You might also like
- An Innovative Shearing Process For AHSS Edge Stretchability ImprovementsDocument28 pagesAn Innovative Shearing Process For AHSS Edge Stretchability ImprovementsYogesh PatelNo ratings yet
- 17 - AHSS Forming Simulation For Shear Fracture and Edge Cracking PDFDocument37 pages17 - AHSS Forming Simulation For Shear Fracture and Edge Cracking PDFElaine JohnsonNo ratings yet
- ProductionDocument78 pagesProductionsreerag786No ratings yet
- Predictive Modeling of Tool Wear in Hard Turning: Yong Huang Advisor: Prof. Steven Y. LiangDocument20 pagesPredictive Modeling of Tool Wear in Hard Turning: Yong Huang Advisor: Prof. Steven Y. Liangirinuca12No ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Hard Turning, Tool Life, and Surface Quality Manufacturing EngineeringDocument3 pagesHard Turning, Tool Life, and Surface Quality Manufacturing EngineeringRahul MishraNo ratings yet
- 2013 Theory All Inc Casting PDFDocument65 pages2013 Theory All Inc Casting PDFaamir_00No ratings yet
- MillingDocument105 pagesMillingsai mohanNo ratings yet
- Evalution of Surface Finish On Machining of Mild Steel Using High Speed Steel Tool in Lathe With Normal Coolant (Or) Nano Material Added CoolantDocument9 pagesEvalution of Surface Finish On Machining of Mild Steel Using High Speed Steel Tool in Lathe With Normal Coolant (Or) Nano Material Added CoolantInternational Organization of Scientific Research (IOSR)No ratings yet
- Cutting Tool DesignDocument67 pagesCutting Tool DesignBagus Bramantya bagusbramantya.2019No ratings yet
- Friction Stir Welding of Aluminum MMC: Tracy W. Nelson, Dick LederichDocument22 pagesFriction Stir Welding of Aluminum MMC: Tracy W. Nelson, Dick LederichSanthosh Kumar KodhandapaniNo ratings yet
- Robotic and CNC Deburring Tools: NEW CatalogDocument12 pagesRobotic and CNC Deburring Tools: NEW Catalogspace2kNo ratings yet
- Parts Cut To Length: Ted SlezakDocument8 pagesParts Cut To Length: Ted SlezaksolquihaNo ratings yet
- Tool WearDocument12 pagesTool WearSharath Kumar Bm100% (1)
- Analytical Modelling and Experimental Validation of Micro-Ball-EndDocument15 pagesAnalytical Modelling and Experimental Validation of Micro-Ball-EndChoy Hau YanNo ratings yet
- Experimental Investigation of Lubrication System of Milling Operation On Aluminum Alloy 6060Document18 pagesExperimental Investigation of Lubrication System of Milling Operation On Aluminum Alloy 6060PhucNo ratings yet
- Fact Sheet: METAL REMOVAL/CUTTINGDocument4 pagesFact Sheet: METAL REMOVAL/CUTTINGAl EnggNo ratings yet
- Sheet Metal Bending-3Document15 pagesSheet Metal Bending-3Sai Sujan100% (1)
- 2nd Btech MECH 2021-22 MCMT Ses-K4 PDFDocument14 pages2nd Btech MECH 2021-22 MCMT Ses-K4 PDFGopi TNo ratings yet
- Milling MachinesDocument48 pagesMilling MachinesAliah IzzahNo ratings yet
- Catalogo LaminaDocument320 pagesCatalogo LaminaHumberto José Reyes CevallosNo ratings yet
- Better Bevels With Plasma Arc CuttingDocument8 pagesBetter Bevels With Plasma Arc CuttingSonnexNo ratings yet
- Nitto Kohki Power Tools PDFDocument28 pagesNitto Kohki Power Tools PDFAnonymous E8YIWa4i6yNo ratings yet
- Sheet Metal Forming - PpsDocument26 pagesSheet Metal Forming - PpsNhan LeNo ratings yet
- Poliuretanos UteccatiDocument36 pagesPoliuretanos Uteccatidmontenegro100No ratings yet
