You might also like
- SVE-F-037 Hoja Pre Uso o Check List Camion FabricaDocument4 pagesSVE-F-037 Hoja Pre Uso o Check List Camion FabricaErick GutierrezNo ratings yet
- Kardex Almacen Central FinalDocument20 pagesKardex Almacen Central FinalMarie GamarraNo ratings yet
- Procedimiento de bloqueo y señalización de equiposDocument8 pagesProcedimiento de bloqueo y señalización de equiposVasquez JoseNo ratings yet
- Fa F102 00309097 PDFDocument1 pageFa F102 00309097 PDFNicolas Pariansullca VenturaNo ratings yet
- Descanso Medico v2016Document1 pageDescanso Medico v2016yorkaNo ratings yet
- Norma BascDocument15 pagesNorma BascJudith Calixto MNo ratings yet
- AP-SST-FO01 Formato Promoción y PrevenciónDocument2 pagesAP-SST-FO01 Formato Promoción y PrevenciónMusicinterworld David CasasNo ratings yet
- Seguimiento Objetivos de Calidad 2022Document28 pagesSeguimiento Objetivos de Calidad 2022ak.taveras6260No ratings yet
- 2.1 Formato de Acta de Instalación Del Grupo, Comisión o ComitéDocument2 pages2.1 Formato de Acta de Instalación Del Grupo, Comisión o ComitéJesús Velázquez VázquezNo ratings yet
- Orden CompraDocument4 pagesOrden CompraCristhian TafurNo ratings yet
- Procedimiento Manejo Seguro de VehiculosDocument9 pagesProcedimiento Manejo Seguro de VehiculosdjmiguezNo ratings yet
- GCLA - HSE - PR - 020 - Procedimiento Constructivo Arme de AndamioDocument35 pagesGCLA - HSE - PR - 020 - Procedimiento Constructivo Arme de AndamioCARLOS MONTEJONo ratings yet
- 1803-1084-2 Formato de Post Venta Gerona Del Cipres PDFDocument4 pages1803-1084-2 Formato de Post Venta Gerona Del Cipres PDFangelica maria moreno cacaisNo ratings yet
- Leccion 2, Prevención de Riesgos en HCDocument58 pagesLeccion 2, Prevención de Riesgos en HCemilionavarroNo ratings yet
- Factura - SUYKUTAMBODocument1 pageFactura - SUYKUTAMBOangel paucarmayta añamacoNo ratings yet
- Mantenimiento y reparación de máquina de perforación diamantinaDocument3 pagesMantenimiento y reparación de máquina de perforación diamantinapercy esperillaNo ratings yet
- Procedimiento de Servicio de Post VentaDocument7 pagesProcedimiento de Servicio de Post VentaJorge Villavicencio100% (1)
- Anexo 2 Presupuesto AmbientalDocument53 pagesAnexo 2 Presupuesto AmbientalLiberman Gonzalez CanabalNo ratings yet
- Inspección Residuos SolidosDocument1 pageInspección Residuos Solidossonia contrerasNo ratings yet
- Prueba PsicosensometricaDocument3 pagesPrueba PsicosensometricaMaria RamírezNo ratings yet
- Gi-P-18 Procedimiento Mantenimiento Cunetas y DrenajesDocument7 pagesGi-P-18 Procedimiento Mantenimiento Cunetas y Drenajesadriana castroNo ratings yet
- Kardex 2015Document117 pagesKardex 2015Roy J. TaypeNo ratings yet
- 2 Planchas Metálicas 2016Document48 pages2 Planchas Metálicas 2016Josue HC100% (1)
- Evaluación Rendimiento Laboral TallerDocument10 pagesEvaluación Rendimiento Laboral TallerFrancisco MMNo ratings yet
- Certifiado de Trabajo2Document1 pageCertifiado de Trabajo2carlos mendoza agamaNo ratings yet
- Manual de Fabricacion HornoDocument23 pagesManual de Fabricacion HornoAnonymous 9NekBnx9VWNo ratings yet
- F-SST 36 Informe de AuditoriaDocument4 pagesF-SST 36 Informe de Auditoriayiseth. con gml chavarriaNo ratings yet
- Cuadro FodaDocument9 pagesCuadro FodaEsdras TeníNo ratings yet
