt 18391-2Document2 pagesTCE Babbitt 18391-2paulo cesar hernandez mijangosNo ratings yet
- @unacademyplusdiscounts Arihant BITSAT Prep Guide 2020Document1,367 pages@unacademyplusdiscounts Arihant BITSAT Prep Guide 2020Ritviz AggarwalNo ratings yet
- Filters ENDocument11 pagesFilters ENChris GavevaNo ratings yet
- Anochrome Coating Data Sheet 15-10-14Document3 pagesAnochrome Coating Data Sheet 15-10-14ellisforheroesNo ratings yet
- All Cable Lugs and Connectors CatalogDocument28 pagesAll Cable Lugs and Connectors CatalogTaufiq HidayatNo ratings yet
- MINIMUM TESTING REQUIREMENTS FOR CONSTRUCTION PROJECTSDocument17 pagesMINIMUM TESTING REQUIREMENTS FOR CONSTRUCTION PROJECTSAris TesoroNo ratings yet
- Irc - SP 105Document265 pagesIrc - SP 105Anu PathakNo ratings yet
- HVOF Processed CoCrFeMnNiDocument11 pagesHVOF Processed CoCrFeMnNiRafael RiveraNo ratings yet
- Rfi Gecpl-Spscpl (JV) 01.03.2019Document4 pagesRfi Gecpl-Spscpl (JV) 01.03.2019alokNo ratings yet
- The Ncuk International Foundation Year IFYCH002 Chemistry End of Semester 1 Test 2018-19Document12 pagesThe Ncuk International Foundation Year IFYCH002 Chemistry End of Semester 1 Test 2018-19Mfanafuthi100% (1)
- Mechanical Properties of Engineered Materials Mechanical EngineeringDocument584 pagesMechanical Properties of Engineered Materials Mechanical EngineeringEnis Sevim100% (12)
- Module Outline 2011: Architects Need To Know But Can Never Find. Rockport: MassDocument5 pagesModule Outline 2011: Architects Need To Know But Can Never Find. Rockport: Massapi-115534435No ratings yet
- Ce 14444 Lab7Document5 pagesCe 14444 Lab7Owen Francis Arles MaongatNo ratings yet
- Mekonen PDFDocument5 pagesMekonen PDFAkatew Haile MebrahtuNo ratings yet
- UPVC Litaflex Conduit & FittingDocument10 pagesUPVC Litaflex Conduit & FittingSara NuonNo ratings yet
- Dyplast Product InsulationDocument20 pagesDyplast Product InsulationbargezNo ratings yet
- Sandwitched Fly Ash PanelDocument33 pagesSandwitched Fly Ash PanelEdeeksha Shekhawat100% (1)
- 1 Brain Storm Chemistry Med FinalDocument7 pages1 Brain Storm Chemistry Med FinalShudhanshu KumarNo ratings yet
- Brochure Combined Wall Systems - 2019 - Digital - SingleDocument40 pagesBrochure Combined Wall Systems - 2019 - Digital - SinglelazcanoNo ratings yet
- 01 Well Cementing - Day 1 PDFDocument131 pages01 Well Cementing - Day 1 PDFام فاطمة البطاط100% (1)
- Material Data Sheet Hovadur CCNB Eh: Agreed Properties at 20 °C (Condition: Hardened, Solution Heat Treated Respectively)Document4 pagesMaterial Data Sheet Hovadur CCNB Eh: Agreed Properties at 20 °C (Condition: Hardened, Solution Heat Treated Respectively)AliNo ratings yet
- Study The Different Types of Pattern and Their CharacteristicsDocument5 pagesStudy The Different Types of Pattern and Their CharacteristicsUsman RazaNo ratings yet
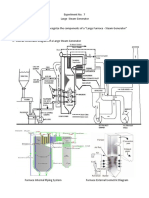
- Large Steam GeneratorDocument12 pagesLarge Steam GeneratorChe AguilarNo ratings yet
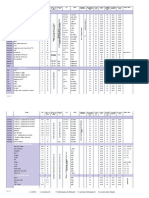
- Beseva Group Product Listing for Bleaching, Dyeing, Finishing and Printing ChemicalsDocument9 pagesBeseva Group Product Listing for Bleaching, Dyeing, Finishing and Printing ChemicalsNoumanKhanNo ratings yet
- Troubleshooting GuideDocument25 pagesTroubleshooting GuideIjabiNo ratings yet
- 1sdg3y7p9 - AdGE Module 12-Rev Covalent CompoundsDocument15 pages1sdg3y7p9 - AdGE Module 12-Rev Covalent CompoundsJohn RomasantaNo ratings yet
- Discussion Exp 2 PicklingDocument2 pagesDiscussion Exp 2 PicklingFarah Izzati100% (6)