You might also like
- Small Weir Cross SectionDocument1 pageSmall Weir Cross SectionAziz ul HakeemNo ratings yet
- Steel Weight and PercentagesDocument1 pageSteel Weight and PercentagesAziz ul HakeemNo ratings yet
- Annexure - IDocument3 pagesAnnexure - IAziz ul HakeemNo ratings yet
- Steel Column Design (EN1993)Document5 pagesSteel Column Design (EN1993)Aziz ul HakeemNo ratings yet
- Gravity Wall Calculator TADocument13 pagesGravity Wall Calculator TAAdibowoWicaksonoNo ratings yet
- 8 Design For Wind ActionDocument4 pages8 Design For Wind ActionAshish JainNo ratings yet
- 1 Study of Thermal Gradient PDFDocument17 pages1 Study of Thermal Gradient PDFAziz ul HakeemNo ratings yet
- Gravity Wall Calculator TADocument13 pagesGravity Wall Calculator TAAdibowoWicaksonoNo ratings yet
- Retaining Wall Analysis & Design (ACI318Document13 pagesRetaining Wall Analysis & Design (ACI318Aziz ul HakeemNo ratings yet
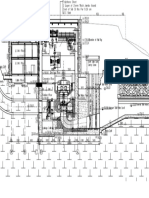
- Powerhouse SectionDocument1 pagePowerhouse SectionAziz ul HakeemNo ratings yet
- Scour CalcsDocument9 pagesScour CalcsAziz ul HakeemNo ratings yet
- Two Year Calendar 2016 2017 Landscape LinearDocument1 pageTwo Year Calendar 2016 2017 Landscape LinearAziz ul HakeemNo ratings yet
- Safety evaluation of slab and buttress damDocument10 pagesSafety evaluation of slab and buttress damAziz ul HakeemNo ratings yet
- Safety evaluation of slab and buttress damDocument10 pagesSafety evaluation of slab and buttress damAziz ul HakeemNo ratings yet
- Foundation Bearing Capacity (SPT BasedDocument8 pagesFoundation Bearing Capacity (SPT BasedAziz ul HakeemNo ratings yet
- Pile Load CapacityDocument2 pagesPile Load CapacityAziz ul HakeemNo ratings yet
- Bridge DrawingsDocument1 pageBridge DrawingsAziz ul HakeemNo ratings yet
- Dangers of Binge Drinkin PDFDocument19 pagesDangers of Binge Drinkin PDFAziz ul HakeemNo ratings yet
- Scour CalcsDocument9 pagesScour CalcsAziz ul HakeemNo ratings yet
- Penstock Painting - As Per Indian StandardsDocument3 pagesPenstock Painting - As Per Indian StandardsAziz ul HakeemNo ratings yet
- Singer Sewing Machine Model White 2220 ManualDocument40 pagesSinger Sewing Machine Model White 2220 ManualAziz ul Hakeem50% (2)
- 4 PTI EDC 130 Prestress LossesDocument27 pages4 PTI EDC 130 Prestress Lossesshinji_naviNo ratings yet
- Pashtun Tribes - Wikipedia, The Free Encyclopedia PDFDocument6 pagesPashtun Tribes - Wikipedia, The Free Encyclopedia PDFAziz ul HakeemNo ratings yet
- Scour CalcsDocument9 pagesScour CalcsAziz ul HakeemNo ratings yet
- Policy for Hydropower Projects in KPDocument11 pagesPolicy for Hydropower Projects in KPAziz ul HakeemNo ratings yet
- Safety evaluation of slab and buttress damDocument10 pagesSafety evaluation of slab and buttress damAziz ul HakeemNo ratings yet
- Space Facts-Downloaded PDFDocument10 pagesSpace Facts-Downloaded PDFAziz ul HakeemNo ratings yet
- Hazard Lec1Document20 pagesHazard Lec1Aziz ul HakeemNo ratings yet
- S TN Fra 001 PDFDocument15 pagesS TN Fra 001 PDFthanzawtun1981No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- LO1 HospitalityDocument41 pagesLO1 HospitalityDinesh NayakNo ratings yet
- 2011-6-15 Service Manual - Expanded - Multi V III 208 - 460v - Heat Pump Unit - mfl54555526 - 20120105122839 PDFDocument43 pages2011-6-15 Service Manual - Expanded - Multi V III 208 - 460v - Heat Pump Unit - mfl54555526 - 20120105122839 PDFRguez BrendaNo ratings yet
