You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Civil Breadth Mor Question 1 Sample PDFDocument7 pagesCivil Breadth Mor Question 1 Sample PDFSharifNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Method Statement For Installation & Termination of LV Cables & WiresDocument4 pagesMethod Statement For Installation & Termination of LV Cables & WiresDong Vanra100% (2)
- Design and Analysis of Underground Circular & Rectangular Water Tank and Intze Water TankDocument5 pagesDesign and Analysis of Underground Circular & Rectangular Water Tank and Intze Water TankGRD JournalsNo ratings yet
- GRDJEV06I060005Document7 pagesGRDJEV06I060005GRD JournalsNo ratings yet
- Image Based Virtual Try On NetworkDocument4 pagesImage Based Virtual Try On NetworkGRD JournalsNo ratings yet
- Chronic Kidney Disease Stage Prediction in HIV Infected Patient Using Deep LearningDocument8 pagesChronic Kidney Disease Stage Prediction in HIV Infected Patient Using Deep LearningGRD JournalsNo ratings yet
- Optimization of Xanthan Gum Fermentation Utilizing Food WasteDocument11 pagesOptimization of Xanthan Gum Fermentation Utilizing Food WasteGRD JournalsNo ratings yet
- Automatic Face Recognition Attendance System Using Python and OpenCvDocument7 pagesAutomatic Face Recognition Attendance System Using Python and OpenCvGRD Journals100% (1)
- Evaluate The Performance of MongoDB NoSQL Database Using PythonDocument5 pagesEvaluate The Performance of MongoDB NoSQL Database Using PythonGRD JournalsNo ratings yet
- Design and Simulation of LNA Using Advanced Design Systems (ADS)Document6 pagesDesign and Simulation of LNA Using Advanced Design Systems (ADS)GRD JournalsNo ratings yet
- Grdjev06i010003 PDFDocument4 pagesGrdjev06i010003 PDFGRD JournalsNo ratings yet
- Simulation and Prediction of LULC Change Detection Using Markov Chain and Geo-Spatial Analysis, A Case Study in Ningxia North ChinaDocument13 pagesSimulation and Prediction of LULC Change Detection Using Markov Chain and Geo-Spatial Analysis, A Case Study in Ningxia North ChinaGRD JournalsNo ratings yet
- Strength of Materials Lab (MME 2271) : Manipal Institute of Technology ManipalDocument102 pagesStrength of Materials Lab (MME 2271) : Manipal Institute of Technology ManipalOm RanjalkarNo ratings yet
- Bat-Dwg-Dd-Me-00-Eg-6101 - R0 - Grounding, Earthing and Lightning Protection System Shematic DiagramDocument1 pageBat-Dwg-Dd-Me-00-Eg-6101 - R0 - Grounding, Earthing and Lightning Protection System Shematic DiagramCosphiiiNo ratings yet
- AISI Newly Developed Standard AISI S310-13 North American StandardDocument17 pagesAISI Newly Developed Standard AISI S310-13 North American StandardCarlo DizonNo ratings yet
- R05422105 Hypersonic AerodynamicsDocument4 pagesR05422105 Hypersonic AerodynamicsPratap VeerNo ratings yet
- Moisture BarriersDocument31 pagesMoisture BarriersraviciviltNo ratings yet
- Process Specification For The Heat Treatment of Aluminum Alloys PDFDocument8 pagesProcess Specification For The Heat Treatment of Aluminum Alloys PDFashokksamy100% (1)
- Manual DometicDocument52 pagesManual DometicCesar Alejandro Isaza RoldanNo ratings yet
- CPVC BrochureDocument8 pagesCPVC BrochureMina MagdyNo ratings yet
- 14.gi Conduit BecDocument4 pages14.gi Conduit BeckailasamvvNo ratings yet
- Nishantha Palliyaguru ThesisDocument140 pagesNishantha Palliyaguru ThesisTrần Văn QuốcNo ratings yet
- Erv-Gs 65.16 SSDocument2 pagesErv-Gs 65.16 SSJim DuhamelNo ratings yet
- Collection and Distribution of Water: by Gebrewahid AdhanaDocument75 pagesCollection and Distribution of Water: by Gebrewahid AdhanaGebrewahid Adhana100% (3)
- Steel Report1Document5 pagesSteel Report1ျမတ္ သူ ေအာင္No ratings yet
- Steel Structure DesignDocument14 pagesSteel Structure DesignNiraj ShindeNo ratings yet
- Gas Stoves111Document21 pagesGas Stoves111shashikant_mishra957No ratings yet
- 2565-2 Sec004 23 สารัช HW01Document3 pages2565-2 Sec004 23 สารัช HW01Sarat BOOMBAMROENo ratings yet
- Structure & ArchitectureDocument6 pagesStructure & ArchitectureyohapriyavenkatesanNo ratings yet
- A Study On Positive Separating Bulbous BowDocument9 pagesA Study On Positive Separating Bulbous BowamNo ratings yet
- Megin M 44WDocument2 pagesMegin M 44WRadoi RaduNo ratings yet
- ACI 211.2-98 R04 Standard Practice For Selecting Proportions For Structural Lightweight Concrete - MyCivil - IrDocument20 pagesACI 211.2-98 R04 Standard Practice For Selecting Proportions For Structural Lightweight Concrete - MyCivil - IrEwerton MazoniNo ratings yet
- Design of Anchor For Curb Inlet FilterDocument2 pagesDesign of Anchor For Curb Inlet FilterAaron PaulNo ratings yet
- Copyright 2004 Martian AuctionsDocument9 pagesCopyright 2004 Martian Auctionshumayunkk2002No ratings yet
- Civil Engineering MCQ'S: Ans. (D) Ans. (D)Document4 pagesCivil Engineering MCQ'S: Ans. (D) Ans. (D)NISHIKANTA MONDALNo ratings yet
- UNIT 3 CT by DPPDocument39 pagesUNIT 3 CT by DPPAyush JainNo ratings yet
- Materials and Design: Wei Zhu, Chunze Yan, Yunsong Shi, Shifeng Wen, Jie Liu, Yusheng ShiDocument9 pagesMaterials and Design: Wei Zhu, Chunze Yan, Yunsong Shi, Shifeng Wen, Jie Liu, Yusheng ShiOumaima BenNo ratings yet
- KS-200 Kiosk Substation Fire Protection Guide Non Fire Rated EnclosureDocument1 pageKS-200 Kiosk Substation Fire Protection Guide Non Fire Rated EnclosureRickNo ratings yet
- Simulation of Water HammerDocument12 pagesSimulation of Water HammerMohamed Mostafa100% (1)
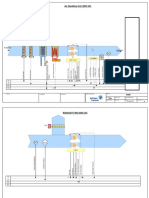
- Air Handling Unit (DDC 02)Document8 pagesAir Handling Unit (DDC 02)Anonymous qOBFvINo ratings yet