You might also like
- The IEE Wiring Regulations Explained and IllustratedFrom EverandThe IEE Wiring Regulations Explained and IllustratedRating: 4 out of 5 stars4/5 (14)
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- Pocket Handbook For Arc Welding SteelDocument18 pagesPocket Handbook For Arc Welding SteelixoteeNo ratings yet
- PHB-7-1998 The Everyday Pocket Handbook For Shielded Metal Arc Welding (SMAW) PDFDocument33 pagesPHB-7-1998 The Everyday Pocket Handbook For Shielded Metal Arc Welding (SMAW) PDFTee Klong RungNo ratings yet
- A SeriesDocument18 pagesA SeriesĐỗ Thị HuyềnNo ratings yet
- Health, Safety and Accident PreventionDocument5 pagesHealth, Safety and Accident Preventionsn200709No ratings yet
- Project Report: On Analyze Submerged Arc Welding (SAW) With Respect To MIG Welding (GMAW)Document32 pagesProject Report: On Analyze Submerged Arc Welding (SAW) With Respect To MIG Welding (GMAW)Rama Krishna Reddy DonthireddyNo ratings yet
- Consumable Selection SAILDocument50 pagesConsumable Selection SAILSantosh CNo ratings yet
- Creep Behavior of Eutectic 80Au20Sn Solder Alloy PDFDocument4 pagesCreep Behavior of Eutectic 80Au20Sn Solder Alloy PDFeid elsayedNo ratings yet
- 14F3001X00 Welding Cable Wire Wisdom US enDocument2 pages14F3001X00 Welding Cable Wire Wisdom US enzaphossNo ratings yet
- Marking of Batteries: The EMC DirectiveDocument0 pagesMarking of Batteries: The EMC Directiverajpre1213No ratings yet
- The Everyday Pocket Handbook For Arc Welding Steel: A SeriesDocument34 pagesThe Everyday Pocket Handbook For Arc Welding Steel: A SeriesSamir Morales CadilloNo ratings yet
- Weld Metal Selector Guide: Effective March, 2000Document28 pagesWeld Metal Selector Guide: Effective March, 2000saghirhassan61No ratings yet
- Welding Lecture and OrientationDocument57 pagesWelding Lecture and OrientationHenry SyNo ratings yet
- Senr0512 01Document46 pagesSenr0512 01Pauk HseinNo ratings yet
- Safety and Accident Prevention: Electrical HazardsDocument17 pagesSafety and Accident Prevention: Electrical HazardsMohd Idris MohiuddinNo ratings yet
- Arc Tig 135 Welder Rev 2Document28 pagesArc Tig 135 Welder Rev 2mike jonesNo ratings yet
- Ddugky Welding Lab ManualDocument15 pagesDdugky Welding Lab ManualprakashNo ratings yet
- ASCO Valve 8016gh Solenoid ImDocument6 pagesASCO Valve 8016gh Solenoid ImLeonardNo ratings yet
- wj1106 54Document5 pageswj1106 54koner_debasishNo ratings yet
- WeldingDocument9 pagesWeldingDebanjali MajumderNo ratings yet
- MEE 714 Advanced Welding Technology: Arjyajyoti - Goswami@me - Nitdgp.ac - inDocument26 pagesMEE 714 Advanced Welding Technology: Arjyajyoti - Goswami@me - Nitdgp.ac - inmNo ratings yet
- Panasonic DMR-E75, DMR-EX85 DVD RecorderDocument88 pagesPanasonic DMR-E75, DMR-EX85 DVD RecorderjohnantoNo ratings yet
- Magnum Prothru The Arm Robotic TorchDocument29 pagesMagnum Prothru The Arm Robotic TorchAnton KiryakovNo ratings yet
- CCI - RU and BU CablesDocument32 pagesCCI - RU and BU CablesBob JohnsonNo ratings yet
- VDR-D50 Service ManualDocument56 pagesVDR-D50 Service ManualgondifNo ratings yet
- MV Circuit Breaker Switchgear - SiemensDocument12 pagesMV Circuit Breaker Switchgear - SiemensSe SamnangNo ratings yet
- Welding QC 10 - TIGDocument9 pagesWelding QC 10 - TIGExsan OthmanNo ratings yet
