You might also like
- Shaari 2018 IOP ScopusDocument7 pagesShaari 2018 IOP ScopusMOHD AKRAMIN BIN MOHD ROMLAYNo ratings yet
- 156 - Experimental Investigation On Mechanical Properties, Shrinkage and Warpage of Injection Molded Short Glass Fiber Reinforced PolypropyleneDocument13 pages156 - Experimental Investigation On Mechanical Properties, Shrinkage and Warpage of Injection Molded Short Glass Fiber Reinforced Polypropyleneayoub fsaNo ratings yet
- 10 1 1 1006 4477 PDFDocument10 pages10 1 1 1006 4477 PDFAhmed BaheiNo ratings yet
- Effects of Cutting Temperature and Process Optimization in Drilling of GFRP CompositesDocument15 pagesEffects of Cutting Temperature and Process Optimization in Drilling of GFRP CompositesNikola SimicNo ratings yet
- Tambrallimath 2020Document5 pagesTambrallimath 2020vijay-auNo ratings yet
- Effect of Drilling Parameters and Tool Geometry On Drilling Performance in Drilling Carbon Fiber-Reinforced Plastic/ Titanium Alloy StacksDocument16 pagesEffect of Drilling Parameters and Tool Geometry On Drilling Performance in Drilling Carbon Fiber-Reinforced Plastic/ Titanium Alloy StacksFarah AzzNo ratings yet
- Optimizing The Machining Parameters of Abrasive Water Jet Machining For Polymer Nano Composite Containing Tungsten Carbide NanoparticlesDocument6 pagesOptimizing The Machining Parameters of Abrasive Water Jet Machining For Polymer Nano Composite Containing Tungsten Carbide Nanoparticlesishan shahNo ratings yet
- Experimental Test and Analytical Modeling of Mechanical Properties of Graphene-Oxide Cement CompositesDocument12 pagesExperimental Test and Analytical Modeling of Mechanical Properties of Graphene-Oxide Cement CompositesBuddhika AbeysekaraNo ratings yet
- Холодне спікання АлюмінійDocument13 pagesХолодне спікання Алюмінійsergiu.zheliaskovNo ratings yet
- 1 s2.0 S2214785322074636 MainDocument7 pages1 s2.0 S2214785322074636 MainjeroldscdNo ratings yet
- Remanufacturing of Nodular Cast Iron Crankshaft With Plasma CladdingDocument9 pagesRemanufacturing of Nodular Cast Iron Crankshaft With Plasma CladdingSujay NahaldeNo ratings yet
- 1 s2.0 S2351978916301512 MainDocument11 pages1 s2.0 S2351978916301512 MaintrikicncNo ratings yet
- Effect of Post-Treatment On Local Mechanical Properties of Additively Manufactured Impellers Made of Maraging SteelDocument18 pagesEffect of Post-Treatment On Local Mechanical Properties of Additively Manufactured Impellers Made of Maraging SteelJimmy the ReverendNo ratings yet
- Ngoc-Chien Vu - MEASUREMENT AND CONTROL - Modeling and optimization of machining parameters in milling of INCONEL-800 super alloy considering energy, productivity, and quality using nanoparticle suspended lubricationDocument15 pagesNgoc-Chien Vu - MEASUREMENT AND CONTROL - Modeling and optimization of machining parameters in milling of INCONEL-800 super alloy considering energy, productivity, and quality using nanoparticle suspended lubricationChien Vu NgocNo ratings yet
- Kichloo2021 Article ImpactOfCarbonFiberReinforcemeDocument19 pagesKichloo2021 Article ImpactOfCarbonFiberReinforcemeYoseph Sedamanos BarretoNo ratings yet
