You might also like
- Lesson Plan TemplateDocument1 pageLesson Plan Templatearajamani78No ratings yet
- Fall Protection ProceduresDocument14 pagesFall Protection Proceduresarajamani78No ratings yet
- TPM 8 PillarsDocument6 pagesTPM 8 Pillarsarajamani78No ratings yet
- Motivation 1Document29 pagesMotivation 1arajamani78No ratings yet
- Power Press Operator TrainingDocument40 pagesPower Press Operator TrainingpandaprasadNo ratings yet
- Building Standards HandbookDocument170 pagesBuilding Standards Handbookarajamani78No ratings yet
- 5s 7 Housekeeping Wastes Kanban 1233776462169799 2 PDFDocument26 pages5s 7 Housekeeping Wastes Kanban 1233776462169799 2 PDFMario Alberto Hernandez HerreraNo ratings yet
- Powder MixingDocument1 pagePowder Mixingarajamani78No ratings yet
- GM 750Document40 pagesGM 750arajamani78No ratings yet
- Asian Paints LTD UPDocument14 pagesAsian Paints LTD UParajamani78No ratings yet
- Skill Matrix For ChemistsDocument4 pagesSkill Matrix For Chemistsarajamani78No ratings yet
- 5s 7 Housekeeping Wastes Kanban 1233776462169799 2 PDFDocument26 pages5s 7 Housekeeping Wastes Kanban 1233776462169799 2 PDFMario Alberto Hernandez HerreraNo ratings yet
- Ss Tank EstimateDocument1 pageSs Tank Estimatearajamani78No ratings yet
- Is 3043 1987Document95 pagesIs 3043 1987suresh kumarNo ratings yet
- Plant Engineers Guide To Agitation Design and FundamentalsDocument33 pagesPlant Engineers Guide To Agitation Design and FundamentalsMark MacIntyre100% (1)
- Test Paper-For Paint Plant OperatorDocument1 pageTest Paper-For Paint Plant Operatorarajamani78No ratings yet
- Blackmer Paint and Coatings BrochureDocument4 pagesBlackmer Paint and Coatings Brochurearajamani78No ratings yet
- Bearing Housing PDFDocument1 pageBearing Housing PDFarajamani78No ratings yet
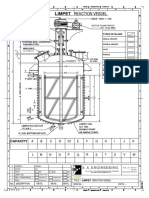
- Limpet Coil Reactor VesselDocument1 pageLimpet Coil Reactor Vesselarajamani78No ratings yet
- Limpet Reaction Vessel PDFDocument1 pageLimpet Reaction Vessel PDFarajamani78No ratings yet
- Fire Safety Training: Presented by Environmental Safety Services, Division of Public Safety, Georgia Southern UniversityDocument36 pagesFire Safety Training: Presented by Environmental Safety Services, Division of Public Safety, Georgia Southern Universityarajamani78No ratings yet
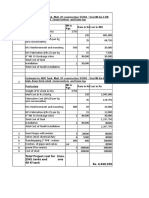
- Rs. 4,340,250 Total Project Cost For 2nos. 25KL Tanks and One 40 KL TankDocument1 pageRs. 4,340,250 Total Project Cost For 2nos. 25KL Tanks and One 40 KL Tankarajamani78No ratings yet
- API70 Spec PDFDocument1 pageAPI70 Spec PDFarajamani78No ratings yet
- Total Project Cost For 2nos. 25KL Tanks and One 40 KL Tank Rs. 43,40,250Document1 pageTotal Project Cost For 2nos. 25KL Tanks and One 40 KL Tank Rs. 43,40,250arajamani78No ratings yet
- Estimate For 25 KL TankDocument1 pageEstimate For 25 KL Tankarajamani78No ratings yet
- Air DryersDocument85 pagesAir Dryersarajamani78No ratings yet
- Air DryersDocument85 pagesAir Dryersarajamani78No ratings yet
- DimensionsDocument4 pagesDimensionsarajamani78No ratings yet
- 26 Health Benefits of Cinnamon - Cinnamon VogueDocument5 pages26 Health Benefits of Cinnamon - Cinnamon Voguearajamani78No ratings yet
