You might also like
- Cyber Security Research Proposal - SandboxingDocument23 pagesCyber Security Research Proposal - SandboxingAnonymous Sa6jc83D100% (4)
- SHB 2503-3703 en 1000081433Document192 pagesSHB 2503-3703 en 1000081433Alberto100% (1)
- Studio4 - LEED - Green - Associate - Study - Guide - Master 2nd Edition PDFDocument310 pagesStudio4 - LEED - Green - Associate - Study - Guide - Master 2nd Edition PDFyu zhangNo ratings yet
- A952A952MDocument7 pagesA952A952MSoumya ChatterjeeNo ratings yet
- Wire Rope Sockets SpecificationDocument17 pagesWire Rope Sockets SpecificationJustin FetterNo ratings yet
- Specifications ThermitDocument34 pagesSpecifications Thermit100offeerNo ratings yet
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Cat 3412e PDFDocument4 pagesCat 3412e PDFCristina CoceasuNo ratings yet
- 1999 System Wiring Diagrams. Chevrolet - SuburbanDocument1 page1999 System Wiring Diagrams. Chevrolet - SuburbanJimmy Perera BurgosNo ratings yet
- Bilge Alarm Monitor OMD 11Document22 pagesBilge Alarm Monitor OMD 11Lucian Iftemie100% (3)
- Physics ExamDocument30 pagesPhysics Examjomar bolasocNo ratings yet
- RR C 271DDocument53 pagesRR C 271DJomon Varghese100% (1)
- RR C 271FDocument45 pagesRR C 271Fm_naderasliNo ratings yet
- Rules For Lifting Appliances 1Document62 pagesRules For Lifting Appliances 1TIZIANO CIVIDINONo ratings yet
- BS Din en 13411-3 - 2009Document32 pagesBS Din en 13411-3 - 2009Rakesh DasNo ratings yet
- ENV 13001-1 (Sadrzaj)Document5 pagesENV 13001-1 (Sadrzaj)Goran PandazievNo ratings yet
- THIELE Grade80 A5 EnglishDocument52 pagesTHIELE Grade80 A5 EnglishalpNo ratings yet
- BS en 1492-2Document28 pagesBS en 1492-2bugseNo ratings yet
- Australian/New Zealand Standard: Tolerances For Flat-Rolled Steel ProductsDocument7 pagesAustralian/New Zealand Standard: Tolerances For Flat-Rolled Steel ProductsZohaib Rafiq0% (1)
- En 10204Document9 pagesEn 10204Uthayan SPNo ratings yet
- 3481-2 - Flat Lifting SlingsDocument20 pages3481-2 - Flat Lifting SlingsAriq Fauzan100% (1)
- Suds Wire Rope Grips Din741Document1 pageSuds Wire Rope Grips Din741Gerardo LobosNo ratings yet
- BS-3031-1 Tyres Crane - TMPDocument12 pagesBS-3031-1 Tyres Crane - TMPgazaliNo ratings yet
- EN 12277 enDocument1 pageEN 12277 enDean WilyNo ratings yet
- Technical Data Manual: Developed & Manufactured in The UK by Millfield Enterprises (Manufacturing) LimitedDocument20 pagesTechnical Data Manual: Developed & Manufactured in The UK by Millfield Enterprises (Manufacturing) LimitedAlberto CárdenasNo ratings yet
- prEN ISO 3471-1.2 - 2006 - EDocument2 pagesprEN ISO 3471-1.2 - 2006 - EMontineriNo ratings yet
- 2019 03 AS-7517-2014 Wheelsets PreviewDocument19 pages2019 03 AS-7517-2014 Wheelsets PreviewAriful Hassan KallolNo ratings yet
- En 1090Document1 pageEn 1090Anonymous pgQIReuNo ratings yet
- Steel Track Spikes: Standard Specification ForDocument4 pagesSteel Track Spikes: Standard Specification Forvikramadithan renugopalNo ratings yet
- 16 New Revision of EN13852 1Document7 pages16 New Revision of EN13852 1Danny MatthewNo ratings yet
- Iso 4310 - 2009 Cranes - Test Code and Procedures - PDFDocument19 pagesIso 4310 - 2009 Cranes - Test Code and Procedures - PDFpranayasharma022No ratings yet
- Iso 10325 2018Document9 pagesIso 10325 2018Julio Andrés Casal Ramos0% (1)
- BS EN 13411-4 Termination of Wire Ropes-Safety - MetalDocument22 pagesBS EN 13411-4 Termination of Wire Ropes-Safety - MetalWalid Bdeir100% (1)
- Is 13411Document44 pagesIs 13411Aditya PratapNo ratings yet
