You might also like
- 160.00-M3 VS Oil Pump PDFDocument16 pages160.00-M3 VS Oil Pump PDFArshad Mahmood100% (1)
- Rtaa SB 4 - 10011991Document6 pagesRtaa SB 4 - 10011991alcomech100% (3)
- 160 78-m1Document70 pages160 78-m1George100% (7)
- York - Trouble Shooting Centrifugal Chiller PDFDocument6 pagesYork - Trouble Shooting Centrifugal Chiller PDFdanhtranHVAC67% (9)
- York DXS Compressor DiagnosisDocument4 pagesYork DXS Compressor DiagnosisDavid Jenkins100% (5)
- Rtaa Svd01a en - 01012004Document10 pagesRtaa Svd01a en - 01012004alcomech100% (3)
- Service Bulletin: SUBJECT: 19XR Split Ring Diffuser Assembly and SetupDocument18 pagesService Bulletin: SUBJECT: 19XR Split Ring Diffuser Assembly and SetupANGEL MURILLO100% (1)
- CVHE TeardownDocument30 pagesCVHE Teardownbgottlieb42095% (19)
- Si 0187Document5 pagesSi 0187cesar luis gonzalez rodriguez75% (4)
- Hss 3200 App Iss 2.3 07 11Document58 pagesHss 3200 App Iss 2.3 07 11Luis Carlos80% (5)
- 160 81-m1Document182 pages160 81-m1petersonpe100% (4)
- Manual Chilller YorkDocument90 pagesManual Chilller Yorkmihai100% (4)
- Opti View Service YKDocument164 pagesOpti View Service YKDarrell Maffei100% (3)
- 201.21 M1ycav Trobleshooting1Document40 pages201.21 M1ycav Trobleshooting1Daniel Diaz100% (1)
- SI0219 Flash Tank and Low SuctionDocument12 pagesSI0219 Flash Tank and Low SuctionEEstebanGiron73% (11)
- Impeller Spacing Procedure for 19XR/XRT ChillersDocument8 pagesImpeller Spacing Procedure for 19XR/XRT ChillersJames Murray100% (6)
- RTAA 100 Ton Compressor Lip Seal FailuresDocument4 pagesRTAA 100 Ton Compressor Lip Seal FailuresWidya Putra100% (1)
- DCLC Centrifugal Chillers for Cooling and EfficiencyDocument6 pagesDCLC Centrifugal Chillers for Cooling and Efficiencygerald077No ratings yet
- Cvhe - 1994 - 2025Document131 pagesCvhe - 1994 - 2025Umar Majeed100% (1)
- Comp (1) RepaireDocument14 pagesComp (1) RepaireKalimulla Shaik100% (8)
- 039-289 Stop Major 19XLDocument156 pages039-289 Stop Major 19XLJames Murray100% (4)
- 160 73-rp2Document64 pages160 73-rp2Ali Muzzafar100% (1)
- 30 Series IssuesDocument73 pages30 Series Issuesnansusan100% (5)
- 19 XR Pic 2 e 19 XR Pic 3, Um e Dois Estágios.Document122 pages19 XR Pic 2 e 19 XR Pic 3, Um e Dois Estágios.Matheus Ribeiro Lemes100% (2)
- 160 76-O2Document206 pages160 76-O2sabnascimentoNo ratings yet
- 160.00-m3 Vs Oil PumpDocument16 pages160.00-m3 Vs Oil PumpArshad Mahmood100% (2)
- Trane CHHN, B, A Screw CompressorsDocument2 pagesTrane CHHN, B, A Screw CompressorsGleison Lima50% (2)
- 30XA Chiller CatalogDocument18 pages30XA Chiller CatalogKrishnan Govindaraj100% (1)
- Operation Manual York ChillerDocument140 pagesOperation Manual York Chillerierullobo90% (10)
- Ch530 Setup RtacDocument8 pagesCh530 Setup RtacGustavo Scherman100% (2)
- Trane CVHF Overhaul Case StudyDocument1 pageTrane CVHF Overhaul Case StudyMan LauNo ratings yet
- Centrifugal Compressors: Renewal PartsDocument76 pagesCentrifugal Compressors: Renewal PartsHectorFalconLlenderrozos100% (1)
- Trane - CentraVac StarterDocument28 pagesTrane - CentraVac StarterSam Wang Chern PengNo ratings yet
- YORK YVAA Air Cooled VSD Chiller Presentation Part 1Document40 pagesYORK YVAA Air Cooled VSD Chiller Presentation Part 1iga9481100% (4)
