You might also like
- Compare L-1T-1Document1 pageCompare L-1T-1KhabirIslamNo ratings yet
- 1 DRZ 0 VBDocument1 page1 DRZ 0 VBKhabirIslamNo ratings yet
- Electrical Charge, Current, Power, and Energy: The Chemist'S Toolkit 8Document1 pageElectrical Charge, Current, Power, and Energy: The Chemist'S Toolkit 8KhabirIslamNo ratings yet
- 1 Ds 64 CBDocument2 pages1 Ds 64 CBKhabirIslamNo ratings yet
- Salami Slicing FactsheetDocument1 pageSalami Slicing FactsheetKhabirIslamNo ratings yet
- Automatic Cataloging & Classification: Eric Childress OCLC ResearchDocument17 pagesAutomatic Cataloging & Classification: Eric Childress OCLC ResearchKhabirIslamNo ratings yet
- Industrial Sociology Concepts & Bangladesh Factory LawsDocument1 pageIndustrial Sociology Concepts & Bangladesh Factory LawsKhabirIslamNo ratings yet
- Compare L-3T-2Document1 pageCompare L-3T-2KhabirIslamNo ratings yet
- Existing: Hum 301: Fundamental of Economics (3 Credit Hours)Document1 pageExisting: Hum 301: Fundamental of Economics (3 Credit Hours)KhabirIslamNo ratings yet
- New Device Produces Hydrogen Fuel From Sunlight and WastewaterDocument5 pagesNew Device Produces Hydrogen Fuel From Sunlight and WastewaterKhabirIslamNo ratings yet
- 11Document10 pages11KhabirIslamNo ratings yet
- IENG 475 - Lecture 10: CNC Programming - NC Coding & APTDocument17 pagesIENG 475 - Lecture 10: CNC Programming - NC Coding & APTKhabirIslamNo ratings yet
- Thermite Welding ProcessDocument11 pagesThermite Welding Processmansih457No ratings yet
- Duplex Feature 1Document7 pagesDuplex Feature 1KhabirIslamNo ratings yet
- Instructor Name:Brig Gen Md. Habibur RahmanDocument3 pagesInstructor Name:Brig Gen Md. Habibur RahmanKhabirIslamNo ratings yet
- Harnessing Hydrogen From WastesDocument2 pagesHarnessing Hydrogen From WastesKhabirIslamNo ratings yet
- TT 400-09 Municipal Wastewater ManagementDocument11 pagesTT 400-09 Municipal Wastewater ManagementKhabirIslamNo ratings yet
- Factory Acceptance Testing Guideline Process - NoRestrictionDocument16 pagesFactory Acceptance Testing Guideline Process - NoRestrictionhamed51060No ratings yet
- Bio Hydrogen ProductionDocument22 pagesBio Hydrogen ProductionPrerenjene RengarajNo ratings yet
- Fisita 2010 SCP 05Document10 pagesFisita 2010 SCP 05KhabirIslamNo ratings yet
- Oral Dexamethasone For Bronchiolitis A Randomized TrialDocument9 pagesOral Dexamethasone For Bronchiolitis A Randomized TrialhwelpNo ratings yet
- Hydrogen Production TechnologyDocument4 pagesHydrogen Production TechnologyKhabirIslamNo ratings yet
- Honeycomb Panel FabricationDocument14 pagesHoneycomb Panel FabricationKhabirIslamNo ratings yet
- S30 Shooting LeafletDocument4 pagesS30 Shooting LeafletKhabirIslamNo ratings yet
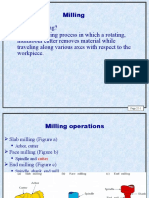
- Milling 23Document25 pagesMilling 23KhabirIslamNo ratings yet
- GSR Brochure Print FinalDocument4 pagesGSR Brochure Print FinalKhabirIslamNo ratings yet
- Crisis MGT Mitroff FrameworkDocument45 pagesCrisis MGT Mitroff FrameworkKhabirIslamNo ratings yet
- Coir Dust Fly AshDocument9 pagesCoir Dust Fly AshKhabirIslamNo ratings yet
- PLCDocument18 pagesPLCupendra35No ratings yet
- Art:10.1007/s10845 012 0673 2 PDFDocument23 pagesArt:10.1007/s10845 012 0673 2 PDFKhabirIslamNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Catalogo Herramientas CaterpillarDocument112 pagesCatalogo Herramientas CaterpillarJorge Perez100% (2)
