You might also like
- Gears TerminologyDocument10 pagesGears TerminologyJawad Ullah100% (2)
- Module IV: Gears and Gear TrainsDocument38 pagesModule IV: Gears and Gear TrainsSuraj VinayNo ratings yet
- Gear Terms and DefinitionsDocument5 pagesGear Terms and DefinitionsAaron_Liu_1555No ratings yet
- BevelDocument20 pagesBevelOmer NadeemNo ratings yet
- 2 - 3 Involute Spur Gear 1Document13 pages2 - 3 Involute Spur Gear 1jiteshpaul100% (1)
- Elements of GearDocument7 pagesElements of GearShashindra DhopeshwarNo ratings yet
- Spur GearDocument98 pagesSpur Geargautham_93No ratings yet
- Spur Gears: Are Used in Transmitting Torque Between Parallel ShaftsDocument31 pagesSpur Gears: Are Used in Transmitting Torque Between Parallel ShaftsDipakNo ratings yet
- Bearing Load CalculationDocument8 pagesBearing Load Calculationmac_devNo ratings yet
- Spur Gears - SlidesDocument45 pagesSpur Gears - SlidesKim Jeff BeringuelNo ratings yet
- Assignment 3Document20 pagesAssignment 3Siddhesh RaulNo ratings yet
- Design of Bevel GearDocument23 pagesDesign of Bevel Gearshahzadali078650% (2)
- Shaft Design GuideDocument3 pagesShaft Design GuideDr_M_Soliman100% (1)
- Unit-4 Bevel GearsDocument27 pagesUnit-4 Bevel GearsMarthande0% (1)
- 10.1 - Calculation of Strength For Spur and Helical Gears - TechnicalData - KGSTOCKGEARS PDFDocument14 pages10.1 - Calculation of Strength For Spur and Helical Gears - TechnicalData - KGSTOCKGEARS PDFChetan NeheteNo ratings yet
- Spur Gear Theory and Design: Soumitra Bhattacharya, M.Tech (Mech), Professional Member of ASMEDocument16 pagesSpur Gear Theory and Design: Soumitra Bhattacharya, M.Tech (Mech), Professional Member of ASMESyed Shoaib RazaNo ratings yet
- Design of GearsDocument40 pagesDesign of GearsSurya PrakashNo ratings yet
- Helical GearsDocument24 pagesHelical GearsPrakash Joshi88% (8)
- A. Basic Concepts 1.0 Velocities in Gear TrainsDocument76 pagesA. Basic Concepts 1.0 Velocities in Gear TrainsLuis Balducci80% (5)
- ShaftDocument16 pagesShaftSergey Shkapov100% (1)
- Tooth ThicknessDocument9 pagesTooth ThicknessPraveen VundrajavarapuNo ratings yet
- Helical Spring DesignDocument47 pagesHelical Spring DesignHKHKBOOKS100% (1)
- Lecture On Gear-MeasurementDocument29 pagesLecture On Gear-MeasurementSachin100% (1)
- GearsDocument70 pagesGearsJayesh NayakantiNo ratings yet
- Spline Design Using KISSSoftDocument8 pagesSpline Design Using KISSSoftAllan John Sala Limson0% (1)
- Gear FormulaeDocument13 pagesGear Formulaeian_newNo ratings yet
- Bev Gear Design PDFDocument5 pagesBev Gear Design PDFMawan BentzNo ratings yet
- Rolling Contact BearingsDocument11 pagesRolling Contact BearingsritNo ratings yet
- 22 Shaft and Its Design Based On StrengthDocument11 pages22 Shaft and Its Design Based On StrengthPRASAD326100% (4)
- Shaft LayoutDocument21 pagesShaft LayoutAmmar SafwtNo ratings yet
- Ar Cutting OperationDocument7 pagesAr Cutting OperationNandakrishnan S LNo ratings yet
- Introduction To Direct Gear DesignDocument15 pagesIntroduction To Direct Gear DesignburaktuncerNo ratings yet
- GearsDocument15 pagesGearsAvinandan SandilyaNo ratings yet
- Spur and Helical Gear Modeling in Pro-EDocument13 pagesSpur and Helical Gear Modeling in Pro-Ek_udhay100% (1)
- Bevel GearsDocument12 pagesBevel GearsJason Dequin VillarosaNo ratings yet
- Gears and Gear TrainsDocument127 pagesGears and Gear TrainsVikki KotaNo ratings yet
- Rack and PinionDocument16 pagesRack and PinionjeronimoisraelNo ratings yet
- Spur Gear DesignDocument51 pagesSpur Gear Designmshebbal2212100% (1)
- Basic Fundamentals of Gear Drives PDFDocument79 pagesBasic Fundamentals of Gear Drives PDFKushal santra100% (1)
- Machine Design - Design of ClutchesDocument12 pagesMachine Design - Design of ClutchesSachin Chaturvedi90% (21)
- Solved Examples For Spur Gear DesignDocument1 pageSolved Examples For Spur Gear Designpawan12340% (1)
- Design of ShaftDocument73 pagesDesign of ShaftVratraj JoshiNo ratings yet
- Chain RollerDocument9 pagesChain Rolleradn1987No ratings yet