- ProjectDocument51 pagesProjectRushikesh DandagwhalNo ratings yet
- Die Design PresentationDocument24 pagesDie Design PresentationIsrar Equbal100% (1)
- Sheet Metal Guide (Mate)Document72 pagesSheet Metal Guide (Mate)aushad3m100% (5)
- Tool Wear & Surface RoughnessDocument14 pagesTool Wear & Surface RoughnessManoj S KNo ratings yet
- Casting Forming Sheet Metal Processing Powder-And Ceramics Processing Plastics ProcessingDocument26 pagesCasting Forming Sheet Metal Processing Powder-And Ceramics Processing Plastics ProcessingkiransideasNo ratings yet
- Jarjour Rami 6155ENG AS3Document12 pagesJarjour Rami 6155ENG AS3Rami JarjourNo ratings yet
- Surface Roughness and Cutting Forces For Optimization of Machining Condition in Finish HardDocument10 pagesSurface Roughness and Cutting Forces For Optimization of Machining Condition in Finish HardHeri SetiawanNo ratings yet
- S K MondalDocument17 pagesS K MondalTapas Swain100% (1)
- Manufacturing & ProductionDocument16 pagesManufacturing & ProductionMithun Raju0% (1)
- Microstructure and Dry Sliding Wear Behaviour of Eutectic Al-Si AlloyDocument34 pagesMicrostructure and Dry Sliding Wear Behaviour of Eutectic Al-Si AlloyDhruval PatelNo ratings yet
- Roll Pass Design Evauluation Using Software ApplicationDocument34 pagesRoll Pass Design Evauluation Using Software ApplicationAbed Alrahman NashwanNo ratings yet
- ST Lawrence Ultra-MetDocument6 pagesST Lawrence Ultra-Metmpcd07No ratings yet
- Donald Spinella-Joining Methods Nov21 PDFDocument46 pagesDonald Spinella-Joining Methods Nov21 PDFbedo39No ratings yet
- Issue3 2Document7 pagesIssue3 2Crafty SeedNo ratings yet
- 005 Plate PDFDocument22 pages005 Plate PDFnice guyNo ratings yet
- State State of The Art of Precision Abrasive Water Jet Cuttiof The Art of Precision Abrasive Water Jet CuttingDocument22 pagesState State of The Art of Precision Abrasive Water Jet Cuttiof The Art of Precision Abrasive Water Jet CuttingJaveed A. KhanNo ratings yet
- Acropolis Technical Campus University Question Paper Solution June-2013 (Me-603, Metal Cutting & CNC M/C)Document10 pagesAcropolis Technical Campus University Question Paper Solution June-2013 (Me-603, Metal Cutting & CNC M/C)vijchoudhary16No ratings yet
- c006b QDocument54 pagesc006b QpchakkrapaniNo ratings yet
- Rake AngleDocument2 pagesRake AnglezidaaanNo ratings yet
- A Report On: Abrasive Jet Machining: BY:-Akshay Gupta 10BME0345 G1 SlotDocument11 pagesA Report On: Abrasive Jet Machining: BY:-Akshay Gupta 10BME0345 G1 SlotAkshay GuptaNo ratings yet
- Ch-3 Tool Life, Tool Wear, Economics and MachinabilityDocument91 pagesCh-3 Tool Life, Tool Wear, Economics and MachinabilityManish Kumar Mehta100% (1)
- Hard Turning of Hot Work Tool Steel (Dac10)Document38 pagesHard Turning of Hot Work Tool Steel (Dac10)mohitkpatelNo ratings yet
- Presentation1 PP Sem 3 Selection of Grinding WheelDocument41 pagesPresentation1 PP Sem 3 Selection of Grinding Wheeltanvi tamhaneNo ratings yet
- Machining by CuttingDocument4 pagesMachining by CuttingSiddhi JainNo ratings yet
- Lecture-6: Fundamental of CuttingDocument38 pagesLecture-6: Fundamental of CuttingMuhammad IrfanNo ratings yet
- Mechanics of GrindingDocument19 pagesMechanics of GrindingKUDZANAYINo ratings yet
