You might also like
- Números PDocument3 pagesNúmeros PALAAN89No ratings yet
- QW-420 Números PDocument2 pagesQW-420 Números PSoniaNo ratings yet
- Resumen Codigo Asme Seccion IxDocument46 pagesResumen Codigo Asme Seccion IxJavier Orna100% (12)
- Tabla de MaterialesDocument55 pagesTabla de MaterialesArmando Joya100% (2)
- Asme Seccion Viii - Uw11 - Uw51 - Uw52.Document6 pagesAsme Seccion Viii - Uw11 - Uw51 - Uw52.Luis Ramirez100% (1)
- Aceros Inoxidables-WpsDocument103 pagesAceros Inoxidables-WpsHoover Ortiz100% (1)
- Numeros P Y FDocument3 pagesNumeros P Y FLion A-j0% (1)
- Análisis de Material de ASTM A105Document14 pagesAnálisis de Material de ASTM A105jairo lopez meza100% (1)
- ASME Sección IX Cap1Document108 pagesASME Sección IX Cap1Edgar Coavas Pérez100% (1)
- ASME IX VariablesDocument13 pagesASME IX Variablesjuan manrique0% (1)
- Tablas Completas Compiladas 100% TORQUEO ECOPETROLDocument8 pagesTablas Completas Compiladas 100% TORQUEO ECOPETROLbladimyrNo ratings yet
- PM Sp-Gpasi-It-0007 Espesor de Retiro y Espesor Req Tubos Calderas de PotenciaDocument8 pagesPM Sp-Gpasi-It-0007 Espesor de Retiro y Espesor Req Tubos Calderas de PotenciaAndres Paredes100% (3)
- WPQ w204 Gtaw SmawDocument1 pageWPQ w204 Gtaw SmawWilmer Rios Diaz100% (1)
- Asme Seccion Viii Uw 51 PDFDocument3 pagesAsme Seccion Viii Uw 51 PDFIgnacio Perez Ramirez100% (1)
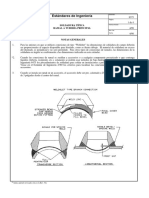
- 8375-W3-Soldadura Tipica Ramal A Tuberia PrincipalDocument4 pages8375-W3-Soldadura Tipica Ramal A Tuberia PrincipalMarvin Guerrero PadillaNo ratings yet
- Clínica de Códigos Asme Sección Ix - Edición 2021Document1 pageClínica de Códigos Asme Sección Ix - Edición 2021Herlin Velasquez AguilarNo ratings yet
- API 2B EspañolDocument7 pagesAPI 2B EspañolYeison Andres Castro Sanchez100% (3)
- AWS B1 11 2000 Espanol PDFDocument8 pagesAWS B1 11 2000 Espanol PDFSantiago Cuichán Velasco50% (2)
- Procedimiento Api 1104 TipobDocument25 pagesProcedimiento Api 1104 TipobBZ Percy86% (7)
- Código Asme, Sección Ix, Parte QW en Español-2015 (Ultima)Document232 pagesCódigo Asme, Sección Ix, Parte QW en Español-2015 (Ultima)Esteban Ramírez100% (2)
- Preguntas AsmeDocument8 pagesPreguntas AsmeHumberto Ernesto Di Ciccio100% (3)
- Criterios Deaceptacion b31.3Document1 pageCriterios Deaceptacion b31.3Richard Harold Morales SozaNo ratings yet
- Criterios de Aceptacion y Rechazo Segun Api 1104Document6 pagesCriterios de Aceptacion y Rechazo Segun Api 1104sandy pico100% (1)
- Precalificacion de WpsDocument6 pagesPrecalificacion de WpsJosé Felipe Correa CastilloNo ratings yet
- Taller Codigo AWS D1.1 - 2010Document6 pagesTaller Codigo AWS D1.1 - 2010Williy126No ratings yet
- Forma de Prueba para PaileroDocument1 pageForma de Prueba para PaileroLordbook100% (2)
- Api 577 EspanolDocument18 pagesApi 577 Espanoljohnrojas933% (3)