- Johari 2018 IOP Conf. Ser. Mater. Sci. Eng. 454 012187Document6 pagesJohari 2018 IOP Conf. Ser. Mater. Sci. Eng. 454 012187Shaheen mohamedNo ratings yet
- Suresha 2020 Mater. Res. Express 7 015325Document17 pagesSuresha 2020 Mater. Res. Express 7 015325Hemanth BryantNo ratings yet
- Opt Taguchi ProfDocument21 pagesOpt Taguchi ProfJavier NinoNo ratings yet
- Blanking and Piercing Theory Applications and Rece PDFDocument11 pagesBlanking and Piercing Theory Applications and Rece PDFAbdulqahar M.SabirNo ratings yet
- Design of ShellDocument11 pagesDesign of ShellsachinNo ratings yet
- Adtya SynopsisDocument27 pagesAdtya SynopsisCH 09 Dileep KumarNo ratings yet
- Pre Print MicrostructuralDocument14 pagesPre Print Microstructuralwavax29166No ratings yet
- Development of A Carbon-Fiber Composite Repair System For Offshore RisersDocument17 pagesDevelopment of A Carbon-Fiber Composite Repair System For Offshore Risersusto2014No ratings yet
- Composite 2Document11 pagesComposite 2Emad El-KashifNo ratings yet
- Civil Engineering Applications of Polymer CompositesDocument4 pagesCivil Engineering Applications of Polymer CompositesKrisnandha RahardianNo ratings yet
- Gupta2020 Article SimulationOfFatigueSmallCrackGDocument17 pagesGupta2020 Article SimulationOfFatigueSmallCrackGKrunal MoreyNo ratings yet
- Citation/Export MLA Magesh Kumar, Prof. Ankush K Biradar, “A Review Paper on Design Analysis of Connecting Rod”, June 17 Volume 5 Issue 6 , International Journal on Recent and Innovation Trends in Computing and Communication (IJRITCC), ISSN: 2321-8169, PP: 479 – 481 APA Magesh Kumar, Prof. Ankush K Biradar, June 17 Volume 5 Issue 6, “A Review Paper on Design Analysis of Connecting Rod”, International Journal on Recent and Innovation Trends in Computing and Communication (IJRITCC), ISSN: 2321-8169, PP: 479 – 481Document3 pagesCitation/Export MLA Magesh Kumar, Prof. Ankush K Biradar, “A Review Paper on Design Analysis of Connecting Rod”, June 17 Volume 5 Issue 6 , International Journal on Recent and Innovation Trends in Computing and Communication (IJRITCC), ISSN: 2321-8169, PP: 479 – 481 APA Magesh Kumar, Prof. Ankush K Biradar, June 17 Volume 5 Issue 6, “A Review Paper on Design Analysis of Connecting Rod”, International Journal on Recent and Innovation Trends in Computing and Communication (IJRITCC), ISSN: 2321-8169, PP: 479 – 481Editor IJRITCCNo ratings yet
- VERY GOOD - DesignandAnalysisofaHotForgingDiesDocument12 pagesVERY GOOD - DesignandAnalysisofaHotForgingDiesBelay AyalewNo ratings yet
- Ciardiello 2021 IOP Conf. Ser. Mater. Sci. Eng. 1038 012031Document13 pagesCiardiello 2021 IOP Conf. Ser. Mater. Sci. Eng. 1038 012031Paulo UtargNo ratings yet
- STUDIES ON TRIBOLOGICAL PROPERTIES ON GRAPHENE AND S GLASS REINFORCED Al-6061 METAL MATRIX COMPOSITESDocument19 pagesSTUDIES ON TRIBOLOGICAL PROPERTIES ON GRAPHENE AND S GLASS REINFORCED Al-6061 METAL MATRIX COMPOSITESVerma RajamanickamNo ratings yet
- Design and Analysis of A Hot Forging Dies: August 2016Document12 pagesDesign and Analysis of A Hot Forging Dies: August 2016Degaga KebedeNo ratings yet
- Influence Cutting Parameters On The Surface Quality andDocument15 pagesInfluence Cutting Parameters On The Surface Quality andLincoln BrandãoNo ratings yet