- Electrical Shop in A Ship Repair Yard PDFDocument21 pagesElectrical Shop in A Ship Repair Yard PDFBachhanChaubey100% (1)
- Auxiliary Cables (Pilot and Telephone)Document4 pagesAuxiliary Cables (Pilot and Telephone)Toni WhiteNo ratings yet
- Filler Metal Selection GuideDocument32 pagesFiller Metal Selection GuideSamuel LatumahinaNo ratings yet
- Section: Data OoDocument46 pagesSection: Data OoScaricatore92No ratings yet
- AWS G 2.3M G2.3-2012 Guide For The Joining of Solid Solution Austenitic Stainless Steels - Part2Document50 pagesAWS G 2.3M G2.3-2012 Guide For The Joining of Solid Solution Austenitic Stainless Steels - Part2estephan82No ratings yet
- Welding Processes ModuleDocument27 pagesWelding Processes Moduleரமேஷ் பாலக்காடு100% (1)
- Diploma in Electrical Engg. Semester-5 Power Electronics: Construction of SCRDocument6 pagesDiploma in Electrical Engg. Semester-5 Power Electronics: Construction of SCRDiogo RodriguesNo ratings yet
- M172 Section CorrosionfsadfDocument17 pagesM172 Section Corrosionfsadfmoganraj8munusamyNo ratings yet
- Initiation: Components Used in Electric BlastingDocument18 pagesInitiation: Components Used in Electric BlastingariellopezNo ratings yet
- Experimental StressDocument18 pagesExperimental Stresssuganthi1711No ratings yet
- ZE.!mml: Electsucal, IimmamdDocument33 pagesZE.!mml: Electsucal, IimmamdSpeartecNo ratings yet
- Esab DublexDocument8 pagesEsab DublexSuphi YükselNo ratings yet
- General Information About Thermocouples: Working PrincipleDocument5 pagesGeneral Information About Thermocouples: Working Principlejha.sofcon5941No ratings yet
- Welding Consumables - Part 5 - Job Knowledge 86Document3 pagesWelding Consumables - Part 5 - Job Knowledge 86Sengupta VivekNo ratings yet
- Process Specification For The Resistance Spot Welding of Battery and Electronic AssembliesDocument19 pagesProcess Specification For The Resistance Spot Welding of Battery and Electronic AssembliesjesycubanNo ratings yet
- ICCPDocument4 pagesICCPVyas SrinivasanNo ratings yet
- Covered Electrodes For Stainless Steel: Avesta Electrodes Product ProgrammeDocument4 pagesCovered Electrodes For Stainless Steel: Avesta Electrodes Product Programmekamals55No ratings yet
- 22Cr MDSDocument6 pages22Cr MDSabhi1648665No ratings yet
- Technical Handbooks Welding Consumables XA00097020Document20 pagesTechnical Handbooks Welding Consumables XA00097020Basel M IkhleifNo ratings yet
- ANSI/AWS A5.1-91 E6013 Rutile Electrodes: The Effect of WollastoniteDocument10 pagesANSI/AWS A5.1-91 E6013 Rutile Electrodes: The Effect of WollastoniteSushil KumarNo ratings yet
- VAHLEDocument28 pagesVAHLEAdrian M FahriNo ratings yet
- Aws 517Document22 pagesAws 517afarmaiaNo ratings yet
- SMAW Welding Section 8 Unit 26Document45 pagesSMAW Welding Section 8 Unit 26Ari WidyantoNo ratings yet
- Panasonic Tc-p55vt50 Chassis Gpf15duDocument108 pagesPanasonic Tc-p55vt50 Chassis Gpf15duOK100% (1)
- Toshiba 42wp27b Plasma TV SMDocument156 pagesToshiba 42wp27b Plasma TV SMJohn DeerNo ratings yet
- On-Chip Electro-Static Discharge (ESD) Protection for Radio-Frequency Integrated CircuitsFrom EverandOn-Chip Electro-Static Discharge (ESD) Protection for Radio-Frequency Integrated CircuitsNo ratings yet
