You might also like
- What Every Engineer Should Know About Welding ProceduresDocument13 pagesWhat Every Engineer Should Know About Welding Proceduresarash59_4uNo ratings yet
- Welding Process Improvement in Pressure Vessel Fabrication Approach To DMAIC Methodology Case in Small and Medium Industries in IndonesiaDocument5 pagesWelding Process Improvement in Pressure Vessel Fabrication Approach To DMAIC Methodology Case in Small and Medium Industries in IndonesiaAbuhurairah MunshiNo ratings yet
- Robotic Process Automation: IntroductionDocument6 pagesRobotic Process Automation: IntroductionpankajNo ratings yet
- PT-MT Kurs NotuDocument300 pagesPT-MT Kurs NotuBahadir TekinNo ratings yet
- 1044 Plant Inspection Career Poster April 2014Document1 page1044 Plant Inspection Career Poster April 2014Herd ImanNo ratings yet
- Uipath Tutorial PDFDocument86 pagesUipath Tutorial PDFP Misra100% (1)
- Materials For Construction For Process Equipment and Piping Systems - Selection and In-Service PerformanceDocument7 pagesMaterials For Construction For Process Equipment and Piping Systems - Selection and In-Service PerformanceZoebairNo ratings yet
- Arup Future of Project Management2Document68 pagesArup Future of Project Management2LaurentiuNo ratings yet
- Automated Mobile Testing Using Appium PDFDocument34 pagesAutomated Mobile Testing Using Appium PDFBalasubrahmanyamNo ratings yet
- Auma Control Valve ManualDocument20 pagesAuma Control Valve ManualAnto ThoppilNo ratings yet
- A06b 6127 h208 Aisv 4080hv Servo Fanuc ManualDocument362 pagesA06b 6127 h208 Aisv 4080hv Servo Fanuc ManualRoberto Manzanares MtzNo ratings yet
- Hydraulic Rock Drill HL 710S: Application DescriptionDocument2 pagesHydraulic Rock Drill HL 710S: Application DescriptionHerd Iman100% (2)
- Sinamics S120 TuningDocument36 pagesSinamics S120 TuningIng Capriel CaprielNo ratings yet
- Summer Training Report On PLC and ScadaDocument30 pagesSummer Training Report On PLC and ScadaPooja Mandal73% (11)
- Current Trends in Welding Processes and Materials: Improve in EffectivenessDocument12 pagesCurrent Trends in Welding Processes and Materials: Improve in EffectivenessRoberto Antonio PerezNo ratings yet
- Welders and NDT WorkshopDocument9 pagesWelders and NDT WorkshopNicholasKalumNo ratings yet
- Technological Innovations in Metals Engineering: JOM, Vol. 71, No. 2, 2019Document4 pagesTechnological Innovations in Metals Engineering: JOM, Vol. 71, No. 2, 2019paringitNo ratings yet
- Additive Manufacturing Methods and Modeling ApproaDocument18 pagesAdditive Manufacturing Methods and Modeling Approa丂卂Ꮆ卂尺ㄖ卩No ratings yet
- Materials: Research Progress of Arc Additive Manufacture TechnologyDocument27 pagesMaterials: Research Progress of Arc Additive Manufacture TechnologyAlexis Prado CaceresNo ratings yet
- Itp Metal Casting Metalcasting Industry Technology RoadmapDocument72 pagesItp Metal Casting Metalcasting Industry Technology RoadmapKarthikeyan MuthukumarasamyNo ratings yet
- A Metal Powder Bed Fusion Process in Industry QualDocument21 pagesA Metal Powder Bed Fusion Process in Industry QualElsaid SalahNo ratings yet
- Final Complete ProjectDocument75 pagesFinal Complete ProjectNithin ReddyNo ratings yet
- Manufacturing DissertationsDocument4 pagesManufacturing DissertationsCustomWritingPapersSingapore100% (1)
- WeldEye Value Impct of Welding+Management Software Over The Welding Value Chain White Paper PDFDocument12 pagesWeldEye Value Impct of Welding+Management Software Over The Welding Value Chain White Paper PDFPrakash RajNo ratings yet
- RCPretorius Research Proposal Draft Nov2017CommentsDocument16 pagesRCPretorius Research Proposal Draft Nov2017CommentsrcpretoriusNo ratings yet
- Cost & Quality Analysis of WeldingDocument13 pagesCost & Quality Analysis of Weldingswapnil pandeNo ratings yet