- 7 520Document10 pages7 520МихаилЖелтышевNo ratings yet
- CFRP ThesisDocument8 pagesCFRP ThesisAndrea Erdman100% (2)
- Prediction of Shrinkage Porosity Defect in Sand Casting Process of LM25Document9 pagesPrediction of Shrinkage Porosity Defect in Sand Casting Process of LM25Prasad AnandNo ratings yet
- Gating and RiseringDocument12 pagesGating and RiseringCarlos Ortega JonesNo ratings yet
- Performance Analysis of Colored PLA Products With A Fused Filament Fabrication ProcessDocument16 pagesPerformance Analysis of Colored PLA Products With A Fused Filament Fabrication ProcessRakin AhmedNo ratings yet
- Sciencedirect: Optimization of Friction Stir Welding of ThermoplasticsDocument6 pagesSciencedirect: Optimization of Friction Stir Welding of ThermoplasticsYineth PinzonNo ratings yet
- Mechanical and Wear Behavior of Vinyl Ester-Carbon/cement By-Pass Dust Particulate Filled Homogeneous and Their Functionally Graded CompositesDocument13 pagesMechanical and Wear Behavior of Vinyl Ester-Carbon/cement By-Pass Dust Particulate Filled Homogeneous and Their Functionally Graded CompositesArvind RNo ratings yet
- Lastic AlluminiumDocument11 pagesLastic AlluminiumDarshan R GorpadeNo ratings yet
- A Grey-Based Taguchi Method For Wear Assesment of Red Mud Filled Polyester CompositesDocument9 pagesA Grey-Based Taguchi Method For Wear Assesment of Red Mud Filled Polyester Compositeslamia97No ratings yet
- Material Today ElsevierDocument9 pagesMaterial Today ElsevierjanakNo ratings yet
- Powder Metallurgy ThesisDocument5 pagesPowder Metallurgy ThesisPurchaseCollegePapersCanada100% (3)
- Docum 2Document6 pagesDocum 2MADHESWARAN SNo ratings yet
- Filament Winding Technique, Experiment and Simulation Analysis On Tubular StructureDocument16 pagesFilament Winding Technique, Experiment and Simulation Analysis On Tubular StructureŞafak ÖzdenNo ratings yet
- Optimization of Springback Effect in Air Bending Process For Tin Coated Perforated Sheet by Taguchi ApproachDocument6 pagesOptimization of Springback Effect in Air Bending Process For Tin Coated Perforated Sheet by Taguchi Approachkk bhattNo ratings yet
- Jin 2018 IOP Conf. Ser. Mater. Sci. Eng. 394 032123Document8 pagesJin 2018 IOP Conf. Ser. Mater. Sci. Eng. 394 032123andresgarro01No ratings yet
- Experimental and Numerical Studies On Gas Tungsten Arc Welding of Ti-6Al-4V Tailor Welded BlankDocument11 pagesExperimental and Numerical Studies On Gas Tungsten Arc Welding of Ti-6Al-4V Tailor Welded BlankdvktrichyNo ratings yet
- Effects of Processing Parameters of Infrared Based Automated F 2023 CompositDocument11 pagesEffects of Processing Parameters of Infrared Based Automated F 2023 CompositGUANCI ZHUNo ratings yet
- An Assessment of Fully Integrated Polymer Sandwich Structures Designed by Additive ManufacturingDocument8 pagesAn Assessment of Fully Integrated Polymer Sandwich Structures Designed by Additive ManufacturingNiraj 93No ratings yet
- Drilling On Fiber Reinforced Polymer/nanopolymer Composite Laminates: A ReviewDocument10 pagesDrilling On Fiber Reinforced Polymer/nanopolymer Composite Laminates: A ReviewChandra KusaristiantoNo ratings yet