- F 1. 50 KG For 5 Min 2. 150 KG For 5 Min F 22 KN For Type A F 18 KN For Type BDocument2 pagesF 1. 50 KG For 5 Min 2. 150 KG For 5 Min F 22 KN For Type A F 18 KN For Type BMauricio GaviriaNo ratings yet
- 302-5 Stranded Steel Wire Rope PDFDocument12 pages302-5 Stranded Steel Wire Rope PDFAriq FauzanNo ratings yet
- 1.4313 enDocument2 pages1.4313 envesselNo ratings yet
- ISO 4301-1-1986 Cranes and Lifting Appliances - Classification - Part 1 - GeneralDocument9 pagesISO 4301-1-1986 Cranes and Lifting Appliances - Classification - Part 1 - GeneralNeil WayneNo ratings yet
- Other Movable Bridge Forms: Movable Bridge Design ISBN 978-0-7277-5804-0 ICE Publishing: All Rights ReservedDocument27 pagesOther Movable Bridge Forms: Movable Bridge Design ISBN 978-0-7277-5804-0 ICE Publishing: All Rights ReservedManasviNo ratings yet
- Earth-Moving Machinery - Laboratory Tests and Performance Requirements For Roll-Over Protective Structures - Metallic StructuresDocument69 pagesEarth-Moving Machinery - Laboratory Tests and Performance Requirements For Roll-Over Protective Structures - Metallic StructuresMontineriNo ratings yet
- International Standard: Cranes - Inspections - GeneralDocument6 pagesInternational Standard: Cranes - Inspections - GeneralNational MarineNo ratings yet
- BS 4536Document20 pagesBS 4536jamie courneyNo ratings yet
- BWM 0000002 01Document28 pagesBWM 0000002 01stefanovicana1No ratings yet
- Bs en 123854Document34 pagesBs en 123854AndreyNo ratings yet
- A Comparison of BS en 287 Part 1 and ISO 9606Document3 pagesA Comparison of BS en 287 Part 1 and ISO 9606Joe ClarkeNo ratings yet
- Copie de Standards Check ListDocument7 pagesCopie de Standards Check ListAbakar MahamatNo ratings yet
- A1023A1023M-15 Standard Specification For Stranded Carbon Steel Wire Ropes For General PurposesDocument33 pagesA1023A1023M-15 Standard Specification For Stranded Carbon Steel Wire Ropes For General Purposestjt4779No ratings yet
- Iso 4866 2010 PDFDocument11 pagesIso 4866 2010 PDFSj OnNo ratings yet
- NR 26 Safety SignallingDocument6 pagesNR 26 Safety SignallingMarcia Rezende AntonioNo ratings yet
- All Unified PL On SR RequestDocument87 pagesAll Unified PL On SR RequestRohit Kumar SinghNo ratings yet
- Katalog Wampfler Narazniky EN PDFDocument34 pagesKatalog Wampfler Narazniky EN PDFpich222100% (1)
- 1 - 2012 - Cranes - Wheels and Tracks Copy-TRDocument28 pages1 - 2012 - Cranes - Wheels and Tracks Copy-TRmehmet türeNo ratings yet
- StandardsDocument7 pagesStandardsmac1677No ratings yet
- As 2359.10-1995 Powered Industrial Trucks Fork-Lift Trucks - Hook-On Type Fork Arms - VocabularyDocument6 pagesAs 2359.10-1995 Powered Industrial Trucks Fork-Lift Trucks - Hook-On Type Fork Arms - VocabularySAI Global - APACNo ratings yet
- Oliver Equation Paper-1928Document38 pagesOliver Equation Paper-1928dps32100% (1)
- Horizontal Lifeline Systems GuidelineDocument4 pagesHorizontal Lifeline Systems GuidelinemohanNo ratings yet
- Iso 3834 2 2005 en PDFDocument6 pagesIso 3834 2 2005 en PDFRamamoorthy SundarNo ratings yet
- A239 14Document4 pagesA239 14diego rodriguez100% (1)
- Wire Rope and Webbing Sling Inspection ReportsDocument2 pagesWire Rope and Webbing Sling Inspection ReportsdharwinNo ratings yet
- ISO-8794-2020 Steel Wire Ropes Spliced Part PDFDocument11 pagesISO-8794-2020 Steel Wire Ropes Spliced Part PDFMeleti Meleti Meletiou100% (1)
- Gunnebo Master Link MDocument1 pageGunnebo Master Link MKyi HanNo ratings yet
- Wire Rope Clamp Specification GuideDocument9 pagesWire Rope Clamp Specification GuideEric YatesNo ratings yet
