You might also like
- Astm A321Document2 pagesAstm A321clevercog0% (1)
- 09 5100 BSD-Suspended Acoustical CeilingsDocument4 pages09 5100 BSD-Suspended Acoustical CeilingsSivaram KottaliNo ratings yet
- ASTM E119 - 2000 Standard Test Methods For Fire Tests of Buildings Construction and MaterialsDocument22 pagesASTM E119 - 2000 Standard Test Methods For Fire Tests of Buildings Construction and MaterialsSivaram KottaliNo ratings yet
- A7032 Seawater Corrosion PDFDocument12 pagesA7032 Seawater Corrosion PDFSivaram KottaliNo ratings yet
- Fewer Sand Inclusion Defects by CAEDocument7 pagesFewer Sand Inclusion Defects by CAESivaram KottaliNo ratings yet
- BS 7543 Guide to Durability of Buildings and ComponentsDocument1 pageBS 7543 Guide to Durability of Buildings and ComponentsSivaram KottaliNo ratings yet
- 1 12 1Document7 pages1 12 1Chandrasekhar SonarNo ratings yet
- 4/6 Laning of Karur-Madurai Section of NH-7 Technical SpecificationsDocument124 pages4/6 Laning of Karur-Madurai Section of NH-7 Technical SpecificationsSivaram KottaliNo ratings yet
- BS - 4232 Surface Finish of Blast Cleaned Steel For PaintingDocument15 pagesBS - 4232 Surface Finish of Blast Cleaned Steel For PaintingSivaram KottaliNo ratings yet
- V2a - Rainscreen MCA PaperDocument12 pagesV2a - Rainscreen MCA PaperSivaram KottaliNo ratings yet
- SN DiagramDocument7 pagesSN DiagramManas Kotru100% (1)
- RT CAstingsDocument8 pagesRT CAstingsSivaram KottaliNo ratings yet
- 09 5100 BSD-Suspended Acoustical CeilingsDocument4 pages09 5100 BSD-Suspended Acoustical CeilingsSivaram KottaliNo ratings yet
- Irc 78 205 PDFDocument1 pageIrc 78 205 PDFsachinoakNo ratings yet
- 3A Alucobond PLUS SpecsDocument8 pages3A Alucobond PLUS SpecsyassdayshoumNo ratings yet
- IS-3757 HT BoltDocument6 pagesIS-3757 HT BoltRam Balak RoyNo ratings yet
- Fatigue of WeldingDocument310 pagesFatigue of Welding1420637100% (2)
- Is 7272 (Part I) - 1974 - Labour Output Constants For Building WorkDocument16 pagesIs 7272 (Part I) - 1974 - Labour Output Constants For Building WorkSivaram KottaliNo ratings yet
- Elastomeric Sealing Compound Specification for BuildingsDocument33 pagesElastomeric Sealing Compound Specification for BuildingsSivaram KottaliNo ratings yet
- BAM F08b Guideline For Structural Health MonitoringDocument63 pagesBAM F08b Guideline For Structural Health MonitoringSivaram KottaliNo ratings yet
- SHM 2015 12 02Document137 pagesSHM 2015 12 02Sivaram KottaliNo ratings yet
- Eddy Currents Versus Magnetic ParticlesDocument8 pagesEddy Currents Versus Magnetic ParticlesSivaram KottaliNo ratings yet
- (ANSI - AWS A5.31-92R) AWS A5 Committee On Filler Metal-SpecificationDocument18 pages(ANSI - AWS A5.31-92R) AWS A5 Committee On Filler Metal-SpecificationSivaram KottaliNo ratings yet
- Structural Steel ChecklistDocument4 pagesStructural Steel ChecklistSivaram KottaliNo ratings yet
- US Navy Foundry Manual 1958Document264 pagesUS Navy Foundry Manual 1958Pop Adrian100% (8)
- (ANX-1) Inspection Test Plan (ITP) ListDocument10 pages(ANX-1) Inspection Test Plan (ITP) Listwaragainstlove50% (4)
- T E F A: HE Uropean Oundry SsociationDocument0 pagesT E F A: HE Uropean Oundry SsociationpkjenaleoNo ratings yet
- Appendix C - Welding Specification For Fabrication of Piping SystemsDocument33 pagesAppendix C - Welding Specification For Fabrication of Piping Systemsibnu.asad9840% (1)