- Cathodic Corrosion Protection Systems: A Guide for Oil and Gas IndustriesFrom EverandCathodic Corrosion Protection Systems: A Guide for Oil and Gas IndustriesRating: 4.5 out of 5 stars4.5/5 (5)
- Insulation Co-ordination in High-voltage Electric Power SystemsFrom EverandInsulation Co-ordination in High-voltage Electric Power SystemsRating: 4.5 out of 5 stars4.5/5 (5)
- The Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingFrom EverandThe Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingNo ratings yet
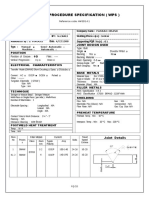
- Welding Procedure Specification NO. 8-32-1: National Certified Pipe Welding BureauDocument7 pagesWelding Procedure Specification NO. 8-32-1: National Certified Pipe Welding BureauDanem HalasNo ratings yet
- ZorcDocument6 pagesZorcdanemsalNo ratings yet
- Παρουσίαση EC3 Connections Και ΙNSTANT Steel 2012Document28 pagesΠαρουσίαση EC3 Connections Και ΙNSTANT Steel 2012danemsalNo ratings yet
- Psrao Welding DefectsDocument35 pagesPsrao Welding DefectsdanemsalNo ratings yet
- 1999v05 Welding Requirements PDFDocument6 pages1999v05 Welding Requirements PDFdanemsalNo ratings yet
- White Paper Automated Ultrasonic Inspection of Tube To Tube Sheet WeldsDocument7 pagesWhite Paper Automated Ultrasonic Inspection of Tube To Tube Sheet WeldsdanemsalNo ratings yet
- 4 1 Sirin ManuscriptDocument6 pages4 1 Sirin ManuscriptdanemsalNo ratings yet
- Yongxu Yang 2Document164 pagesYongxu Yang 2danemsalNo ratings yet
- Ultrasonic SolutionDocument46 pagesUltrasonic Solutionsoumyadev86% (14)
- Buried PipeDocument83 pagesBuried PipePlalvarezcelis100% (3)
- 208 4Document35 pages208 4danemsalNo ratings yet
- Fundamentals - ValvesDocument52 pagesFundamentals - Valvesapi-3808778100% (2)
- ThickWalledCylinder and PressShrinkFit ShigDocument17 pagesThickWalledCylinder and PressShrinkFit ShigArooj WaniNo ratings yet
- WPS Smaw1gDocument1 pageWPS Smaw1gDanem HalasNo ratings yet
- Bts Roc Methodes 2009Document31 pagesBts Roc Methodes 2009Med Ali MaatougNo ratings yet
- Bts Roc Methodes 2002 PDFDocument36 pagesBts Roc Methodes 2002 PDFdanemsalNo ratings yet
- B Section 202 To 212Document11 pagesB Section 202 To 212joshua_tan_31No ratings yet
- A - SeriesDocument18 pagesA - SeriesdanemsalNo ratings yet
- Ultrasonic SolutionDocument46 pagesUltrasonic Solutionsoumyadev86% (14)
- StructEngII Connections 276-327Document52 pagesStructEngII Connections 276-327danemsalNo ratings yet
- Welding Defects During Fabrication of PipesDocument12 pagesWelding Defects During Fabrication of PipesDeepak GuptaNo ratings yet
- RT Formulas For CalculationsDocument4 pagesRT Formulas For CalculationsdanemsalNo ratings yet
- Psrao Welding DefectsDocument35 pagesPsrao Welding DefectsdanemsalNo ratings yet
- CDC UP Test Plan TemplateDocument20 pagesCDC UP Test Plan TemplatedanemsalNo ratings yet
- Welding Processes: Basic Ideas, Terminology, Properties of The Welding ArcDocument38 pagesWelding Processes: Basic Ideas, Terminology, Properties of The Welding ArcdanemsalNo ratings yet
- Arccosts PDFDocument27 pagesArccosts PDFharry_1981No ratings yet
- Course Module 9Document10 pagesCourse Module 9danemsalNo ratings yet
- 4 1 Sirin ManuscriptDocument6 pages4 1 Sirin ManuscriptdanemsalNo ratings yet
- B Section 202 To 212Document11 pagesB Section 202 To 212joshua_tan_31No ratings yet