You might also like
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Appendix 1: Table A.1.1 Car Arrival and Repair DataDocument59 pagesAppendix 1: Table A.1.1 Car Arrival and Repair DataitzgayaNo ratings yet
- Molecular ResturctureDocument10 pagesMolecular ResturctureitzgayaNo ratings yet
- Sciencedirect: A. Santana, P. Afonso, A. Zanin, R. WernkeDocument8 pagesSciencedirect: A. Santana, P. Afonso, A. Zanin, R. WernkeitzgayaNo ratings yet
- An Enhanced Firefly Algorithm Approach For Solving A Flexible Job-Shop Scheduling ProblemDocument6 pagesAn Enhanced Firefly Algorithm Approach For Solving A Flexible Job-Shop Scheduling ProblemitzgayaNo ratings yet
- SCIENTIST-B of ICMR by PGIMER, ChandigarhDocument17 pagesSCIENTIST-B of ICMR by PGIMER, ChandigarhitzgayaNo ratings yet
- Computers & Industrial Engineering: SciencedirectDocument16 pagesComputers & Industrial Engineering: SciencedirectitzgayaNo ratings yet
- A Hybrid Artificial Bee Colony Algorithm For Flexible Job Shop Scheduling With Worker FlexibilityDocument16 pagesA Hybrid Artificial Bee Colony Algorithm For Flexible Job Shop Scheduling With Worker FlexibilityitzgayaNo ratings yet
- Advanced Approaches For Obesity and EndocrinologyDocument1 pageAdvanced Approaches For Obesity and EndocrinologyitzgayaNo ratings yet
- An Enhanced Genetic Algorithm With Simulated Annealing For Job-Shop SchedulingDocument8 pagesAn Enhanced Genetic Algorithm With Simulated Annealing For Job-Shop SchedulingitzgayaNo ratings yet
- A Discrete Firefly Algorithm For Solving The Flexible Job-Shop Scheduling Problem in A Make-To-Order Manufacturing SystemDocument22 pagesA Discrete Firefly Algorithm For Solving The Flexible Job-Shop Scheduling Problem in A Make-To-Order Manufacturing SystemitzgayaNo ratings yet
- Summary of The Results: Scheduling FMS Using Heuristic and Search TechniquesDocument7 pagesSummary of The Results: Scheduling FMS Using Heuristic and Search TechniquesitzgayaNo ratings yet
- AGV Schedule Integrated With Production in FlexibleDocument13 pagesAGV Schedule Integrated With Production in FlexibleitzgayaNo ratings yet
- A Comprehensive Survey and Future Trend ofDocument16 pagesA Comprehensive Survey and Future Trend ofitzgayaNo ratings yet
- The Classification of FMS Scheduling Problems PDFDocument10 pagesThe Classification of FMS Scheduling Problems PDFitzgayaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Katalog Training-2022Document45 pagesKatalog Training-2022AgathaNo ratings yet
- Character MapDocument1 pageCharacter MapNikkieIrisAlbañoNovesNo ratings yet
- 曼昆《经济学原理第三版》宏观分册原版中英文双语PPT课件Chap 25Document76 pages曼昆《经济学原理第三版》宏观分册原版中英文双语PPT课件Chap 25Jia Wei MiaoNo ratings yet
- Crossroads #10 - Roger Zelazny's Amber - Seven No-TrumpDocument254 pagesCrossroads #10 - Roger Zelazny's Amber - Seven No-TrumplerainlawlietNo ratings yet
- Atomic Physics Exam Qs StudentDocument7 pagesAtomic Physics Exam Qs StudentfitzttNo ratings yet
- University of Calicut: Examination ResultsDocument1 pageUniversity of Calicut: Examination ResultsArun Saji Josz RbzNo ratings yet
- Chapter 2 The Earths Landscapes and LandformsDocument8 pagesChapter 2 The Earths Landscapes and LandformsKatherine LuayonNo ratings yet
- Lab1 - Kali Linux Overview: 1. ReconnaissanceDocument6 pagesLab1 - Kali Linux Overview: 1. ReconnaissanceNguyễn Hữu VĩnhNo ratings yet
- Project Management Practices and Performance of Non-Governmental Organizations Projects in Nairobi City County, KenyaDocument22 pagesProject Management Practices and Performance of Non-Governmental Organizations Projects in Nairobi City County, KenyaAjit Pal SinghNo ratings yet
- SSL ConfigDocument173 pagesSSL Configsairamb_143No ratings yet
- IB SL P1 Math Book Exam-MateDocument375 pagesIB SL P1 Math Book Exam-MatePang Hua TanNo ratings yet
- 10.21307 - Immunohematology 2022 048 PDFDocument6 pages10.21307 - Immunohematology 2022 048 PDFTanupreetNo ratings yet
- Holy QURAN - Unicode Font EditionDocument462 pagesHoly QURAN - Unicode Font Editionalqudsulana8971% (7)
- R.K. Anand Contempt Delhi HC JudgementDocument112 pagesR.K. Anand Contempt Delhi HC JudgementSampath BulusuNo ratings yet
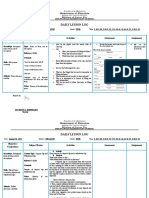
- August 30-Filling Out FormsDocument3 pagesAugust 30-Filling Out FormsJocelyn G. EmpinadoNo ratings yet
- Bangladesh's Economic and Social Progress: From A Basket Case To A Development ModelDocument450 pagesBangladesh's Economic and Social Progress: From A Basket Case To A Development ModelFarjana TonnyNo ratings yet
- Agesitab OP850: Electronic Operating TableDocument4 pagesAgesitab OP850: Electronic Operating TableMuhammad NaomanNo ratings yet
- CV - Akhil AgarwalDocument2 pagesCV - Akhil AgarwalIshan SaxenaNo ratings yet
- Antheil - Piano Sonata No 4Document29 pagesAntheil - Piano Sonata No 4TateCarson100% (1)
- PREQ3-1 Shrouded VisionsDocument47 pagesPREQ3-1 Shrouded VisionsVelenar ShadowalkerNo ratings yet
- CH 9 Radical Reactions 1Document19 pagesCH 9 Radical Reactions 1Darth VADERNo ratings yet
- OWN Project Details Wise For Support Regarding FicoDocument13 pagesOWN Project Details Wise For Support Regarding Ficobikash das100% (1)
- Descriptive Lab Report GuideDocument3 pagesDescriptive Lab Report GuideOluwafisayomi LawaniNo ratings yet
- Intro To Threads PDFDocument4 pagesIntro To Threads PDFNANDINI BNo ratings yet
- SikaWrap®-900 CDocument4 pagesSikaWrap®-900 CN.J. PatelNo ratings yet
- International Financial Regulation Seminar QuestionsDocument2 pagesInternational Financial Regulation Seminar QuestionsNicu BotnariNo ratings yet
- Employee WelfareDocument64 pagesEmployee WelfareJana DxNo ratings yet
- PsychosesDocument32 pagesPsychosesAnonymous zxTFUoqzklNo ratings yet
- CSR ReportDocument13 pagesCSR Reportrishabh agarwalNo ratings yet
- Workshop On Previewing - CECARDocument12 pagesWorkshop On Previewing - CECARestefaany tejada100% (2)