- Term Paper OF: Online Automation SystemsDocument20 pagesTerm Paper OF: Online Automation SystemsAditya MalhotraNo ratings yet
- Architectural Thesis 2017-2018 ChecklistDocument7 pagesArchitectural Thesis 2017-2018 ChecklistAr Karthikeyan Tamizh50% (2)
- BMTC Final ProjectDocument117 pagesBMTC Final Projectseema100% (2)
- Siemens Etu45b ManualDocument24 pagesSiemens Etu45b ManualVictor Godoy0% (2)
- Guidlines For Handling and Stacking of Rails Oct 14 CT-35Document14 pagesGuidlines For Handling and Stacking of Rails Oct 14 CT-35abhijitroy333100% (1)
- Pavement Design & Traffic Census WorkshopDocument38 pagesPavement Design & Traffic Census WorkshopJK HallNo ratings yet
- Bishoftu - Design of A Hydraulic LiftDocument63 pagesBishoftu - Design of A Hydraulic LiftAmanuelNo ratings yet
- Airport and Runway Lighting Systems ExplainedDocument4 pagesAirport and Runway Lighting Systems ExplainedSabareesh NairNo ratings yet
- CX302Document11 pagesCX302josua1234554321No ratings yet
- Smartfind G8 AIS Smartfind G8 Smartfind E8: Epirb-Ais User ManualDocument52 pagesSmartfind G8 AIS Smartfind G8 Smartfind E8: Epirb-Ais User ManualKonstantinos KoutsourakisNo ratings yet
- Westland Lysander PDFDocument7 pagesWestland Lysander PDFseafire47No ratings yet
- Royal Electric 4 Wheel Forklift CatalogDocument6 pagesRoyal Electric 4 Wheel Forklift Catalogdiego diazNo ratings yet
- European Green Deal Communication Annex Roadmap - en 1Document4 pagesEuropean Green Deal Communication Annex Roadmap - en 1Nebojsa RedzicNo ratings yet
- Company ProfileDocument35 pagesCompany ProfileAndhika PribadiNo ratings yet
- Claim 3Document10 pagesClaim 3Fadjran NNo ratings yet
- Pantai Ujung NegoroDocument2 pagesPantai Ujung Negoroaddien_com6570No ratings yet
- Walmart PDQ Display Standard Guide 11.29.2016pdf PDFDocument91 pagesWalmart PDQ Display Standard Guide 11.29.2016pdf PDFnair roaNo ratings yet
- Delhi Mumbai Industrial Corridor Development Corporation Limited Room No. 341B, 03rd Floor, Hotel Ashok, Diplomatic Enclave, 50B ChanakyapuriDocument26 pagesDelhi Mumbai Industrial Corridor Development Corporation Limited Room No. 341B, 03rd Floor, Hotel Ashok, Diplomatic Enclave, 50B ChanakyapuridiptilundiaNo ratings yet
- Advanced Spoken: Find Out Negative and Positive CollocationsDocument6 pagesAdvanced Spoken: Find Out Negative and Positive CollocationsAbu Raihan MithuNo ratings yet
- Evo7 GtaDocument9 pagesEvo7 GtaBhirawich PholpokeNo ratings yet
- Network MarketingDocument32 pagesNetwork MarketingAvinash Kumar Singh100% (2)
- Engineering Failures Case StudiesDocument3 pagesEngineering Failures Case Studiesamanpreet_ahujaNo ratings yet
- P0012 - Bomba de Injecciòn MAMDocument4 pagesP0012 - Bomba de Injecciòn MAMMIGUEL PEÑANo ratings yet
- Practice Test 2 PDFDocument58 pagesPractice Test 2 PDFMARIA ZHUNo ratings yet
- Battery WarrantyDocument6 pagesBattery WarrantylalabaiNo ratings yet
- Rafaqat Ali Notes PDFDocument156 pagesRafaqat Ali Notes PDFkalpeshNo ratings yet
- AMEM Cruise Ships On OrderDocument10 pagesAMEM Cruise Ships On OrderDudu LauraNo ratings yet
- Roadworthiness Requirements: Vehicle Standards Information 26Document11 pagesRoadworthiness Requirements: Vehicle Standards Information 26Natasha GlennNo ratings yet