You might also like
- Kaynak ElektrotlariDocument14 pagesKaynak ElektrotlariasturemNo ratings yet
- Kaynak HatalariDocument39 pagesKaynak HatalariAliAkarNo ratings yet
- Kaynak 1Document163 pagesKaynak 1Hakan GüngörNo ratings yet
- Kaynak Hataları ÇizelgesiDocument12 pagesKaynak Hataları Çizelgesibekir kurtNo ratings yet
- Başlica Kaynak HatalariDocument9 pagesBaşlica Kaynak HatalariOrhan BAYLANNo ratings yet
- Mak351 KaynakDocument58 pagesMak351 KaynakCelalettin YüceNo ratings yet
- Paslanmaz Çeliklerde Kaynak Problemleri-8Document21 pagesPaslanmaz Çeliklerde Kaynak Problemleri-8Samet BelliNo ratings yet
- Kaynak Mukavemet HesaplarıDocument14 pagesKaynak Mukavemet HesaplarıMehmet ısıkNo ratings yet
- Kaynak ParametreleriDocument161 pagesKaynak ParametreleriUğur ErkenNo ratings yet
- Kaynakçı SertifikalandırmaıDocument50 pagesKaynakçı SertifikalandırmaıBurak Lök100% (1)
- Kaynakçı-Kaynak SembolleriDocument22 pagesKaynakçı-Kaynak Sembollerierenbasara67% (3)
- 4 - Kaynak Koordinasyon Personeli Egitimi Rev6Document126 pages4 - Kaynak Koordinasyon Personeli Egitimi Rev6EMRE50% (2)
- Gerilim Giderme Normalizasyon Ve TavlamaDocument4 pagesGerilim Giderme Normalizasyon Ve TavlamaMurat ÖzdilNo ratings yet
- Kaynak DökümantasyonuDocument155 pagesKaynak Dökümantasyonuadolffick80100% (5)
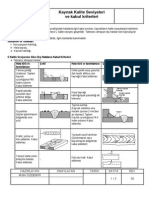
- Kaynak Kalite SeviyeleriDocument3 pagesKaynak Kalite SeviyelerierenbasaraNo ratings yet
- TS Iso 15608 - 2004Document11 pagesTS Iso 15608 - 2004Gökhan TEZCANNo ratings yet
- Celik Yapi Uygulamalarinda Kullanilacak Kaynak YontemleriDocument10 pagesCelik Yapi Uygulamalarinda Kullanilacak Kaynak YontemleriyusamengNo ratings yet
- Kaynak Hatalari Weld DefectsDocument111 pagesKaynak Hatalari Weld DefectsOkan Yilmaz50% (2)
- Iso 9692Document10 pagesIso 9692Onur Oskay SaatçıNo ratings yet
- Kaynak Mukavemeti Hesabi-MMODocument43 pagesKaynak Mukavemeti Hesabi-MMOmagxstone100% (1)
- En 9692 1 Kaynak Ağzı HazırlığıDocument19 pagesEn 9692 1 Kaynak Ağzı Hazırlığıosman osmanNo ratings yet
- Sac PresciligiDocument89 pagesSac Presciligiproje01No ratings yet
- Ark Üflemesi PDFDocument9 pagesArk Üflemesi PDFFeratNo ratings yet
- Kaynak SembolleriDocument7 pagesKaynak Sembolleriwelding163893No ratings yet
- TS en Iso 6947 PDFDocument12 pagesTS en Iso 6947 PDFOzan PekelNo ratings yet
- Kaynakcinin El Ki̇tabiDocument250 pagesKaynakcinin El Ki̇tabiMahmut CanNo ratings yet
- GSI SLV Kaynak YöntemleriDocument28 pagesGSI SLV Kaynak YöntemleriKadirOzturkNo ratings yet
- TS - EN - ISO - 9606-1 Türkçe PDFDocument29 pagesTS - EN - ISO - 9606-1 Türkçe PDFBasar100% (1)
- Yüksek Mukavemetli Düşük Alaşımlı Celiklerin Kaynagi Ozlem Karaman PDFDocument36 pagesYüksek Mukavemetli Düşük Alaşımlı Celiklerin Kaynagi Ozlem Karaman PDFAhmetNo ratings yet
- Kaynak Hataları, Nedenleri Ve Çözüm ÖnerileriDocument6 pagesKaynak Hataları, Nedenleri Ve Çözüm Önerileriunalal17No ratings yet
- TS en Iso 3834 2 PDFDocument11 pagesTS en Iso 3834 2 PDFYavuz KeskinNo ratings yet
- TS en Iso 5817Document30 pagesTS en Iso 5817Ahmet ÖZTAŞÇINo ratings yet
- ISO 14731 Kaynak Koordinasyonu - Görev Ve SorumluluklarDocument11 pagesISO 14731 Kaynak Koordinasyonu - Görev Ve Sorumluluklarmasterix7No ratings yet
- Tseniso9606 2 100506034127 Phpapp01Document36 pagesTseniso9606 2 100506034127 Phpapp01Efe Ari100% (3)