- Helical Gears: DefinitionDocument29 pagesHelical Gears: DefinitionMuthuvel MNo ratings yet
- Worm GearsDocument27 pagesWorm GearsDipakNo ratings yet
- Design of Spur GearDocument67 pagesDesign of Spur GearShubham DhurjadNo ratings yet
- GearsDocument78 pagesGearsL.K. Bhagi100% (1)
- 0614 GearSolutionsDocument60 pages0614 GearSolutionsMarco Vinicius100% (1)
- Gear Geometry & Profile TheoryDocument24 pagesGear Geometry & Profile Theoryansh1983100% (2)
- Gear TerminologyDocument11 pagesGear TerminologyGoutam AcharjeeNo ratings yet
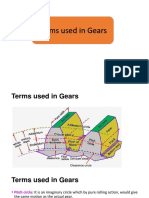
- Line of Action or Pressure Line: The Force, Which The Driving Tooth Exerts at Point of Contact of The TwoDocument2 pagesLine of Action or Pressure Line: The Force, Which The Driving Tooth Exerts at Point of Contact of The TwoMari MuthuNo ratings yet
- Gear TerminologyDocument42 pagesGear Terminologyyair Enrique Romero OspinoNo ratings yet
- Terminology SpurDocument3 pagesTerminology SpurNimish Pande100% (1)
- Ephrem Zeleke: Prepared byDocument44 pagesEphrem Zeleke: Prepared bysamuel mechNo ratings yet
- GearDocument31 pagesGearshah jalpaNo ratings yet
- Involute Spur GearDocument7 pagesInvolute Spur GeardhimanrayatNo ratings yet
- Module 3 PDF File SPUR GEARSDocument6 pagesModule 3 PDF File SPUR GEARSAdolfo KayeNo ratings yet
- Unit-5 Gears and Gear Trains: Guru Nanak Institute of TechnologyDocument9 pagesUnit-5 Gears and Gear Trains: Guru Nanak Institute of TechnologyKonduru Vinay Kumar ReddyNo ratings yet
- Gear LecturDocument50 pagesGear LecturMuralikrishnan GM100% (1)
- Technical Reference Guide Fastenal K Factor and MoreDocument62 pagesTechnical Reference Guide Fastenal K Factor and Moredlight0No ratings yet
- Passivate Stainless Steel PartsDocument2 pagesPassivate Stainless Steel PartsViswanathan SrkNo ratings yet
- Contract Review Rev2 1208Document19 pagesContract Review Rev2 1208Viswanathan SrkNo ratings yet
- Tables of International Standards, A ComparisonDocument22 pagesTables of International Standards, A ComparisonViswanathan SrkNo ratings yet
- 316 PDFDocument1 page316 PDFViswanathan SrkNo ratings yet
- A 240 - A 240M - 04 - Qti0mc0wnaDocument12 pagesA 240 - A 240M - 04 - Qti0mc0wnaViswanathan SrkNo ratings yet
- 316 PDFDocument1 page316 PDFViswanathan SrkNo ratings yet
- SSWWWWDocument6 pagesSSWWWWViswanathan SrkNo ratings yet
- Ex 4 BDocument1 pageEx 4 BViswanathan SrkNo ratings yet
- Araldite Ay103 1hy991 PDFDocument4 pagesAraldite Ay103 1hy991 PDFViswanathan SrkNo ratings yet
- Araldite Ay103 1hy991 PDFDocument4 pagesAraldite Ay103 1hy991 PDFViswanathan SrkNo ratings yet
- Araldite Ay103 1hy991 PDFDocument4 pagesAraldite Ay103 1hy991 PDFViswanathan SrkNo ratings yet
- Araldite Ay 103 1Document1 pageAraldite Ay 103 1Viswanathan SrkNo ratings yet
- SW DailyDocument32 pagesSW DailyViswanathan SrkNo ratings yet
- SW InsightDocument13 pagesSW InsightViswanathan SrkNo ratings yet
- Wi 2015 12Document64 pagesWi 2015 12Viswanathan SrkNo ratings yet
- Moneylife 12 November 2015Document68 pagesMoneylife 12 November 2015Viswanathan SrkNo ratings yet
- GateDocument6 pagesGateParveen SwamiNo ratings yet
- Antelope 21 December 2015Document3 pagesAntelope 21 December 2015Viswanathan SrkNo ratings yet
- Ex 4 ADocument3 pagesEx 4 AViswanathan SrkNo ratings yet
- Project1 - Diagram1Document1 pageProject1 - Diagram1Viswanathan SrkNo ratings yet
- Shaper Tool Head AssemblyDocument6 pagesShaper Tool Head Assemblyjagadeesh01No ratings yet
- Ex 4 ADocument3 pagesEx 4 AViswanathan SrkNo ratings yet
- Ex 1 BDocument1 pageEx 1 BViswanathan SrkNo ratings yet
- Ex 1 ADocument2 pagesEx 1 AViswanathan SrkNo ratings yet
- Ex 3 ADocument2 pagesEx 3 AViswanathan SrkNo ratings yet
- Ex 3 BDocument1 pageEx 3 BViswanathan SrkNo ratings yet
- For The First Time in India, Electrodes Put in Australian Man's Brain To Curb Depression - The Times of IndiaDocument6 pagesFor The First Time in India, Electrodes Put in Australian Man's Brain To Curb Depression - The Times of IndiaViswanathan SrkNo ratings yet