- Calificación de Soldadores Según Norma ASME Sección IXDocument6 pagesCalificación de Soldadores Según Norma ASME Sección IXOmar Medina CalleNo ratings yet
- Abertura de La RaízDocument7 pagesAbertura de La RaízHector ChavezNo ratings yet
- Código Asme Sección IX, 2013 - en Español, Parte QWDocument223 pagesCódigo Asme Sección IX, 2013 - en Español, Parte QWNoel Herrera90% (21)
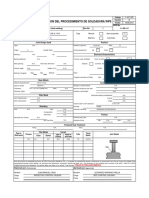
- Especificacion Del Procedimiento de Soldadura WPS: Código Versión 6 Fecha Wps NoDocument3 pagesEspecificacion Del Procedimiento de Soldadura WPS: Código Versión 6 Fecha Wps NoFREDY ARMANDO SANCHEZNo ratings yet
- Línea de Tuberías API 5lDocument4 pagesLínea de Tuberías API 5lYunier ChuraNo ratings yet
- Api 1104 (60-75)Document23 pagesApi 1104 (60-75)sureshdarwinNo ratings yet
- Asme - Macroataque - TraduccionDocument2 pagesAsme - Macroataque - TraduccionErikaNo ratings yet
- Criterio de Aceptación API 650Document1 pageCriterio de Aceptación API 650Adrian Velazco100% (2)
- Tratamiento Térmico de Soldadura en Tubería de Proceso, Asme b31.3Document10 pagesTratamiento Térmico de Soldadura en Tubería de Proceso, Asme b31.3Jose Juan GasparNo ratings yet
- Examen AsmeDocument12 pagesExamen AsmeAndrea FPresaNo ratings yet
- Api 1104 AnexosDocument10 pagesApi 1104 AnexosMartha Huaman Gutierrez100% (2)
- ASME Sección VIII-edic. 2021 Parte 8.1Document16 pagesASME Sección VIII-edic. 2021 Parte 8.1Andres MelianNo ratings yet
- API 2H EspañolDocument10 pagesAPI 2H EspañolYeison Andres Castro SanchezNo ratings yet
- Tabla Precalentamiento AcerosDocument1 pageTabla Precalentamiento AcerosTechMec67% (6)
- API 650 Capitulo 8Document8 pagesAPI 650 Capitulo 8Juan Alvarez Estay100% (1)
- WPS P&C Smaw 2F 1045-588Document4 pagesWPS P&C Smaw 2F 1045-588Anonymous vU7CuPNo ratings yet
- Criterios Aceptacion Asme B31,3Document6 pagesCriterios Aceptacion Asme B31,3Mauricio ObrequeNo ratings yet
- Asme Ix-Wps-1Document3 pagesAsme Ix-Wps-1Jhordann EspinozaNo ratings yet
- Soldadura-SAE-1045 Esab PDFDocument15 pagesSoldadura-SAE-1045 Esab PDFCarlos Hdz100% (1)
- WPS Api 1104Document1 pageWPS Api 1104Abel Valderrama Perez100% (2)
- Muestra Wps - P 71 Gs (15e-15e) Gtaw Smaw Sa 335 p91 13 May 2016Document2 pagesMuestra Wps - P 71 Gs (15e-15e) Gtaw Smaw Sa 335 p91 13 May 2016Aries MarteNo ratings yet
- Reporte de Relevado de EsfuerzosDocument1 pageReporte de Relevado de EsfuerzosClaudio Israel Godinez SomeraNo ratings yet
- Inspeccion Visual - Criterios de Aceptacion ASME B31.3 2014Document3 pagesInspeccion Visual - Criterios de Aceptacion ASME B31.3 2014kuchuro100% (7)
- Inspeccion Visual A Tuberias de Proceso (Febrero 2006)Document44 pagesInspeccion Visual A Tuberias de Proceso (Febrero 2006)Iamr Black100% (3)
- ASME IX Spanish Parte 18Document10 pagesASME IX Spanish Parte 18Anthony PozoNo ratings yet
- SGC-D-002 SoldaduraDocument8 pagesSGC-D-002 SoldadurajaquelinecotrinatuctoNo ratings yet