- YCIV - Installation Maintenance & ControlDocument348 pagesYCIV - Installation Maintenance & ControlMuhammed ThaslimNo ratings yet
- J An e Hall Screw Compressor Model 4200 o and M Manual PDFDocument86 pagesJ An e Hall Screw Compressor Model 4200 o and M Manual PDFpraveen kumar vengadasamy100% (1)
- Rtaa IomDocument140 pagesRtaa IomFabian Lopez100% (1)
- Centrifugal Chiller Parts CatalogDocument46 pagesCentrifugal Chiller Parts Catalogmk saravananNo ratings yet
- YK Operation ManualDocument206 pagesYK Operation ManualHumaid ShaikhNo ratings yet
- RTHC Svn02c enDocument16 pagesRTHC Svn02c enRicardo100% (1)
- York Aircooled Scroll ChillerDocument146 pagesYork Aircooled Scroll Chillersudha17100% (3)
- Ys MilleniumDocument32 pagesYs MilleniumGaraFerrer100% (3)
- York OptiView Operating InstructionsDocument48 pagesYork OptiView Operating Instructionsrangerdoc100% (4)
- Specifications, Applications, Service Instructions & Parts: S Series Refrigerant Level Transducer ProbesDocument4 pagesSpecifications, Applications, Service Instructions & Parts: S Series Refrigerant Level Transducer ProbesM0% (1)
- York Max-E Model YRDocument168 pagesYork Max-E Model YRmarco_christoforidis100% (5)
- Trane Re-Torquing of Flat Gaskets Before StartupDocument3 pagesTrane Re-Torquing of Flat Gaskets Before Startupmitch90163100% (3)
- Carlyle 104mm Screw-RefrigDocument37 pagesCarlyle 104mm Screw-RefrigMiguel Ángel Puche MoralesNo ratings yet
- MC QuayDocument68 pagesMC QuayBaltik2672100% (4)
- Standard Chiller Modular HP 1/4 Generic Bitzer screw compressor CAREL valveDocument60 pagesStandard Chiller Modular HP 1/4 Generic Bitzer screw compressor CAREL valvesaeedehj5086No ratings yet
- Manual Semicompleto de Chiller York de 300 T.R.Document118 pagesManual Semicompleto de Chiller York de 300 T.R.JUAN CARLOS FLORES MORALES100% (1)
- Comp Internal PartsDocument2 pagesComp Internal PartsWidya Putra100% (4)
- 30gx ProDocument100 pages30gx Proabdenour100% (1)
- Daikin Si50-203Document51 pagesDaikin Si50-203Aliey AliNo ratings yet
- Cooling Tower and Gearbox OverhaulDocument17 pagesCooling Tower and Gearbox OverhaulIrfan UllahNo ratings yet
- Informacion Bushing Tipo UDocument6 pagesInformacion Bushing Tipo Uarmandoa71565No ratings yet
- 2000 Spie - High Reliability Coolers Under Development at Signaal-UsfaDocument9 pages2000 Spie - High Reliability Coolers Under Development at Signaal-UsfaM. Sadiq. A. PachapuriNo ratings yet
- Why YORK Switched To Open Drive Motor:: Now Let's Examine Five Specific Points Raised by CompetitorsDocument15 pagesWhy YORK Switched To Open Drive Motor:: Now Let's Examine Five Specific Points Raised by CompetitorsImran GhafoorNo ratings yet
- Select the Right Cooling Tower for Your ProjectDocument3 pagesSelect the Right Cooling Tower for Your Projectrashm006ranjanNo ratings yet
- The Aircraft Engineer 1934Document94 pagesThe Aircraft Engineer 1934Mark Evan SalutinNo ratings yet
- CryocoolerDocument22 pagesCryocooleralexNo ratings yet
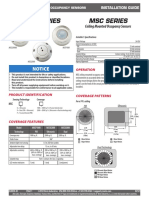
- MSC Series MSC Series: NoticeDocument3 pagesMSC Series MSC Series: Noticejose2525No ratings yet