- Resin Pipeline CalibrationDocument1 pageResin Pipeline Calibrationarajamani78No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Lectura 03 Rand McNallyDocument4 pagesLectura 03 Rand McNallyjarvik_gaNo ratings yet
- CMS Selection ChecklistDocument3 pagesCMS Selection ChecklistSeth GottliebNo ratings yet
- Assignment NoDocument4 pagesAssignment NoEmmi YfhNo ratings yet
- 3M Mining Cable Splice Kit 3100 - InstructionDocument16 pages3M Mining Cable Splice Kit 3100 - InstructionFerran MunyósNo ratings yet
- Design of A 50000 RPM High-Speed High-Power Six-Phase PMSM For Use in Aircraft ApplicationsDocument11 pagesDesign of A 50000 RPM High-Speed High-Power Six-Phase PMSM For Use in Aircraft ApplicationsvitpowerguyNo ratings yet
- Type 1510 Electric Level Switch 498Document3 pagesType 1510 Electric Level Switch 498lilygarciaoNo ratings yet
- Supplier Audit FormDocument11 pagesSupplier Audit FormXionNo ratings yet
- Chunnel ProjectDocument5 pagesChunnel ProjectAbdullahIsmailNo ratings yet
- Brant Hindman's ResumeDocument2 pagesBrant Hindman's ResumeBrant HindmanNo ratings yet
- CMRPDocument31 pagesCMRPSachin100% (1)
- January: Novel Methods Offer Energy SavingsDocument32 pagesJanuary: Novel Methods Offer Energy Savings孙路No ratings yet
- HondaDocument21 pagesHondaAyush VermaNo ratings yet
- MicrosoftDocument20 pagesMicrosoftSagar PatelNo ratings yet
- ACC CementDocument49 pagesACC CementArpitJainNo ratings yet
- Calculator ASME B31 4Document11 pagesCalculator ASME B31 4Denstar Ricardo Silalahi50% (2)
- S.Suresh Kumar: Cell: +91 9597222880Document2 pagesS.Suresh Kumar: Cell: +91 9597222880rajasekaranvgNo ratings yet
- EM10g Migration ScenariosDocument20 pagesEM10g Migration ScenariosVinu3012No ratings yet
- A320 Family A330 & A340 Basic Fleet: Control Function Control Function Regulation FunctionDocument2 pagesA320 Family A330 & A340 Basic Fleet: Control Function Control Function Regulation FunctionJivendra KumarNo ratings yet
- Handbook of Coil WindingDocument8 pagesHandbook of Coil WindingSREENATH S.SNo ratings yet
- Extrusion Blow Molding Process PDFDocument2 pagesExtrusion Blow Molding Process PDFPeteNo ratings yet
- Oracle R12 iSupplier User Guide: View Invoices & PaymentsDocument50 pagesOracle R12 iSupplier User Guide: View Invoices & PaymentsConrad RodricksNo ratings yet
- Axios Systems Customer Case Study With LEGODocument2 pagesAxios Systems Customer Case Study With LEGOAxiosSystemsNo ratings yet
- Critical Path Method (CPM) in Project ManagementDocument30 pagesCritical Path Method (CPM) in Project ManagementRomanNo ratings yet
- Case Study Proposal - Capital Gate - Rahmy AhmedDocument3 pagesCase Study Proposal - Capital Gate - Rahmy AhmedAysha Rahmy100% (1)
- NIT - Steel PontoonsDocument2 pagesNIT - Steel PontoonsBigzen develoversNo ratings yet
- Datasheet Triac DDocument6 pagesDatasheet Triac DJoel Batazar CruzNo ratings yet
- Specs TOSHIBA Satellite L305-S5891Document3 pagesSpecs TOSHIBA Satellite L305-S5891Covina SandimasNo ratings yet
- RiegelsAerofoilSections Info FW190 AirfoilDocument292 pagesRiegelsAerofoilSections Info FW190 Airfoilranickng1No ratings yet
- Catalog Donaldson EngDocument10 pagesCatalog Donaldson EngLatDatNo ratings yet
- Khusna 1805 5275 1 Ed Cipto 6Document8 pagesKhusna 1805 5275 1 Ed Cipto 6AROTE ADVENTURENo ratings yet