- Evaluacion de Admision Ingeniero QaDocument27 pagesEvaluacion de Admision Ingeniero QaJuan Pablo Perdomo OrtizNo ratings yet
- ConceptosDocument14 pagesConceptosweldingalvaroNo ratings yet
- Casos de Estudio Procedimientos de soldaduracursoAPI570Document51 pagesCasos de Estudio Procedimientos de soldaduracursoAPI570Juan Carlos RamirezNo ratings yet
- Descripcion de Las NormasDocument8 pagesDescripcion de Las NormasAlex Dela CruzNo ratings yet
- ASME Secc IX P Number Explicación RapidaDocument2 pagesASME Secc IX P Number Explicación RapidaDiego Ulloa100% (1)
- Cualificación de Procesos de Soldeo, Soldadores yDocument40 pagesCualificación de Procesos de Soldeo, Soldadores yLeti Peña RivasNo ratings yet
- Soldadura MAG de estructuras de acero al carbono. FMEC0210From EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210No ratings yet
- Guía de Apoyo - para - Desarrollo - de - Informe - Tecnico - Investigativo de Validacion Practica ProfDocument16 pagesGuía de Apoyo - para - Desarrollo - de - Informe - Tecnico - Investigativo de Validacion Practica ProfKeissy San MartínNo ratings yet
- MevacunoDocument1 pageMevacunoKeissy San MartínNo ratings yet
- Documentos SgiDocument4 pagesDocumentos SgiKeissy San MartínNo ratings yet
- Carta IACCDocument4 pagesCarta IACCKeissy San MartínNo ratings yet
- Lista de Gastos Tipicos de AlimentoDocument1 pageLista de Gastos Tipicos de AlimentoKeissy San MartínNo ratings yet
- Memoria Transelec ESP 2022Document181 pagesMemoria Transelec ESP 2022Keissy San MartínNo ratings yet
- ANAIS MELILLAN Trabajo CorregidoDocument8 pagesANAIS MELILLAN Trabajo CorregidoKeissy San MartínNo ratings yet
- ZendayaDocument7 pagesZendayaKeissy San MartínNo ratings yet
- Pedido Kissy VelosoDocument8 pagesPedido Kissy VelosoKeissy San MartínNo ratings yet
- Propuesta de NegocioDocument5 pagesPropuesta de NegocioKeissy San MartínNo ratings yet
- Curriculum CamiDocument2 pagesCurriculum CamiKeissy San MartínNo ratings yet
- Carta de Recomendación Super Intendente de Prevención.Document1 pageCarta de Recomendación Super Intendente de Prevención.Keissy San MartínNo ratings yet
- Carta Entrega Reglamento SeremiDocument1 pageCarta Entrega Reglamento SeremiKeissy San MartínNo ratings yet
- 1Document7 pages1Keissy San MartínNo ratings yet
- Cotizciones Abril 2019Document1 pageCotizciones Abril 2019Keissy San MartínNo ratings yet
- Remu Ne Raci OnesDocument1 pageRemu Ne Raci OnesKeissy San MartínNo ratings yet
- 1.-Planta BajaDocument1 page1.-Planta BajaWilliam Jimenez ValenteNo ratings yet
- Practica 5 Diseño de MaquinasDocument18 pagesPractica 5 Diseño de MaquinasJosue Fernando Galindo MedinaNo ratings yet
- Extruidos Puntos CriticosDocument19 pagesExtruidos Puntos CriticosLisbeth Diana Hinojosa CayoNo ratings yet
- Ajuste - de - Pernos-Laboratorio EDITABLEDocument5 pagesAjuste - de - Pernos-Laboratorio EDITABLEJair Anthony MuchicaNo ratings yet
