You might also like
- Awst 11 31Document4 pagesAwst 11 31Herd ImanNo ratings yet
- VERTEX 5T Hoist For Converter #3 RelineDocument1 pageVERTEX 5T Hoist For Converter #3 RelineHerd ImanNo ratings yet
- Hydraulic Rock Drill Spec SheetDocument2 pagesHydraulic Rock Drill Spec SheetHerd Iman100% (2)
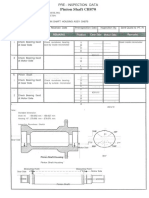
- Pinion shaft pre-inspection dataDocument1 pagePinion shaft pre-inspection dataHerd ImanNo ratings yet
- Welder Job Application CV SummaryDocument1 pageWelder Job Application CV SummaryHerd ImanNo ratings yet
- Improvement of Cold Crack Resistance by Controlling The Weld Metal MicrostructureDocument6 pagesImprovement of Cold Crack Resistance by Controlling The Weld Metal MicrostructureHerd ImanNo ratings yet
- Awst 11 35Document7 pagesAwst 11 35Herd ImanNo ratings yet
- Future Trends To Pursuit Welding Competence: P. Kah, J. MartikainenDocument8 pagesFuture Trends To Pursuit Welding Competence: P. Kah, J. MartikainenHerd ImanNo ratings yet
- Software Gives Welders Tools to Achieve Quality and ProductivityDocument4 pagesSoftware Gives Welders Tools to Achieve Quality and ProductivityHerd ImanNo ratings yet
- Awst 11 112Document9 pagesAwst 11 112Herd ImanNo ratings yet
- Awst 11 04Document8 pagesAwst 11 04Herd ImanNo ratings yet
- New Microsoft Word DocumentDocument2 pagesNew Microsoft Word DocumentHerd ImanNo ratings yet
- Awst 11 94Document5 pagesAwst 11 94Herd ImanNo ratings yet
- Awst 11 07Document8 pagesAwst 11 07Herd ImanNo ratings yet
- Awst 11 Il 02Document8 pagesAwst 11 Il 02Herd ImanNo ratings yet
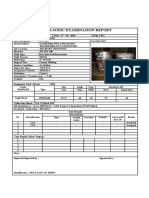
- Chain HoistDocument1 pageChain HoistHerd ImanNo ratings yet
- PT BackupDocument7 pagesPT BackupHerd ImanNo ratings yet
- Visa Application Form 2012Document2 pagesVisa Application Form 2012Honey OliverosNo ratings yet
- Repotr VickDocument1 pageRepotr VickHerd ImanNo ratings yet
- Ultra Sonic Examination Report PT - Imemba ContractorDocument1 pageUltra Sonic Examination Report PT - Imemba ContractorHerd ImanNo ratings yet
- VERTEX 5T Overhead Crane For Product BagDocument1 pageVERTEX 5T Overhead Crane For Product BagHerd ImanNo ratings yet
- PT-MT Kurs NotuDocument300 pagesPT-MT Kurs NotuBahadir TekinNo ratings yet
- What Every Engineer Should Know About Welding ProceduresDocument13 pagesWhat Every Engineer Should Know About Welding Proceduresarash59_4uNo ratings yet
- 1044 Plant Inspection Career Poster April 2014Document1 page1044 Plant Inspection Career Poster April 2014Herd ImanNo ratings yet
- Twin Heat Module InstructionsDocument1 pageTwin Heat Module InstructionsHerd ImanNo ratings yet
- Loi Arcmart UkraineDocument4 pagesLoi Arcmart UkraineHerd ImanNo ratings yet
- Contoh Resume TerbaikDocument3 pagesContoh Resume Terbaikimelya83% (18)
- (Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Document1 page(Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Ante LukavacNo ratings yet
- (Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Document1 page(Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Ante LukavacNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Offset Inks - BasicsDocument5 pagesOffset Inks - BasicsforeverhaleemNo ratings yet
- Carboxymethyl Cellulose 1KGDocument6 pagesCarboxymethyl Cellulose 1KGJawir JenorNo ratings yet
- 2783 Ais - Database.model - file.PertemuanFileContent James Ralph Hanson Natural Products The Secondary Metabolites (Tutorial Chemistry Texts) 2003Document149 pages2783 Ais - Database.model - file.PertemuanFileContent James Ralph Hanson Natural Products The Secondary Metabolites (Tutorial Chemistry Texts) 2003Dyah Indah Rini100% (4)