- Is Plastic Laser Welding Economical?: Competing ProcessesDocument3 pagesIs Plastic Laser Welding Economical?: Competing Processesdivjak70No ratings yet
- Metals 13 01762Document28 pagesMetals 13 01762rodolfolbatalhaNo ratings yet
- Metals: Quality Assessment and Process Management of Welded Joints in Metal Construction-A ReviewDocument18 pagesMetals: Quality Assessment and Process Management of Welded Joints in Metal Construction-A ReviewenglopesNo ratings yet
- 1 s2.0 S2214785320358922 MainDocument11 pages1 s2.0 S2214785320358922 MainGuilherme SampaioNo ratings yet
- #A 5S Lean Strategy For A Sustainable Welding Process-INGDocument17 pages#A 5S Lean Strategy For A Sustainable Welding Process-INGMarianella Cordova MincholaNo ratings yet
- En 353 - 2Document5 pagesEn 353 - 2senthil kumarNo ratings yet
- Research Papers On Advanced Manufacturing TechnologyDocument4 pagesResearch Papers On Advanced Manufacturing Technologygz8y0espNo ratings yet
- A Current State of Metal Additive Manufacturing Methods: A ReviewDocument8 pagesA Current State of Metal Additive Manufacturing Methods: A ReviewJoe JoeyNo ratings yet
- Design and Fabrication of Welding Fixtures and PositionersDocument5 pagesDesign and Fabrication of Welding Fixtures and PositionersVIVA-TECH IJRINo ratings yet
- 1 s2.0 S1526612518310739 MainDocument13 pages1 s2.0 S1526612518310739 MainGuilherme SampaioNo ratings yet
- 1 s2.0 S0261306914007857 MainDocument19 pages1 s2.0 S0261306914007857 Mainavsriv07No ratings yet
- Digital Twin-Enabled Collaborative Data Management For Metal AdditiveDocument18 pagesDigital Twin-Enabled Collaborative Data Management For Metal Additivedecardo.ivander.simarmataNo ratings yet
- AMT BasicsDocument5 pagesAMT BasicsRashmitha RashmiNo ratings yet
- A Review of The Wire Arc Additive Manufacturing of Metals: Properties, Defects and Quality ImprovementDocument14 pagesA Review of The Wire Arc Additive Manufacturing of Metals: Properties, Defects and Quality ImprovementSaketh BachuNo ratings yet
- MSD 1Document7 pagesMSD 1Qy LeeNo ratings yet
- GLOMACS Materials of Constr. For Process Equipment and Piping SystemsDocument6 pagesGLOMACS Materials of Constr. For Process Equipment and Piping SystemsRoo FaNo ratings yet
- 2024-AMBench-718 Phase Evolution PDFDocument16 pages2024-AMBench-718 Phase Evolution PDFLuis SantacruzNo ratings yet
- Quality Control and Assurance in Fabrication of Welded Structure Subjected To Fatigue LoadingDocument13 pagesQuality Control and Assurance in Fabrication of Welded Structure Subjected To Fatigue LoadingRoberto Toccaceli BlasiNo ratings yet
- A Qualification Procedure To Manufacture and Repair Aerospace Parts With Electron Beam MeltingDocument11 pagesA Qualification Procedure To Manufacture and Repair Aerospace Parts With Electron Beam Meltingadnan domlogeNo ratings yet
- Welding Management As A Tool For Innovative, Competitive and Sustainable Manufacturing: Case Study - West AfricaDocument12 pagesWelding Management As A Tool For Innovative, Competitive and Sustainable Manufacturing: Case Study - West AfricaAlex MazabuelNo ratings yet
- Artigo IADocument6 pagesArtigo IAp.iscardoso1210No ratings yet
- A Review of Machine Learning Applications in Additive ManufacturingDocument11 pagesA Review of Machine Learning Applications in Additive ManufacturingEsaú RojasNo ratings yet
- Prediction of Cutting Forces in Milling Using Machine Learning Algorithms and Finite Element AnalysisDocument12 pagesPrediction of Cutting Forces in Milling Using Machine Learning Algorithms and Finite Element AnalysisBasavaraj G LNo ratings yet
- Electrochemical DeburringDocument8 pagesElectrochemical DeburringraulNo ratings yet
- New Trends For MachiningDocument17 pagesNew Trends For MachiningKenneth SienaNo ratings yet
- Ijesit201402 64Document10 pagesIjesit201402 64lamrabet abdelkaderNo ratings yet