- TS 11429 en Iso 6520-2 Geometri̇k Kusurlarin Basinç KaynağiDocument18 pagesTS 11429 en Iso 6520-2 Geometri̇k Kusurlarin Basinç KaynağitmtndtNo ratings yet
- TS en 10025 1 PDFDocument34 pagesTS en 10025 1 PDFFeratNo ratings yet
- 13.1.kaynak Yöntemleri 1Document19 pages13.1.kaynak Yöntemleri 1blgndllNo ratings yet
- TS en Iso 13916Document5 pagesTS en Iso 13916Ferhat KahveciNo ratings yet
- Kaynak HatalarıDocument35 pagesKaynak Hatalarımelekdeneme0138No ratings yet
- Kaynak HatalarıDocument24 pagesKaynak HatalarıEralpNo ratings yet
- Kaynakli Yapilarda Di̇storsi̇yon Ve Artik Geri̇lmelerDocument3 pagesKaynakli Yapilarda Di̇storsi̇yon Ve Artik Geri̇lmelerYigit AydoganNo ratings yet
- UntitledDocument39 pagesUntitledCan SevliNo ratings yet
- DokmedemirDocument13 pagesDokmedemirGökhan ErolNo ratings yet
- Kaynakta KatilasmaDocument30 pagesKaynakta KatilasmaOrhan BAYLANNo ratings yet
- Kaynak HatalarıDocument53 pagesKaynak HatalarıCüneyt ÖzkanNo ratings yet
- Alasim Elementlerinin Celige EtkisiDocument9 pagesAlasim Elementlerinin Celige EtkisiAlp PalaNo ratings yet
- Mak 351 5Document73 pagesMak 351 5umitNo ratings yet
- Kaynak Yapımında Hatalar PDFDocument28 pagesKaynak Yapımında Hatalar PDFali akayNo ratings yet
- Kaynak HatalariDocument39 pagesKaynak HatalariFerhat KahveciNo ratings yet
- 2 KK Malzemelerde Gorulen Hasar TurleriDocument56 pages2 KK Malzemelerde Gorulen Hasar TurlerikaynakteknolojiNo ratings yet
- KAYNAKTA KALİTE KONTROLÜ - Sezer NDTDocument21 pagesKAYNAKTA KALİTE KONTROLÜ - Sezer NDTElina AkbarzadeNo ratings yet
- Malzeme Seçimi ÖdeviDocument169 pagesMalzeme Seçimi ÖdevimeteminNo ratings yet
- .TR Files Kaynak Hatalari Ve GiderilmesiDocument10 pages.TR Files Kaynak Hatalari Ve GiderilmesiMehmet KöseNo ratings yet
- Çeik Yapılar Ders NotlarıDocument440 pagesÇeik Yapılar Ders NotlarıshkcbdshNo ratings yet
- Kaynak BağlantılarıDocument28 pagesKaynak Bağlantılarırecep ali kuruNo ratings yet
- Çentik Darbe DeneyiDocument6 pagesÇentik Darbe DeneyiKadir KancaNo ratings yet
- Ch30 1 KaynakDocument164 pagesCh30 1 KaynakMehmet SoysalNo ratings yet
- Kaynak MetalurjisiDocument23 pagesKaynak Metalurjisinolofinwe85No ratings yet
- PerçinDocument84 pagesPerçinhanNo ratings yet
- Demir-Çelik Sürekli DökümDocument27 pagesDemir-Çelik Sürekli DökümNihat Özkan0% (1)
- .TR Files Kaynak Hatalari Ve GiderilmesiDocument10 pages.TR Files Kaynak Hatalari Ve GiderilmesiMehmet KöseNo ratings yet
- Bölüm 4 Kaynak Metalurji̇si̇ PDFDocument10 pagesBölüm 4 Kaynak Metalurji̇si̇ PDFfilozof6No ratings yet
- Gazalti Kaynagi PDFDocument57 pagesGazalti Kaynagi PDFfilozof6No ratings yet
- Celigin Isil IslemleriDocument57 pagesCeligin Isil IslemleriMehmet Kayasar KAYA100% (1)
- Kaynak-Metalurjisi-Sare-Celik - Soğuma Diyagramları 1111111Document70 pagesKaynak-Metalurjisi-Sare-Celik - Soğuma Diyagramları 1111111wenigmaNo ratings yet
- Celikte Alasim ElementleriDocument15 pagesCelikte Alasim Elementlerifilozof6No ratings yet
- Termal Analiz Yöntemleri Ders NotlarıDocument7 pagesTermal Analiz Yöntemleri Ders Notlarıfilozof6No ratings yet
- Transmi̇syon (Geçi̇ri̇mli̇) Elektron Mi̇kroskopi̇ (Tem) Türleri̇Document13 pagesTransmi̇syon (Geçi̇ri̇mli̇) Elektron Mi̇kroskopi̇ (Tem) Türleri̇Oğuzhan GüngörNo ratings yet
- Kok Fabri̇kalarinda Kok Üreti̇mi̇ Ve KömürDocument4 pagesKok Fabri̇kalarinda Kok Üreti̇mi̇ Ve Kömürfilozof6No ratings yet