- Chrome Replacement On Hydraulic Actuators 18. Huynh Busak and Shamban Hcat Feb 2007Document20 pagesChrome Replacement On Hydraulic Actuators 18. Huynh Busak and Shamban Hcat Feb 2007R2osNo ratings yet
- Tokyo SympDocument13 pagesTokyo Sympkirt wirk skythomasNo ratings yet
- Answer SheetsDocument7 pagesAnswer Sheetsgirma workuNo ratings yet
- MAE 493N 593T Lec12Document21 pagesMAE 493N 593T Lec12kostas.sierros9374No ratings yet
- Abrasive Machining and Finishing: Manufacturing ProcessesDocument73 pagesAbrasive Machining and Finishing: Manufacturing ProcessesJaydip FadaduNo ratings yet
- 3.22 Mechanical Properties of Materials: Mit OpencoursewareDocument8 pages3.22 Mechanical Properties of Materials: Mit OpencoursewareShameekaNo ratings yet
- Defect in DefectDocument6 pagesDefect in DefectShameekaNo ratings yet
- Dream3D For AbaqusDocument34 pagesDream3D For AbaqusShameekaNo ratings yet
- Astm D792Document6 pagesAstm D792Aabraham Samraj Ponmani100% (1)
- Density Measurement of PlasticsDocument3 pagesDensity Measurement of PlasticsShameekaNo ratings yet
- Research Article: Electrochromic Devices Based On Porous Tungsten Oxide Thin FilmsDocument10 pagesResearch Article: Electrochromic Devices Based On Porous Tungsten Oxide Thin FilmsShameekaNo ratings yet
- On The Constitution of Atoms and Molecules'': Quantum Jumps and Epistemological LeapsDocument10 pagesOn The Constitution of Atoms and Molecules'': Quantum Jumps and Epistemological LeapsShameekaNo ratings yet
- United States Patent (191: Disclosed Are Novel High Temperature Coatings WhichDocument8 pagesUnited States Patent (191: Disclosed Are Novel High Temperature Coatings WhichShameekaNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2006/0263209 A1Document11 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2006/0263209 A1ShameekaNo ratings yet
- Lattice Expansion of Carbon-Stabilized Expanded Austenite: Scripta Materialia October 2010Document5 pagesLattice Expansion of Carbon-Stabilized Expanded Austenite: Scripta Materialia October 2010ShameekaNo ratings yet
- United States Patent: Burd Et A) - (45) Date of Patent: Jul. 10, 2012Document10 pagesUnited States Patent: Burd Et A) - (45) Date of Patent: Jul. 10, 2012ShameekaNo ratings yet
- 'I Ini: March 28, l1961 .1. E. Dalgleish 2,976,679Document5 pages'I Ini: March 28, l1961 .1. E. Dalgleish 2,976,679ShameekaNo ratings yet
- Bearing MaterialsDocument1 pageBearing MaterialsShameekaNo ratings yet
- Bi-Metal Journal Bearings - Materials and Construction - High Power MediaDocument7 pagesBi-Metal Journal Bearings - Materials and Construction - High Power MediaShameekaNo ratings yet
- United States Patent: (10) Patent N0.: (45) Date of PatentDocument7 pagesUnited States Patent: (10) Patent N0.: (45) Date of PatentShameekaNo ratings yet
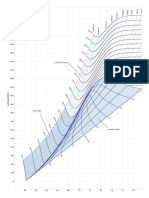
- Mollier Enthalpy Entropy Chart For Steam - US UnitsDocument1 pageMollier Enthalpy Entropy Chart For Steam - US Unitslin tongNo ratings yet
- Introducing Small Basic-1 PDFDocument69 pagesIntroducing Small Basic-1 PDFnilaNo ratings yet
- Gas Welding Equipment PowerpointDocument12 pagesGas Welding Equipment PowerpointChristian RexNo ratings yet
- Measures of Central Tendency: Mean Median ModeDocument20 pagesMeasures of Central Tendency: Mean Median ModeRia BarisoNo ratings yet