- Automation in Steel Industry - IspatGuru PDFDocument13 pagesAutomation in Steel Industry - IspatGuru PDFsudhir raiNo ratings yet
- Estimation of MagDocument6 pagesEstimation of MagDeepak ShrivastavNo ratings yet
- Singh 2020Document13 pagesSingh 2020BornJustForDead AmenNo ratings yet
- L1 Unit-1 Advance WeldingDocument11 pagesL1 Unit-1 Advance WeldingSaurabh Kumar GuptaNo ratings yet
- Evaluation by Shot Peening Processes On Camshaft Sustainability With An Indigenous Foundry Modeling of Technology Transfer in Nigeria Using Computer Aided Engineering SoftwareDocument5 pagesEvaluation by Shot Peening Processes On Camshaft Sustainability With An Indigenous Foundry Modeling of Technology Transfer in Nigeria Using Computer Aided Engineering SoftwareInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Productivity Improvement Using Automation in Conveyor Roller WeldingDocument16 pagesProductivity Improvement Using Automation in Conveyor Roller WeldingIJRASETPublicationsNo ratings yet
- CM 8 (1) .Docx RevisedDocument11 pagesCM 8 (1) .Docx RevisedROUHAN QURESHINo ratings yet
- Advancement in Welding Technology and Materials Improving ProductivityDocument13 pagesAdvancement in Welding Technology and Materials Improving ProductivityJessica AyaoNo ratings yet
- Mohamed 2018 IOP Conf. Ser. Mater. Sci. Eng. 328 012033 PDFDocument11 pagesMohamed 2018 IOP Conf. Ser. Mater. Sci. Eng. 328 012033 PDFTam Jun HuiNo ratings yet
- Additive Manufacturing Integrated Hybrid Manufacturing and Subtractive Processes Economic Model and AnalysisDocument17 pagesAdditive Manufacturing Integrated Hybrid Manufacturing and Subtractive Processes Economic Model and AnalysisFelipe MarinNo ratings yet
- Bikas 2015Document17 pagesBikas 2015Clint TcNo ratings yet
- Cirp Annals - Manufacturing Technology: R. Roy (1), R. Stark (2), K. Tracht (2), S. Takata (1), M. MoriDocument22 pagesCirp Annals - Manufacturing Technology: R. Roy (1), R. Stark (2), K. Tracht (2), S. Takata (1), M. MoriTsegay TeklayNo ratings yet
- Metal Casting - Industry of The FutureDocument8 pagesMetal Casting - Industry of The FutureMEWAEL MIZANNo ratings yet
- MtiroadmapDocument28 pagesMtiroadmapganeshdhageNo ratings yet
- Additive Manufacturing - Rapid PrototypingDocument5 pagesAdditive Manufacturing - Rapid PrototypingAlex BurdeNo ratings yet
- Design and Development of Special Purpose Machine Used For Circular Metal Inert Gas WeldingDocument8 pagesDesign and Development of Special Purpose Machine Used For Circular Metal Inert Gas Weldingwood_ksd3251No ratings yet
- Additive Manufacturing Literature ReviewDocument10 pagesAdditive Manufacturing Literature Revieweygyabvkg100% (1)
- Thesis On Manufacturing IndustryDocument6 pagesThesis On Manufacturing IndustryHelpMeWriteAPaperMurfreesboro100% (1)
- Awst 11 35Document7 pagesAwst 11 35Herd ImanNo ratings yet
- Awst 11 43Document4 pagesAwst 11 43Herd ImanNo ratings yet
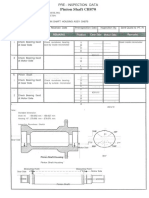
- Pinion Shaft CH870: Pre - Inspection DataDocument1 pagePinion Shaft CH870: Pre - Inspection DataHerd ImanNo ratings yet
- Awst 11 31Document4 pagesAwst 11 31Herd ImanNo ratings yet
- Awst 11 115Document5 pagesAwst 11 115Herd ImanNo ratings yet
- Awst 11 94Document5 pagesAwst 11 94Herd ImanNo ratings yet
- Awst 11 Il 02Document8 pagesAwst 11 Il 02Herd ImanNo ratings yet
- Awst 11 04Document8 pagesAwst 11 04Herd ImanNo ratings yet
- Awst 11 07Document8 pagesAwst 11 07Herd ImanNo ratings yet
- Awst 11 112Document9 pagesAwst 11 112Herd ImanNo ratings yet
- Chain HoistDocument1 pageChain HoistHerd ImanNo ratings yet
- Improvement of Cold Crack Resistance by Controlling The Weld Metal MicrostructureDocument6 pagesImprovement of Cold Crack Resistance by Controlling The Weld Metal MicrostructureHerd ImanNo ratings yet
- VERTEX 5T Hoist For Converter #3 RelineDocument1 pageVERTEX 5T Hoist For Converter #3 RelineHerd ImanNo ratings yet