- Concept TURN 250: Unbeatable Performance Under 40 CharactersDocument6 pagesConcept TURN 250: Unbeatable Performance Under 40 Charactersjose2525No ratings yet
- !readme First!!Document1 page!readme First!!Jhozue Josue Aragon ApazaNo ratings yet
- InglesDocument1 pageInglesjose2525No ratings yet
- Cap 01Document0 pagesCap 01Daniel SantosNo ratings yet
- STA Learning Maps - Controls FactoryDocument3 pagesSTA Learning Maps - Controls Factoryjose2525No ratings yet
- CheatDocument71 pagesCheatsweettdreamz80No ratings yet
- U7 - Quick and Easy DishesDocument29 pagesU7 - Quick and Easy Dishesjose2525No ratings yet
- STA Learning Maps - Controls Factory FY18Document3 pagesSTA Learning Maps - Controls Factory FY18jose2525No ratings yet
- Power Supply SIEMENSDocument4 pagesPower Supply SIEMENSjose2525No ratings yet
- InglesDocument1 pageInglesjose2525No ratings yet
- Instl Devic E Addr Type Code Label Flashscan Type Custom LabelDocument14 pagesInstl Devic E Addr Type Code Label Flashscan Type Custom Labeljose2525No ratings yet
- Wheatley Butterfly ValveDocument6 pagesWheatley Butterfly Valvejose2525No ratings yet
- Job Aid - Calculating Wire SizeDocument7 pagesJob Aid - Calculating Wire Sizejose2525No ratings yet
- MATLAB To PIC Serial Interface PDFDocument5 pagesMATLAB To PIC Serial Interface PDFjose2525No ratings yet
- Energy Impacts of Chiller Water Piping ArrangementDocument8 pagesEnergy Impacts of Chiller Water Piping ArrangementSharon LambertNo ratings yet
- Diploma - Herramientas Manuales A Motor PDFDocument1 pageDiploma - Herramientas Manuales A Motor PDFjose2525No ratings yet
- 160.54-MR1 Mantenimiento YKDocument1 page160.54-MR1 Mantenimiento YKjose2525No ratings yet
- Diploma - GASES COMPRIMIDOS PDFDocument1 pageDiploma - GASES COMPRIMIDOS PDFjose2525No ratings yet
- Diploma - Herramientas Manuales A MotorDocument1 pageDiploma - Herramientas Manuales A Motorjose2525No ratings yet
- Plano CampusDocument2 pagesPlano CampusGeancarlo AndreNo ratings yet
- Diploma Gases ComprimidosDocument1 pageDiploma Gases Comprimidosjose2525No ratings yet
- Fajas Varias MarcasDocument12 pagesFajas Varias Marcasjose2525No ratings yet
- ChillerDocument12 pagesChillerjose2525No ratings yet
- Apc Smart Ups RTDocument8 pagesApc Smart Ups RTjose2525No ratings yet
- Minibomba SeriesCDocument12 pagesMinibomba SeriesCjose2525No ratings yet
- Yk Centrifugal: ... An Energy-Saving Approach To Your Service Needs..Document3 pagesYk Centrifugal: ... An Energy-Saving Approach To Your Service Needs..jose2525100% (1)
- Giro de MotorDocument2 pagesGiro de Motorjose2525No ratings yet
- Rtlo 18918B 1202Document42 pagesRtlo 18918B 1202gustavomosqueraalbornozNo ratings yet
- Verificare Bujii IncandescenteDocument1 pageVerificare Bujii IncandescentemihaimartonNo ratings yet
- Fact Sheet Rocket StovesDocument2 pagesFact Sheet Rocket StovesMorana100% (1)
- Funded African Tech Startups 2020Document13 pagesFunded African Tech Startups 2020LoNo ratings yet
- Merlin Gerin Medium VoltageDocument10 pagesMerlin Gerin Medium VoltagekjfenNo ratings yet
- Business PlanDocument9 pagesBusiness PlanRico DejesusNo ratings yet
- Sugar Milling Contract DisputeDocument3 pagesSugar Milling Contract DisputeRomy IanNo ratings yet