- Sanitery EngineeringDocument56 pagesSanitery EngineeringTAJUL ISLAMNo ratings yet
- Num DiffDocument7 pagesNum DiffMohsan HasanNo ratings yet
- Student Fluoride ConversionsDocument1 pageStudent Fluoride ConversionsElsy MirabNo ratings yet
- Mil-Std-3004d W-CH1 PDFDocument266 pagesMil-Std-3004d W-CH1 PDFPaul BarnardNo ratings yet
- Waste Management: Ala Khodier, Karl Williams, Neil DallisonDocument8 pagesWaste Management: Ala Khodier, Karl Williams, Neil DallisonGillyn CalaguiNo ratings yet
- MBH Metals CatalogueDocument56 pagesMBH Metals CataloguetaichiNo ratings yet
- Study of Process Parameters in High Pressure Die CastingDocument9 pagesStudy of Process Parameters in High Pressure Die Castingruben6286No ratings yet
- FME 16: Material Science and Engineering: Orientation Engr. Maricel M. MatutoDocument6 pagesFME 16: Material Science and Engineering: Orientation Engr. Maricel M. MatutoCllyan ReyesNo ratings yet
- Filters and Beam Restrictors in RadiologyDocument19 pagesFilters and Beam Restrictors in RadiologyPratap singhNo ratings yet
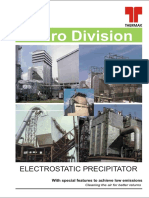
- Electrostatic PrecipitatorDocument12 pagesElectrostatic PrecipitatorchandraNo ratings yet
- Dwnload Full Manufacturing Engineering and Technology 7th Edition Kalpakjian Solutions Manual PDFDocument15 pagesDwnload Full Manufacturing Engineering and Technology 7th Edition Kalpakjian Solutions Manual PDFkhondvarletrycth100% (8)
- Human Digestive SystemDocument13 pagesHuman Digestive SystemEvansNo ratings yet
- A Presentation On ChemistryDocument18 pagesA Presentation On ChemistryBimal DasNo ratings yet
- SQA-Hess's Law QuestionsDocument4 pagesSQA-Hess's Law QuestionsWidya GrantinaNo ratings yet
- Chemical Admixtures GuideDocument56 pagesChemical Admixtures Guidefhsn84No ratings yet
- Francesco Vetere - Dynamic Magma Evolution-Wiley (2020)Document211 pagesFrancesco Vetere - Dynamic Magma Evolution-Wiley (2020)hasnaa azziNo ratings yet
- Structure Determination:: Proton 1.00728 U Neutron 1.00866 U Electron 0.00055 UDocument12 pagesStructure Determination:: Proton 1.00728 U Neutron 1.00866 U Electron 0.00055 Ufouad elferdiNo ratings yet
- Carbon Filter Garbage Incinerator Reduces Waste Volume /TITLEDocument23 pagesCarbon Filter Garbage Incinerator Reduces Waste Volume /TITLEAlnor Latabat AlontoNo ratings yet
- MSE Admission and Degree RequirementsDocument6 pagesMSE Admission and Degree Requirementsdeathbuddy_87No ratings yet
- Smith, P. R., Jardine, R. J., & Hight, D. W. (1992) - The Yielding of Bothkennar Clay.Document18 pagesSmith, P. R., Jardine, R. J., & Hight, D. W. (1992) - The Yielding of Bothkennar Clay.Daniel Felipe Rodriguez RamirezNo ratings yet
- Mark Scheme (Results) Summer 2015: GCE Chemistry (6CH05/01)Document24 pagesMark Scheme (Results) Summer 2015: GCE Chemistry (6CH05/01)Arpan SahaNo ratings yet
- Production of Low Cost Self Compacting Concrete Using Bagasse AshDocument10 pagesProduction of Low Cost Self Compacting Concrete Using Bagasse AshENgřMuhăɱɱadRiǺzAhɱadNo ratings yet
- Ammonia Synthesis OptimizationDocument21 pagesAmmonia Synthesis OptimizationEmerson Oliveira100% (1)
- Bollhoff Rivkle SFC Inserts For Composite Material Catalog PDFDocument5 pagesBollhoff Rivkle SFC Inserts For Composite Material Catalog PDFClifford BernardNo ratings yet
- The Group 1a and Group 2a Elements PDFDocument36 pagesThe Group 1a and Group 2a Elements PDFEZ RioNo ratings yet
- Products For Polyurethanes: Driving Comfort & DurabilityDocument8 pagesProducts For Polyurethanes: Driving Comfort & DurabilityA MahmoodNo ratings yet
- Ample Aper: Section - ADocument12 pagesAmple Aper: Section - AShriyaa BhatnagarNo ratings yet