- Ex 2 ADocument2 pagesEx 2 AViswanathan SrkNo ratings yet
- Working Mind and The Thinking Mind - Lifestyle Article On SpeakingtreeDocument3 pagesWorking Mind and The Thinking Mind - Lifestyle Article On SpeakingtreeViswanathan SrkNo ratings yet
- LoperAmid 1Document5 pagesLoperAmid 1Hemma KusumaningrumNo ratings yet
- The Mystery of Putins DissertationDocument16 pagesThe Mystery of Putins DissertationDoinaCebanuNo ratings yet
- Position Trading Maximizing Probability of Winning TradesDocument91 pagesPosition Trading Maximizing Probability of Winning Tradescarlo bakaakoNo ratings yet
- Wayne A. Thorp - Analyzing Supply & Demand Using Point & Figure Charts PDFDocument5 pagesWayne A. Thorp - Analyzing Supply & Demand Using Point & Figure Charts PDFSrinivasNo ratings yet
- Business English IDocument8 pagesBusiness English ILarbi Ben TamaNo ratings yet
- DBL10 - Sapporo X Schematics Document: Compal ConfidentialDocument50 pagesDBL10 - Sapporo X Schematics Document: Compal ConfidentialEvgeniy BaranovskiyNo ratings yet
- 1609 Um009 - en PDocument34 pages1609 Um009 - en PAnonymous VKBlWeyNo ratings yet
- RULE 130 Rules of CourtDocument141 pagesRULE 130 Rules of CourtalotcepilloNo ratings yet
- Russian Sec 2023-24Document2 pagesRussian Sec 2023-24Shivank PandeyNo ratings yet
- Theater InstallationDocument7 pagesTheater InstallationtemamNo ratings yet
- Register A Custom Table in Apps SchemaDocument5 pagesRegister A Custom Table in Apps SchemaIapps ErpSolutionsNo ratings yet
- Al-Ahbash Evolution and BeliefsDocument4 pagesAl-Ahbash Evolution and BeliefskaptenzainalNo ratings yet
- Breaking News EnglishDocument13 pagesBreaking News English32. Nguyễn OanhNo ratings yet
- New Life in Christ - Vol05 - Engl - Teacher GuideDocument29 pagesNew Life in Christ - Vol05 - Engl - Teacher GuideOliver Angus100% (1)
- Thetford c250 InstallationDocument19 pagesThetford c250 InstallationCatalin Bejan100% (1)
- 1 Kane Equations - Example 1Document8 pages1 Kane Equations - Example 1Khisbullah HudhaNo ratings yet
- 13-Mike Engelbrecht - Methods of Maintenance On High Voltage Fluid FilledDocument5 pages13-Mike Engelbrecht - Methods of Maintenance On High Voltage Fluid FilledRomany AllamNo ratings yet
- The Effect of Realistic Mathematics Education Approach On Students' Achievement and Attitudes Towards MathematicsDocument9 pagesThe Effect of Realistic Mathematics Education Approach On Students' Achievement and Attitudes Towards MathematicsyusfazilaNo ratings yet
- Jeep TJ Torque SpecsDocument4 pagesJeep TJ Torque SpecsmaulotaurNo ratings yet
- MCQ With AnsDocument8 pagesMCQ With AnsAman KumarNo ratings yet
- Platos Apology SummaryDocument3 pagesPlatos Apology SummaryFMSANo ratings yet
- Vertical Transportation: Commercial, Hotel, Hospital, Etc)Document5 pagesVertical Transportation: Commercial, Hotel, Hospital, Etc)fdarchitectNo ratings yet
- Tele-Medicine: Presented by Shyam.s.s I Year M.SC NursingDocument12 pagesTele-Medicine: Presented by Shyam.s.s I Year M.SC NursingShyamNo ratings yet
- RP Poster FinalDocument1 pageRP Poster Finalapi-270795195No ratings yet
- Defining The Christian Faith PaperDocument8 pagesDefining The Christian Faith Paperlin tongNo ratings yet
- Technical EnglishDocument7 pagesTechnical EnglishGul HaiderNo ratings yet
- Impact of Technology On Our LivesDocument3 pagesImpact of Technology On Our LivesKim ErandioNo ratings yet
- Admission Prspectus English 2021-2022Document9 pagesAdmission Prspectus English 2021-2022A.B. SiNo ratings yet
- Shower Tapware: For More Information and Detailed Specifications Please Refer To Our Website: WWW - Plumbline.co - NZDocument11 pagesShower Tapware: For More Information and Detailed Specifications Please Refer To Our Website: WWW - Plumbline.co - NZNoman KhanNo ratings yet
- Cultivation and Horticulture of SandalwoodDocument2 pagesCultivation and Horticulture of SandalwoodAnkitha goriNo ratings yet