- TicketDocument2 pagesTicketbikram kumarNo ratings yet
- Market Participants in Securities MarketDocument11 pagesMarket Participants in Securities MarketSandra PhilipNo ratings yet
- ADC Driver Reference Design Optimizing THD, Noise, and SNR For High Dynamic Range InstrumentationDocument22 pagesADC Driver Reference Design Optimizing THD, Noise, and SNR For High Dynamic Range InstrumentationAdrian SuNo ratings yet
- A - Bahasa Inggris-DikonversiDocument96 pagesA - Bahasa Inggris-DikonversiArie PurnamaNo ratings yet
- Norms and specifications for distribution transformer, DG set, street light poles, LED lights and high mast lightDocument4 pagesNorms and specifications for distribution transformer, DG set, street light poles, LED lights and high mast lightKumar AvinashNo ratings yet
- Pyramix V9.1 User Manual PDFDocument770 pagesPyramix V9.1 User Manual PDFhhyjNo ratings yet
- Marketing Management NotesDocument115 pagesMarketing Management NotesKajwangs DanNo ratings yet
- Oscar Ortega Lopez - 1.2.3.a BinaryNumbersConversionDocument6 pagesOscar Ortega Lopez - 1.2.3.a BinaryNumbersConversionOscar Ortega LopezNo ratings yet
- Domestic Water Consumption in ChennaiDocument18 pagesDomestic Water Consumption in Chennaimaaz0% (1)
- Company Profi Le: IHC HytopDocument13 pagesCompany Profi Le: IHC HytopHanzil HakeemNo ratings yet
- Programming in Java Assignment 8: NPTEL Online Certification Courses Indian Institute of Technology KharagpurDocument4 pagesProgramming in Java Assignment 8: NPTEL Online Certification Courses Indian Institute of Technology KharagpurPawan NaniNo ratings yet
- MMDS Indoor/Outdoor Transmitter Manual: Chengdu Tengyue Electronics Co., LTDDocument6 pagesMMDS Indoor/Outdoor Transmitter Manual: Chengdu Tengyue Electronics Co., LTDHenry Jose OlavarrietaNo ratings yet
- 2014 March CaravanDocument48 pages2014 March CaravanbahiashrineNo ratings yet
- WM3000U - WM3000 I: Measuring Bridges For Voltage Transformers and Current TransformersDocument4 pagesWM3000U - WM3000 I: Measuring Bridges For Voltage Transformers and Current TransformersEdgar JimenezNo ratings yet
- What Role Can IS Play in The Pharmaceutical Industry?Document4 pagesWhat Role Can IS Play in The Pharmaceutical Industry?Đức NguyễnNo ratings yet
- Statement of PurposeDocument2 pagesStatement of Purposearmaan kaurNo ratings yet
- Article. 415 - 422Document142 pagesArticle. 415 - 422Anisah AquilaNo ratings yet
- 2016 04 1420161336unit3Document8 pages2016 04 1420161336unit3Matías E. PhilippNo ratings yet
- RoboticsDocument2 pagesRoboticsCharice AlfaroNo ratings yet
- Terminología Sobre Reducción de Riesgo de DesastresDocument43 pagesTerminología Sobre Reducción de Riesgo de DesastresJ. Mario VeraNo ratings yet
- Product Catalog: Ductless Mini-Splits, Light Commercial and Multi-Zone SystemsDocument72 pagesProduct Catalog: Ductless Mini-Splits, Light Commercial and Multi-Zone SystemsFernando ChaddadNo ratings yet
- Enhancing reliability of CRA piping welds with PAUTDocument10 pagesEnhancing reliability of CRA piping welds with PAUTMohsin IamNo ratings yet
- CONFLICT ManagementDocument56 pagesCONFLICT ManagementAhmer KhanNo ratings yet