- VERTEX 5T Overhead Crane For Product BagDocument1 pageVERTEX 5T Overhead Crane For Product BagHerd ImanNo ratings yet
- Ultra Sonic Examination Report PT - Imemba ContractorDocument1 pageUltra Sonic Examination Report PT - Imemba ContractorHerd ImanNo ratings yet
- New Microsoft Word DocumentDocument2 pagesNew Microsoft Word DocumentHerd ImanNo ratings yet
- Repotr VickDocument1 pageRepotr VickHerd ImanNo ratings yet
- Application HerdimanDocument1 pageApplication HerdimanHerd ImanNo ratings yet
- Visa Application Form 2012Document2 pagesVisa Application Form 2012Honey OliverosNo ratings yet
- PT BackupDocument7 pagesPT BackupHerd ImanNo ratings yet
- Loi Arcmart UkraineDocument4 pagesLoi Arcmart UkraineHerd ImanNo ratings yet
- Twin Heat Module InstructionsDocument1 pageTwin Heat Module InstructionsHerd ImanNo ratings yet
- (Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Document1 page(Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Ante LukavacNo ratings yet
- Contoh Resume TerbaikDocument3 pagesContoh Resume Terbaikimelya83% (18)
- (Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Document1 page(Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Ante LukavacNo ratings yet
- STS - Automation of Jobs, Threat To Employment?Document4 pagesSTS - Automation of Jobs, Threat To Employment?Omar AculanNo ratings yet
- Deloitte NL Real Estate Innovation Construction in The Shade of Global CrisisDocument5 pagesDeloitte NL Real Estate Innovation Construction in The Shade of Global CrisisAyrton LassiNo ratings yet
- Computer Info Sys Chapter1Document9 pagesComputer Info Sys Chapter1gupson7No ratings yet
- Format of Reaction PaperDocument3 pagesFormat of Reaction Paperdiane mabbonNo ratings yet
- Large Container Handling Systems-5Document5 pagesLarge Container Handling Systems-5Adn AdinaNo ratings yet
- Security Automation in Information Technology: Sikender Mohsienuddin Mohammad, Surya LakshmisriDocument5 pagesSecurity Automation in Information Technology: Sikender Mohsienuddin Mohammad, Surya LakshmisriramramNo ratings yet
- Absorption Heat PumpsDocument1 pageAbsorption Heat PumpsrmuhumuzaNo ratings yet
- 7SA522 CatalogueDocument53 pages7SA522 Cataloguetayson2002No ratings yet
- Danfoss Turbocor Compressors Retrofit Performance Data Worksheet 2005-08Document9 pagesDanfoss Turbocor Compressors Retrofit Performance Data Worksheet 2005-08echc5599No ratings yet
- Defense Robot - PPTDocument12 pagesDefense Robot - PPTNaveenNo ratings yet
- Advance in MechatronicsDocument6 pagesAdvance in Mechatronicsj rNo ratings yet
- Power Monitoring Expert 7 - 2 Functions and CharacteristicsDocument6 pagesPower Monitoring Expert 7 - 2 Functions and CharacteristicsDave CamposNo ratings yet
- Liquid Level and Photoelectric Sensors Based Automatic Liquid Mixing and Filling Machine System Using PLCDocument5 pagesLiquid Level and Photoelectric Sensors Based Automatic Liquid Mixing and Filling Machine System Using PLCEditor IJTSRDNo ratings yet
- Senzori Knjiga 2001Document593 pagesSenzori Knjiga 2001Anica ČančarNo ratings yet
- Rooftop Package PRC-MYADocument8 pagesRooftop Package PRC-MYAMMMSLOUHNo ratings yet
- Basic 315 Easy Life EngDocument12 pagesBasic 315 Easy Life Engnour eldinNo ratings yet
- 2 3 4 P Automationthroughprogramming 1Document13 pages2 3 4 P Automationthroughprogramming 1api-262081791No ratings yet
- TEng - Ch06 MEC 551 RefrigerationDocument50 pagesTEng - Ch06 MEC 551 RefrigerationMuhammad ZulhilmiNo ratings yet
- Mechanical ServicesDocument2 pagesMechanical ServicesAmartya JanaNo ratings yet
- CNC Monitoring-AutobitsDocument27 pagesCNC Monitoring-AutobitswasimNo ratings yet
- Roland Berger Belgian Banks DisruptionDocument20 pagesRoland Berger Belgian Banks DisruptionHaidir AuliaNo ratings yet
- BR Simatic PDM 2016 en WebDocument24 pagesBR Simatic PDM 2016 en WebNicky MaherNo ratings yet