- Lab Manual of Hydraulics PDFDocument40 pagesLab Manual of Hydraulics PDFJULIUS CESAR G. CADAONo ratings yet
- Comparative Study of Steel Structure With and Without Floating Columns in EtabsDocument13 pagesComparative Study of Steel Structure With and Without Floating Columns in EtabsBehroz BehzadNo ratings yet
- PB152 - CJ60 GongDocument2 pagesPB152 - CJ60 GongJibjab7No ratings yet
- Multiple Choice Questions (The Answers Are Provided After The Last Question.)Document6 pagesMultiple Choice Questions (The Answers Are Provided After The Last Question.)VijendraNo ratings yet
- CREEP AND FATIGUE FAILURE ANALYSIS OF TURBINE BLADE REPORT-2 (Final)Document28 pagesCREEP AND FATIGUE FAILURE ANALYSIS OF TURBINE BLADE REPORT-2 (Final)akshithaNo ratings yet
- SC431 Lecture No. 4 Economic Comparisons (Continued)Document51 pagesSC431 Lecture No. 4 Economic Comparisons (Continued)Joseph BaruhiyeNo ratings yet
- Executive Incentives and The Horizon Problem An - 1991 - Journal of AccountingDocument39 pagesExecutive Incentives and The Horizon Problem An - 1991 - Journal of AccountingYuhan JiNo ratings yet
- TR 94 13Document25 pagesTR 94 13Christian Norambuena VallejosNo ratings yet
- EXCEL - How To Write Perfect VLOOKUP and INDEX and MATCH FormulasDocument29 pagesEXCEL - How To Write Perfect VLOOKUP and INDEX and MATCH Formulasgerrydimayuga100% (1)
- CH 12 Review Solutions PDFDocument11 pagesCH 12 Review Solutions PDFOyinkansola OsiboduNo ratings yet
- Design of Circular ShaftDocument7 pagesDesign of Circular Shaftจอม อรรฐาเมศร์No ratings yet
- Leonardo Romero SR High School: Republic of The Philippines Region Xii - Soccsksargen Schools Division Office of CotabatoDocument4 pagesLeonardo Romero SR High School: Republic of The Philippines Region Xii - Soccsksargen Schools Division Office of CotabatoDulce M. LupaseNo ratings yet
- Mathematical Analysisand Optimizationfor EconomistsDocument4 pagesMathematical Analysisand Optimizationfor EconomistsGuillermo GómezNo ratings yet
- Circuit Protective Devices: Learner Work BookDocument41 pagesCircuit Protective Devices: Learner Work BookChanel Maglinao80% (5)
- Final ProjectDocument4 pagesFinal ProjectChacho BacoaNo ratings yet
- Leading The Industry In: Solar Microinverter TechnologyDocument2 pagesLeading The Industry In: Solar Microinverter TechnologydukegaloNo ratings yet
- Bent's RuleDocument3 pagesBent's RuleEdwinNo ratings yet
- S406 Specifications For The Supply of Stone PDFDocument6 pagesS406 Specifications For The Supply of Stone PDFMfanelo MbanjwaNo ratings yet
- MathDocument4 pagesMathHermann Dejero LozanoNo ratings yet
- Cable Sizing CalculationDocument72 pagesCable Sizing CalculationHARI my songs100% (1)
- Switching Power Supply DesignDocument21 pagesSwitching Power Supply DesignSamuel mutindaNo ratings yet
- Application Note Usrp and HDSDR Spectrum MonitoringDocument14 pagesApplication Note Usrp and HDSDR Spectrum MonitoringcaraboyNo ratings yet
- LTE Rach ProcedureDocument4 pagesLTE Rach ProcedureDeepak JammyNo ratings yet
- MTH 108Document10 pagesMTH 108GetlozzAwabaNo ratings yet
- Elecon GearboxDocument19 pagesElecon GearboxShirley Farrace100% (3)
- Ra 6938Document2 pagesRa 6938GaryNo ratings yet