- FF S 85DDocument20 pagesFF S 85DmshNo ratings yet
- Downloaded Waveguide Flange SpecificationDocument7 pagesDownloaded Waveguide Flange SpecificationNecati HayratNo ratings yet
- Mil DTL 83413BDocument18 pagesMil DTL 83413BMarcos MNo ratings yet
- Fluidflow@ Dla MilDocument15 pagesFluidflow@ Dla MilMauro MiguelNo ratings yet
- Mil PRF 39012e Amendment 2Document44 pagesMil PRF 39012e Amendment 2MITHUN.V POWARNo ratings yet
- 1 - PDFsam - BS EN 12706 PDFDocument1 page1 - PDFsam - BS EN 12706 PDFCristina CoceasuNo ratings yet
- Full Page PhotoDocument1 pageFull Page PhotoCristina CoceasuNo ratings yet
- Technical Guide ISO 9001Document12 pagesTechnical Guide ISO 9001shule1No ratings yet
- Technical Specifications: 12 V 18ah AGM 5 YearsDocument2 pagesTechnical Specifications: 12 V 18ah AGM 5 YearsDaniel EspinozaNo ratings yet
- Pen Holder SHSDocument16 pagesPen Holder SHSabhijeetbose1No ratings yet
- CS-280E Chain Saw: Parts CatalogDocument16 pagesCS-280E Chain Saw: Parts CatalogГоран СтанишићNo ratings yet
- Unit-I: Introduction To J2EEDocument29 pagesUnit-I: Introduction To J2EEsurakshaNo ratings yet
- CUCM Intracluster Port Usage GuideDocument3 pagesCUCM Intracluster Port Usage GuideAbhinayMylavarapuNo ratings yet
- Assessment Clo1 Clo2 Clo3 Clo4 Clo5 Plo1 Plo2 Plo2 Plo1Document12 pagesAssessment Clo1 Clo2 Clo3 Clo4 Clo5 Plo1 Plo2 Plo2 Plo1Ma Liu Hun VuiNo ratings yet
- Carimin Acacia Stability-Onhire Loading JerunDocument6 pagesCarimin Acacia Stability-Onhire Loading Jerunh2sbnj86b4No ratings yet
- Batch Profile - 2017Document57 pagesBatch Profile - 2017Praneet TNo ratings yet
- MIMO Channel CapacityDocument9 pagesMIMO Channel CapacityGendyNo ratings yet
- Adaptive ArchitectureDocument27 pagesAdaptive ArchitectureSanjeev BumbNo ratings yet
- Civil DEMOLITION OF BUILDINGDocument12 pagesCivil DEMOLITION OF BUILDINGShaik Abdul RaheemNo ratings yet
- Developing Recycled PET Fiber for Concrete ReinforcementDocument8 pagesDeveloping Recycled PET Fiber for Concrete ReinforcementJunaid Ahmad100% (1)
- 1855OME - Instruction Manual - Kinney Oil Mist EliminatorsDocument15 pages1855OME - Instruction Manual - Kinney Oil Mist EliminatorsahmedNo ratings yet
- Cotta Transfer Case Lube PlanDocument3 pagesCotta Transfer Case Lube PlanMatias Alfredo Contreras KöbrichNo ratings yet
- ETN2A ElectromechanicsDocument64 pagesETN2A ElectromechanicsEinstein's VanderbijlparkNo ratings yet
- Hanson G209 (SW Valves)Document12 pagesHanson G209 (SW Valves)AKSHEYMEHTANo ratings yet
- Advanced Data Structures and ImplementationDocument56 pagesAdvanced Data Structures and ImplementationSyam Prasad Reddy BattulaNo ratings yet
- Grounding and JumperingDocument16 pagesGrounding and Jumperingferreiramarco56No ratings yet
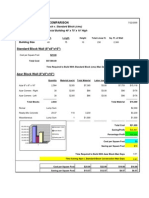
- AZAR Block CostcomparisonDocument8 pagesAZAR Block CostcomparisontckittuNo ratings yet
- 2 Interference in Spur GearsDocument2 pages2 Interference in Spur Gearschris100% (1)
- SBBR - Star Rnav Obdog 2b Rwy 29l - 29r - Star - 20220811Document1 pageSBBR - Star Rnav Obdog 2b Rwy 29l - 29r - Star - 20220811vitor marianoNo ratings yet
- Microcontrolled Electromagnetic Engine: Atul Kumar Singh, Prabhat Ranjan TripathiDocument4 pagesMicrocontrolled Electromagnetic Engine: Atul Kumar Singh, Prabhat Ranjan TripathiTarun SinghNo ratings yet
- Advantages & Disadvantages CITWDocument5 pagesAdvantages & Disadvantages CITWSreePrakashNo ratings yet
- 3.17. Creep EquationsDocument10 pages3.17. Creep Equationsruchit solankiNo ratings yet