- Preparing Galvanized Surfaces For PaintingDocument7 pagesPreparing Galvanized Surfaces For PaintingSivaram KottaliNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Materials and Processes For Agricultural and Biosystems EngineeringDocument10 pagesMaterials and Processes For Agricultural and Biosystems EngineeringMelanie D. Aquino BaguioNo ratings yet
- Ac CatDocument103 pagesAc CaturipssgmailNo ratings yet
- Cable Glands Catalogue WebDocument48 pagesCable Glands Catalogue WebTiyyagura RoofusreddyNo ratings yet
- CopperDocument18 pagesCopperaimanhazimNo ratings yet
- BT JOE Quiz 3 MetalDocument2 pagesBT JOE Quiz 3 MetalJess AndanNo ratings yet
- Analysis of AlloysDocument14 pagesAnalysis of AlloysRupendra Talekar60% (10)
- RBI Damage Mechanism Potentials Rev-01 - 6-15-2016Document27 pagesRBI Damage Mechanism Potentials Rev-01 - 6-15-2016TommyNo ratings yet
- B&M Series 1000 SwitchesDocument12 pagesB&M Series 1000 SwitchesscribdkhatnNo ratings yet
- IQDocument9 pagesIQPrabhu KalpakkamNo ratings yet
- Metal List With Glossary of Common Scrap MetalsDocument31 pagesMetal List With Glossary of Common Scrap MetalsthegooglemoogleNo ratings yet
- Disclosure To Promote The Right To InformationDocument18 pagesDisclosure To Promote The Right To InformationNanu PatelNo ratings yet
- ASTM B846 19a Standard Terminology For Copper and Copper AlloysDocument18 pagesASTM B846 19a Standard Terminology For Copper and Copper AlloysRasim Göker Işık100% (1)
- 00 - A - Buku History Stainless SteelDocument374 pages00 - A - Buku History Stainless SteelM Agung DasaharjaNo ratings yet
- LME Zinc FactsheetDocument6 pagesLME Zinc FactsheetOscar Zuñiga SolariNo ratings yet
- Cosasco Two-Inch System: CORROSION COUPONS (Alloy Specimens) & Coupon Holder AssembliesDocument17 pagesCosasco Two-Inch System: CORROSION COUPONS (Alloy Specimens) & Coupon Holder AssembliesArifinNo ratings yet
- Corrosion Control Class For As, BS, AW, & BWDocument79 pagesCorrosion Control Class For As, BS, AW, & BWTuanNo ratings yet
- A 1Document7 pagesA 1Lia AmmuNo ratings yet
- Is 319 2007 PDFDocument14 pagesIs 319 2007 PDFsingaravelan narayanasamyNo ratings yet
- Copper and Copper Alloy Tube, Pipe and Fittings GuideDocument12 pagesCopper and Copper Alloy Tube, Pipe and Fittings GuideSSSoomroNo ratings yet
- DBK Circular PDFDocument10 pagesDBK Circular PDFsrinivaskirankumarNo ratings yet
- Catalog Profilitec2010Document202 pagesCatalog Profilitec2010nasuemilNo ratings yet
- Tap CatalogueDocument42 pagesTap CatalogueAnonymous D5QForitcNo ratings yet
- Specific Heat Capacity of A Metal LabDocument6 pagesSpecific Heat Capacity of A Metal Labrosedominic1230% (1)
- Copper and Copper AlloysDocument3 pagesCopper and Copper Alloyskevin herryNo ratings yet
- Study of Constituents of AlloysDocument17 pagesStudy of Constituents of AlloysPrakash Giri100% (2)
- 77F-100 Series: Submittal Sheet Full Port Threaded End Brass Ball ValveDocument1 page77F-100 Series: Submittal Sheet Full Port Threaded End Brass Ball ValveAna Karen LandaNo ratings yet
- Gold Jewlery Design & ManufacturingDocument85 pagesGold Jewlery Design & Manufacturingoffice osbdsNo ratings yet
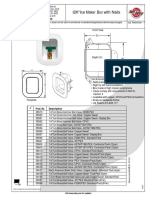
- I2K Ice Maker Box With Nails: Submittal SpecificationDocument2 pagesI2K Ice Maker Box With Nails: Submittal SpecificationPatricio FerradaNo ratings yet
- Constituents of An AlloyDocument19 pagesConstituents of An Alloysscoolboydeva1100% (1)
- 07072014112340marketsurvey Copper PDFDocument210 pages07072014112340marketsurvey Copper PDFadarsh bhagatNo ratings yet