- 1 s2.0 S0924013607009776 MainDocument8 pages1 s2.0 S0924013607009776 MainEgemen CoşkunNo ratings yet
- IstanbulLastBookAbstracts PDFDocument135 pagesIstanbulLastBookAbstracts PDFparamrosh100% (1)
- ABE 51 Case StudyDocument5 pagesABE 51 Case StudyKimberly Jane MitraNo ratings yet
- An Investigation of Weldline Strength in Injection Molded Rubber PartsDocument8 pagesAn Investigation of Weldline Strength in Injection Molded Rubber PartsAdhi1971No ratings yet
- Qin 2021 J. Phys. Conf. Ser. 1798 012013Document7 pagesQin 2021 J. Phys. Conf. Ser. 1798 012013Ramoul ChamseddineNo ratings yet
- Research Article: Optimization of Plasma Arc Cutting Parameters On Machining of Inconel 718 SuperalloyDocument13 pagesResearch Article: Optimization of Plasma Arc Cutting Parameters On Machining of Inconel 718 SuperalloyEstifanos EndalewNo ratings yet
- Optimizing The Mechanical and Microstructure Characteristics of Stir Casting and Hot-Pressed AA 7075/ZnO/ZrO2 CompositesDocument18 pagesOptimizing The Mechanical and Microstructure Characteristics of Stir Casting and Hot-Pressed AA 7075/ZnO/ZrO2 CompositesDr. Mahesh GopalNo ratings yet
- Severe Plastic Deformation - A Review: SciencedirectDocument10 pagesSevere Plastic Deformation - A Review: SciencedirectAkash KumarNo ratings yet
- Biblio 1 PDFDocument16 pagesBiblio 1 PDFIonut TamasNo ratings yet
- Biblio 2 PDFDocument25 pagesBiblio 2 PDFIonut TamasNo ratings yet
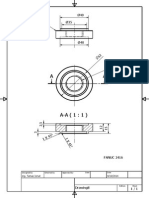
- Ing. Tamas Ionut 9/19/2014: Designed by Checked by Approved by Date DateDocument1 pageIng. Tamas Ionut 9/19/2014: Designed by Checked by Approved by Date DateIonut TamasNo ratings yet
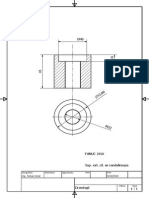
- Ing. Tamas Ionut 9/19/2014: Designed by Checked by Approved by Date DateDocument1 pageIng. Tamas Ionut 9/19/2014: Designed by Checked by Approved by Date DateIonut TamasNo ratings yet
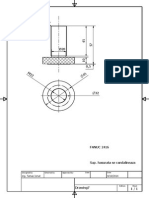
- Ing. Tamas Ionut 9/19/2014: Designed by Checked by Approved by Date DateDocument1 pageIng. Tamas Ionut 9/19/2014: Designed by Checked by Approved by Date DateIonut TamasNo ratings yet
- Ing. Tamas Ionut 9/19/2014: Designed by Checked by Approved by Date DateDocument1 pageIng. Tamas Ionut 9/19/2014: Designed by Checked by Approved by Date DateIonut TamasNo ratings yet
- Laser System OptionsDocument2 pagesLaser System OptionsIonut TamasNo ratings yet
- Ing. Tamas Ionut 9/19/2014: Designed by Checked by Approved by Date DateDocument1 pageIng. Tamas Ionut 9/19/2014: Designed by Checked by Approved by Date DateIonut TamasNo ratings yet
- ProgramDocument1 pageProgramIonut TamasNo ratings yet
- HSE BrochureDocument2 pagesHSE BrochureIonut TamasNo ratings yet
- Vele Mihael 1/13/2014: Designed by Checked by Approved by Date DateDocument1 pageVele Mihael 1/13/2014: Designed by Checked by Approved by Date DateIonut TamasNo ratings yet
- Hexalobular (6 Lobe) Socket Flat Countersunk Head Screws: Article# d1 d2 Max. K Max. T Max. A LDocument3 pagesHexalobular (6 Lobe) Socket Flat Countersunk Head Screws: Article# d1 d2 Max. K Max. T Max. A LNewschrisNo ratings yet