- Ind A - 1082 PDFDocument2 pagesInd A - 1082 PDFyeseniaNo ratings yet
- Orden de Trabajo Soporte Tecnico - Qta AnnaDocument2 pagesOrden de Trabajo Soporte Tecnico - Qta AnnaFrankger NavarroNo ratings yet
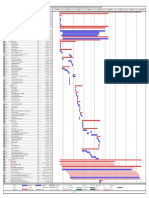
- Diagrama Gantt de Obras CivilesDocument6 pagesDiagrama Gantt de Obras CivilesreynaldoNo ratings yet
- F-Hseq-04 Formato de Accion Correctiva y Preventiva RucDocument38 pagesF-Hseq-04 Formato de Accion Correctiva y Preventiva RucAstridNo ratings yet
- Kardex HerramientasDocument3 pagesKardex HerramientasRypsasPasxsNo ratings yet
- Bitácora TransporteDocument1 pageBitácora TransporteOfirAgüeroCapitoNo ratings yet
- Programa de Mantto y Calibracion de Equipos LQDocument4 pagesPrograma de Mantto y Calibracion de Equipos LQHectorCunoNo ratings yet
- Plan Estrategico AisstmaDocument1 pagePlan Estrategico AisstmaJohana Mena QuirozNo ratings yet
- Certificados Henry Gonzalez. NDTDocument30 pagesCertificados Henry Gonzalez. NDTHenry GonzalezNo ratings yet
- I.MEDICAMENTOSDocument36 pagesI.MEDICAMENTOSGuillermo Gómez JuárezNo ratings yet
- Diag GantDocument4 pagesDiag GantLeonel Garcia AvalosNo ratings yet
- Capacitacion Auditoria Interna 1Document28 pagesCapacitacion Auditoria Interna 1Nikolai Vargas FloresNo ratings yet
- Pets Tratamiento de Quejas y ReclamosDocument6 pagesPets Tratamiento de Quejas y ReclamosJosé QuispeNo ratings yet
- FT QHSE Inspección Entrega EPPDocument1 pageFT QHSE Inspección Entrega EPPZuleidys AngaritaNo ratings yet
- GSIST P05 Mantenimiento y CalibraciónDocument13 pagesGSIST P05 Mantenimiento y CalibraciónNando OZ RYNo ratings yet
- Sstaq0408 Formato Inspeccion de Areas de TrabajoDocument2 pagesSstaq0408 Formato Inspeccion de Areas de TrabajoSebastián DiazNo ratings yet
- Inspeccion Cepilladora EectricaDocument1 pageInspeccion Cepilladora EectricaAnonymous BFM6zwHNo ratings yet
- Propuesta de Mejora Operativa A LadrilleraDocument78 pagesPropuesta de Mejora Operativa A LadrilleraHERBERT ZAFRA IZQUIERDONo ratings yet
- Solicitud Orden de TrabajoDocument1 pageSolicitud Orden de TrabajoIgnacio Alfredo Espinoza GonzalezNo ratings yet
- Procedimiento de Recojo y Traslado y Disposicion FinalDocument5 pagesProcedimiento de Recojo y Traslado y Disposicion FinalJorge gomezNo ratings yet
- Informe Tecnico LandiniDocument6 pagesInforme Tecnico LandinironaldNo ratings yet
- Lista documentos internos obraDocument11 pagesLista documentos internos obrayesicaNo ratings yet
- 103 Procedimiento Inspeccion Inmovilizacion y Habilitacion de Flota Troncal PDFDocument22 pages103 Procedimiento Inspeccion Inmovilizacion y Habilitacion de Flota Troncal PDFVictor Aurelio CheveroniNo ratings yet
- Boquillas PDFDocument1 pageBoquillas PDFAlejandro RestrepoNo ratings yet
- Instructivo de Equipos y Desconexion de Equipos en MCC PDFDocument15 pagesInstructivo de Equipos y Desconexion de Equipos en MCC PDFNicol Andrea Rivas MonrroyNo ratings yet
- Rendimiento A DmeDocument7 pagesRendimiento A DmeFrans Vladimir Peinado PachecoNo ratings yet
- Equipos LivianosDocument7 pagesEquipos LivianosNaticita Rincon MacoteNo ratings yet
- Plan de Manejo Ambiental Modificado 2Document32 pagesPlan de Manejo Ambiental Modificado 2Luis Torres MachadoNo ratings yet
- OSS - PRX-SGI-FR-029 Permiso Escrito de Trabajo de Alto Riesgo (PETAR)Document2 pagesOSS - PRX-SGI-FR-029 Permiso Escrito de Trabajo de Alto Riesgo (PETAR)luis alejandro castillo achaNo ratings yet