- Water Flooding: Buckely-Leverett TheoryDocument23 pagesWater Flooding: Buckely-Leverett Theoryبشير الزامليNo ratings yet
- Lipids Classification and FunctionsDocument4 pagesLipids Classification and FunctionsThalia PacamalanNo ratings yet
- Quinine Hydrochloride 0018eDocument2 pagesQuinine Hydrochloride 0018eMark GoldbergNo ratings yet
- CapacitorsDocument25 pagesCapacitorsAlbert Rosete0% (1)
- Concrete Repair and Protection System1 - CeresitDocument12 pagesConcrete Repair and Protection System1 - CeresitJill Jim LivestockNo ratings yet
- Geology Geophysics in Oil ExplorationDocument70 pagesGeology Geophysics in Oil Explorationberbere68100% (1)
- Crude Oil Tank Mixer Data SheetDocument3 pagesCrude Oil Tank Mixer Data Sheetsiska bedegul100% (1)
- UTM Arau Prepares 4-BromobenzophenoneDocument7 pagesUTM Arau Prepares 4-BromobenzophenoneMay Lee100% (1)
- Especificacion Tecnica Tanques FRP CANATUREDocument3 pagesEspecificacion Tecnica Tanques FRP CANATURETomasae1980No ratings yet
- Maximum Equivalent Stress Safety ToolDocument2 pagesMaximum Equivalent Stress Safety ToolDonfack BertrandNo ratings yet
- Global Warming TextsDocument3 pagesGlobal Warming TextsAnonymous NbKeZIGDVMNo ratings yet
- Device Code ListDocument383 pagesDevice Code ListBach BuiNo ratings yet
- NEET-2021 (Paper Analysis) FinalDocument32 pagesNEET-2021 (Paper Analysis) FinalMahasina BegumNo ratings yet
- 2.1.1 Temperature Programmed Reduction/Oxidation/Desorption (TPR/O/D)Document4 pages2.1.1 Temperature Programmed Reduction/Oxidation/Desorption (TPR/O/D)AnnafiNo ratings yet
- Heinrich2001 EconomicGeologyOfTheSandAndSandstoneResourcesOfMichigan PDFDocument31 pagesHeinrich2001 EconomicGeologyOfTheSandAndSandstoneResourcesOfMichigan PDFkarma2011No ratings yet
- Rotary Heat ExchangerDocument32 pagesRotary Heat Exchangerntt_121987No ratings yet
- MHS-15 Prod NoteDocument2 pagesMHS-15 Prod Noteyenlitu50% (2)
- Solomons Frsolomons-Fryhlesyhles Organic Chemistry For Iit JeeDocument2 pagesSolomons Frsolomons-Fryhlesyhles Organic Chemistry For Iit JeeFazle Rahman Ejazi50% (4)
- Fluid Flow Pressure Drop and Friction LossDocument148 pagesFluid Flow Pressure Drop and Friction Losslkjasdf8879100% (1)
- ELITE™ AT 6900: The Dow Chemical Company - Enhanced Polyethylene ResinDocument2 pagesELITE™ AT 6900: The Dow Chemical Company - Enhanced Polyethylene ResinLeductoan LeNo ratings yet
- Pump JTN B1Document8 pagesPump JTN B1Patricia J ÁngelesNo ratings yet
- Principles of Hemodialysis: Module No: - 02 - Module TitleDocument10 pagesPrinciples of Hemodialysis: Module No: - 02 - Module TitleIan LelisNo ratings yet
- Reinforced Concrete Column Design QuestionsDocument4 pagesReinforced Concrete Column Design QuestionssrikanthNo ratings yet
- College Physics 7th Ed Serway Chapter 11Document30 pagesCollege Physics 7th Ed Serway Chapter 11Jorge GomezNo ratings yet
- Sibco CatalogueDocument112 pagesSibco CatalogueMonika SenNo ratings yet
- ACI 207.1R-05 Guide To Mass ConcreteDocument31 pagesACI 207.1R-05 Guide To Mass ConcreteLukusa Badimuena100% (3)
- CARB in Industrial FansDocument8 pagesCARB in Industrial FansJurun_Bidanshi100% (1)
- Applying Vat Dyes to Cotton FibersDocument3 pagesApplying Vat Dyes to Cotton FibersMuhammad Jawad Ul RehmanNo ratings yet
- Mona Sarastasi Tugas Pengantar Ilmu Dan Teknologi KebumianDocument10 pagesMona Sarastasi Tugas Pengantar Ilmu Dan Teknologi KebumianAdrian MaratiNo ratings yet