- A Seminar Report ON Grinding: Submitted by Rajshree B. Tech (Mechanical Engineering) Third Year Roll No: 160180104039Document21 pagesA Seminar Report ON Grinding: Submitted by Rajshree B. Tech (Mechanical Engineering) Third Year Roll No: 160180104039Raj ShreeNo ratings yet
- CNC Engineering WorkshopDocument10 pagesCNC Engineering WorkshopaefewNo ratings yet
- CompanypresentationDocument25 pagesCompanypresentationkamran kainporNo ratings yet
- 2020-2021 Indexable Tools CatalogDocument1,059 pages2020-2021 Indexable Tools CatalogАлексей СтепинNo ratings yet
- EI-Mechanical (Full)Document78 pagesEI-Mechanical (Full)chethan048No ratings yet
- B 160 - 99 Qje2maDocument6 pagesB 160 - 99 Qje2mawahyudiNo ratings yet
- IV Full m16 X 2px 85l 4140 b7 Blackodising h06100416s00015Document1 pageIV Full m16 X 2px 85l 4140 b7 Blackodising h06100416s00015GauravNo ratings yet
- Steam Engine PlansDocument20 pagesSteam Engine Planstszabi26100% (2)
- At Very Low Cutting SpeedsDocument40 pagesAt Very Low Cutting SpeedsThulasi Ram100% (1)
- Hard Part Turning With CBNDocument44 pagesHard Part Turning With CBNenamicul50No ratings yet
- Report 1 (Jack)Document9 pagesReport 1 (Jack)Mark SelvanNo ratings yet
- The Impact of Machining Parameters On Peak Power and Energy Consumption in CNC EndmillingDocument6 pagesThe Impact of Machining Parameters On Peak Power and Energy Consumption in CNC EndmillingyounesNo ratings yet
- Metal Removal ProcessesDocument45 pagesMetal Removal ProcessesWilliam Salazar100% (1)
- Benchtalk Articles - Brownells Product Instructions: by Mike WatkinsDocument18 pagesBenchtalk Articles - Brownells Product Instructions: by Mike WatkinsWilmer Howard Bender100% (1)
- Gage Maker CatalogDocument156 pagesGage Maker CatalogRSR_2K5364100% (2)
- A Guide To Prototyping For Startup ManufacturersDocument11 pagesA Guide To Prototyping For Startup ManufacturersSebastián Geerling GamboaNo ratings yet
- CNC Machining The Complete Engineering GuideDocument41 pagesCNC Machining The Complete Engineering GuideHarry0% (1)
- Syllabus DFM Latest PDFDocument1 pageSyllabus DFM Latest PDFNAVEEN KUMAR S NNo ratings yet
- SolidCAM 2016 HSS User Guide PDFDocument176 pagesSolidCAM 2016 HSS User Guide PDFpero0% (1)
- Bellati Inc Produces Large Industrial Machinery Bellati Has A MachiningDocument1 pageBellati Inc Produces Large Industrial Machinery Bellati Has A MachiningAmit PandeyNo ratings yet
- Laser Head Adapter #1 (BC 817) Laser Head Adapter #2 (BC 830)Document4 pagesLaser Head Adapter #1 (BC 817) Laser Head Adapter #2 (BC 830)Yoni An toNo ratings yet
- Milling OperationsDocument42 pagesMilling Operationsshayan sohailNo ratings yet
- M14ME2005 Machining Process: Unit - 1Document24 pagesM14ME2005 Machining Process: Unit - 1Prabhu RubeshNo ratings yet
- Sheet Metal BasicsDocument69 pagesSheet Metal Basicskiran_wakchaure50% (2)
- Turning8010 a-08-01314EN Metric SecDocument788 pagesTurning8010 a-08-01314EN Metric Secyosamy77No ratings yet
- Abrasive Jet Machining (AJM) : Hassan El-HofyDocument29 pagesAbrasive Jet Machining (AJM) : Hassan El-Hofypeci 4646No ratings yet
- 5 LatheDocument74 pages5 LatheadelaonNo ratings yet
- Workshop PHOsDocument10 pagesWorkshop PHOsTaha HassanNo ratings yet
- Unit 2 180322020126Document81 pagesUnit 2 180322020126TANVEER SINGH SOLANKINo ratings yet