- Lab 2 Lodo Bentonitico y Lodo Bentonitico ExtendidoDocument10 pagesLab 2 Lodo Bentonitico y Lodo Bentonitico ExtendidoJhonatan MartinezNo ratings yet
- Diseño y Puesta A Punto de Un Sistema de Conformacion Por Extrusion en Canal Angular para Obtencion de Materiales Metalicos Con Granos UltrafinoDocument106 pagesDiseño y Puesta A Punto de Un Sistema de Conformacion Por Extrusion en Canal Angular para Obtencion de Materiales Metalicos Con Granos UltrafinoJOSE MIGUEL SANCHEZ DE LA HOZNo ratings yet
- Tarea #2Document9 pagesTarea #2Cloverland YTNo ratings yet
- Impacto AmbientalDocument2 pagesImpacto AmbientalAlex ChancúsigNo ratings yet
- Añadir ActivosDocument1 pageAñadir ActivosAlex ChancúsigNo ratings yet
- Ciclo de PunteadoDocument2 pagesCiclo de PunteadoAlex ChancúsigNo ratings yet
- Recomend Ac I OnesDocument1 pageRecomend Ac I OnesAlex ChancúsigNo ratings yet
- Dimensiones CalidadDocument2 pagesDimensiones CalidadAlex ChancúsigNo ratings yet
- Videos Pid Con s7 - 1200Document1 pageVideos Pid Con s7 - 1200Alex ChancúsigNo ratings yet
- Clasificacion Robot IndDocument8 pagesClasificacion Robot IndAlex ChancúsigNo ratings yet
- C. Orden de Ingenieria HorizontalDocument2 pagesC. Orden de Ingenieria HorizontalAlex ChancúsigNo ratings yet
- Intro Ducci Ó NF On Do AguasDocument1 pageIntro Ducci Ó NF On Do AguasAlex ChancúsigNo ratings yet
- Formatos de ArchivosDocument8 pagesFormatos de ArchivosAlex ChancúsigNo ratings yet
- Proyecto de Vinculación: Universidad de Las Fuerzas Armadas Espe - LDocument7 pagesProyecto de Vinculación: Universidad de Las Fuerzas Armadas Espe - LAlex ChancúsigNo ratings yet
- ArregDocument25 pagesArregAlex ChancúsigNo ratings yet
- Control PID nivel y caudal planta modularDocument10 pagesControl PID nivel y caudal planta modularAlex ChancúsigNo ratings yet
- 4ta SimulacionDocument12 pages4ta SimulacionAlex ChancúsigNo ratings yet
- SIMÓNDocument10 pagesSIMÓNAlex ChancúsigNo ratings yet
- Universidad de Las Fuerzas Armadas - EspeDocument7 pagesUniversidad de Las Fuerzas Armadas - EspeAlex ChancúsigNo ratings yet
- Instrumentación Mecatrónica: Informe de LaboratorioDocument20 pagesInstrumentación Mecatrónica: Informe de LaboratorioAlex ChancúsigNo ratings yet
- Megacatalog2012 Pages372 700 SpanishDocument329 pagesMegacatalog2012 Pages372 700 SpanishjsmadslNo ratings yet
- Porta BrocasDocument28 pagesPorta BrocasAlex ChancúsigNo ratings yet
- Porta BrocasDocument28 pagesPorta BrocasAlex ChancúsigNo ratings yet
- Marco Teórico 2 IIDocument14 pagesMarco Teórico 2 IIAlex ChancúsigNo ratings yet
- Ciclo de PunteadoDocument2 pagesCiclo de PunteadoAlex ChancúsigNo ratings yet
- Codigo G FresadoDocument118 pagesCodigo G FresadoCNC59100% (2)
- AvanceDocument5 pagesAvanceAlex ChancúsigNo ratings yet
- P3 7 AdquisiciónDocument2 pagesP3 7 AdquisiciónAlex ChancúsigNo ratings yet
- Velocidades de CorteDocument28 pagesVelocidades de CorteOrlandoLGodosNo ratings yet
- SensorDocument4 pagesSensorAlex ChancúsigNo ratings yet
- PREPARATORIODocument13 pagesPREPARATORIOAlex ChancúsigNo ratings yet
- Trabajo Individual FuncionesDocument1 pageTrabajo Individual FuncionesAlex ChancúsigNo ratings yet