- Catalogo Isothermal V3 2016-08-Correo PDFDocument37 pagesCatalogo Isothermal V3 2016-08-Correo PDFCJODNo ratings yet
- Arte Final2014nocheDocument187 pagesArte Final2014nocheMario QuirozNo ratings yet
- CV Saavedra y AsociadosASDocument13 pagesCV Saavedra y AsociadosASAna Maria Morales GalvezNo ratings yet
- Manual Refrigeracion Lubricacion Motor c175 Caterpillar Finning PDFDocument26 pagesManual Refrigeracion Lubricacion Motor c175 Caterpillar Finning PDFManuel Pompa FloresNo ratings yet
- Bebb31 E2018052315fe2ff2gestindelmantenimientodelosequiposproductivos PDFDocument47 pagesBebb31 E2018052315fe2ff2gestindelmantenimientodelosequiposproductivos PDFJavier Olivares100% (1)
- Motor BR 500Document51 pagesMotor BR 500Ruben Antonio Huaranca Cruz100% (3)
- Logística y Cadena de SuministrosDocument12 pagesLogística y Cadena de SuministrosVIGAOLINo ratings yet
- 3 - Proceso de TransporteDocument9 pages3 - Proceso de TransporteLuis Ramon Sanchez PaterninaNo ratings yet
- Glade Auto Sport FU Gratis 1 RefillDocument2 pagesGlade Auto Sport FU Gratis 1 RefillRoberto Osorio100% (1)
- Hoja de Planificación 04 - Mtto Sistema de TransmisiónDocument4 pagesHoja de Planificación 04 - Mtto Sistema de TransmisiónSebastián Valderrama GuzmánNo ratings yet
- Actividad 5 - Gerencia 308Q1 - Giselle Carmona, Mariana Cignarella, Luisana TangDocument5 pagesActividad 5 - Gerencia 308Q1 - Giselle Carmona, Mariana Cignarella, Luisana TangLUISANA TANGNo ratings yet
- B LIBRO Tecnicas de Mantenimiento IndustrialDocument246 pagesB LIBRO Tecnicas de Mantenimiento IndustrialJesus RicherNo ratings yet
- Introduccion A La UfologiaDocument3 pagesIntroduccion A La Ufologiajramir5No ratings yet
- Programa FITE 14 02 14 OK1Document76 pagesPrograma FITE 14 02 14 OK1Díaz ManuelNo ratings yet
- Teoria Control InternoDocument23 pagesTeoria Control InternoVELMOR14No ratings yet
- ProcedimientoDocument2 pagesProcedimientoAngel SilverioNo ratings yet
- Informe Epinsa 2018Document36 pagesInforme Epinsa 2018miguel100% (2)
- Informe FinalDocument38 pagesInforme Finaldiana GutierrezNo ratings yet
- 1evaluación Ergonómica en Empresa Metal Mecánica Uni 2011Document964 pages1evaluación Ergonómica en Empresa Metal Mecánica Uni 2011Kevin Andre FuentesNo ratings yet
- Guia Extincion IncendiosDocument10 pagesGuia Extincion IncendiosJosé Felix BalbásNo ratings yet
- Exposicion Mayores Gastos GeneralesDocument14 pagesExposicion Mayores Gastos GeneralesMiguel Garcia SanchezNo ratings yet
- TDR-talabaya CORREGIDO CementerioDocument36 pagesTDR-talabaya CORREGIDO CementerioLuis Fernandez100% (1)
- Ingenieria de TransporteDocument4 pagesIngenieria de TransporteAngel Julisses Valderrama ReyesNo ratings yet
- PROBLEMASDocument18 pagesPROBLEMASBrian Nuñez AntequeraNo ratings yet
- 11 - Factores Críticos de Éxito en Los Proyectos de SoftwareDocument12 pages11 - Factores Críticos de Éxito en Los Proyectos de SoftwareGabriel Silva EspinozaNo ratings yet