- Examen Final Metodologia UniversaitariaDocument6 pagesExamen Final Metodologia Universaitariachristian0% (1)
- Electiva Actividad 7Document26 pagesElectiva Actividad 7nora pinzonNo ratings yet
- La Educación Intercultural: Un Campo en Proceso de ConsolidaciónDocument5 pagesLa Educación Intercultural: Un Campo en Proceso de ConsolidaciónPatricio RiveroNo ratings yet
- No mendigues dependenciaDocument5 pagesNo mendigues dependenciaDaniela Mejía0% (2)
- Laboratorio 3 Método Simplex, Solver y Analisis de SesibilidadDocument13 pagesLaboratorio 3 Método Simplex, Solver y Analisis de SesibilidadGabriela SanchezNo ratings yet
- Osteologia y ArtrologiaDocument23 pagesOsteologia y ArtrologiaRicardo Löwenherz100% (1)
- Historia de SonyDocument5 pagesHistoria de SonyAlonzo Maz Na PereaNo ratings yet
- Planificacion No.5Document6 pagesPlanificacion No.5Gabriel TorresNo ratings yet
- Tarea 3 ADocument5 pagesTarea 3 AMk LucyNo ratings yet
- 200 Tareas Terapia BreveDocument5 pages200 Tareas Terapia BrevePremarthi PrabhuNo ratings yet
- Nueva PlanificaciónDocument4 pagesNueva PlanificaciónEric GuillenNo ratings yet
- 173432-Examen Tecnología Industrial (2021)Document4 pages173432-Examen Tecnología Industrial (2021)juanmelladodiaz1825No ratings yet
- PSExec Pass The HashDocument1 pagePSExec Pass The Hashb3t0m4nNo ratings yet
- Campamento Verano 2018Document28 pagesCampamento Verano 2018Lucía LageNo ratings yet
- Cómo elaborar y compartir un díptico sobre prevención de enfermedadesDocument4 pagesCómo elaborar y compartir un díptico sobre prevención de enfermedadesMax Carlos MaChNo ratings yet
- 1° CienciasDocument3 pages1° CienciasCristian Flores BustamanteNo ratings yet
- Practica 1Document8 pagesPractica 1LESLIE POLET SUASTEGUI CABALLERONo ratings yet
- Control de motores eléctricos con botones pulsadores de arranque y paroDocument7 pagesControl de motores eléctricos con botones pulsadores de arranque y parorafael salas munosNo ratings yet
- Informe MercadosDocument16 pagesInforme MercadosElizabeth GonzalezNo ratings yet
- Diseño de Los Compresores para La Estaciones de Compresion Durante El Transporte Del GasDocument9 pagesDiseño de Los Compresores para La Estaciones de Compresion Durante El Transporte Del GasCesar Gastelo CasalNo ratings yet
- Educaci+ N F+¡sica. Etica. Est+®tica. Salud. Silvino SantinDocument33 pagesEducaci+ N F+¡sica. Etica. Est+®tica. Salud. Silvino SantinManuel DupuyNo ratings yet
- Lista de Materiales Grado Odontologia Curso PDFDocument28 pagesLista de Materiales Grado Odontologia Curso PDFLuis Alberto Zúñiga PinedaNo ratings yet
- Teoría general de la administración educativaDocument2 pagesTeoría general de la administración educativaSarahaby FloresNo ratings yet
- Cotizacion Pic29-1120183 Lloinko Constructora S.A.C.Document1 pageCotizacion Pic29-1120183 Lloinko Constructora S.A.C.Kennet Edyson Mamani ZeaNo ratings yet
- Carta - CotizaciónDocument3 pagesCarta - CotizaciónAlexandra Cobeñas LlatasNo ratings yet
- 3°? Examen Mensual Febrero (2022-2023)Document10 pages3°? Examen Mensual Febrero (2022-2023)Grettel EspinosaNo ratings yet
- Kendal Home kpm23Document26 pagesKendal Home kpm23Hope ChileNo ratings yet
- Accesibilidad símboloDocument7 pagesAccesibilidad símboloDavid Buritica Marin100% (1)
- Subestaciones Triple BarraDocument3 pagesSubestaciones Triple Barradavid MasterNo ratings yet