You might also like
- Steps To Private Placement Programs (PPP) DeskDocument7 pagesSteps To Private Placement Programs (PPP) DeskPattasan U100% (1)
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerFrom EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerRating: 5 out of 5 stars5/5 (1)
- Astm D2412-11Document7 pagesAstm D2412-11Leudy Utria100% (1)
- Standard - en 12176-1 (PE)Document7 pagesStandard - en 12176-1 (PE)ured cizmin40% (5)
- High-Density Polyethylene (PE) Line Pipe: Standard Specification ForDocument13 pagesHigh-Density Polyethylene (PE) Line Pipe: Standard Specification ForAhmad Zubair RasulyNo ratings yet
- D2321-14e1 Standard Practice For Underground Installation of Thermoplastic Pipe For Sewers and Other Gravity-Flow ApplicationsDocument12 pagesD2321-14e1 Standard Practice For Underground Installation of Thermoplastic Pipe For Sewers and Other Gravity-Flow Applicationsastewayb_964354182No ratings yet
- F2164Document5 pagesF2164Hernando Andrés Ramírez Gil100% (1)
- BS en 681-1-1996Document24 pagesBS en 681-1-1996Ravi Verma100% (1)
- Astm D3035 - 06Document7 pagesAstm D3035 - 06Raul Humberto Mora VillamizarNo ratings yet
- Astm D3212.380331 1Document3 pagesAstm D3212.380331 1anish_am2005No ratings yet
- ASTM D1785, D2665, D2241, F441 PVC and CPVC Pipe SpecsDocument6 pagesASTM D1785, D2665, D2241, F441 PVC and CPVC Pipe SpecsFalak KhanNo ratings yet
- FRP Above Ground Installation ManualDocument32 pagesFRP Above Ground Installation ManualCarlos GutierrezNo ratings yet
- Astm D 3035 PDFDocument7 pagesAstm D 3035 PDFSushil GambhirNo ratings yet
- Guidance for Field Hydrostatic Testing of HDPE PipelinesDocument17 pagesGuidance for Field Hydrostatic Testing of HDPE PipelinesZohair AftabNo ratings yet
- Final Year Project - Developing A Plastic Bottle Solar CollectorDocument78 pagesFinal Year Project - Developing A Plastic Bottle Solar CollectorLegendaryN0% (1)
- Astm D1599 PDFDocument3 pagesAstm D1599 PDFChemical Engineer100% (3)
- DVS Technical Codes and Welding StandardsDocument11 pagesDVS Technical Codes and Welding StandardsThuong Vu ThanhNo ratings yet
- Astm F1498Document13 pagesAstm F1498Hernando Andrés Ramírez GilNo ratings yet
- Astm D4218 PDFDocument3 pagesAstm D4218 PDFthlpapNo ratings yet
- ASTM D3035 Standard Specification For Polyethylene Plastics Pipe and Fittings Materials PDFDocument8 pagesASTM D3035 Standard Specification For Polyethylene Plastics Pipe and Fittings Materials PDFYaqoob AliNo ratings yet
- Astm F905Document3 pagesAstm F905JorgeNo ratings yet
- F1668Document15 pagesF1668leonciomavarez100% (1)
- Astm F714 PDFDocument10 pagesAstm F714 PDFIván López PavezNo ratings yet
- Astm F894Document9 pagesAstm F894Hernando Andrés Ramírez Gil100% (1)
- Astm D3034-00 PDFDocument10 pagesAstm D3034-00 PDFericpardo59100% (4)
- Astm F714Document10 pagesAstm F714CarlosChaconNo ratings yet
- D2513 04Document25 pagesD2513 04calidad1340100% (1)
- Astm-F 2164Document5 pagesAstm-F 2164damithNo ratings yet
- Astm F441-02 PDFDocument7 pagesAstm F441-02 PDFedelvallemp93100% (2)
- Astm F-1962 PDFDocument18 pagesAstm F-1962 PDFKenNo ratings yet
- Astm D 2846-D 2846M (CPVC)Document11 pagesAstm D 2846-D 2846M (CPVC)arifin rizal100% (2)
- Time-to-Failure of Plastic Pipe Under Constant Internal PressureDocument4 pagesTime-to-Failure of Plastic Pipe Under Constant Internal PressurehashemNo ratings yet
- Astm D-3350Document8 pagesAstm D-3350Anonymous tIwg2AyNo ratings yet
- BS EN 744 1996.cracked PDFDocument16 pagesBS EN 744 1996.cracked PDFHassanSoboh100% (1)
- F405-13 Standard Specification For Corrugated Polyethylene (PE) Pipe and FittingsDocument5 pagesF405-13 Standard Specification For Corrugated Polyethylene (PE) Pipe and Fittingssharon blushtein100% (1)
- Astm f2164 PDFDocument5 pagesAstm f2164 PDFLuis J Villa Roel Bullon100% (1)
- Astm D2837 (2001)Document14 pagesAstm D2837 (2001)Muzammil Khalil100% (3)
- F449-02 (2014) Standard Practice For SubsurfaceDocument7 pagesF449-02 (2014) Standard Practice For Subsurfacesharon blushteinNo ratings yet
- Guided Side Bend Evaluation of Polyethylene Pipe Butt Fusion JointDocument11 pagesGuided Side Bend Evaluation of Polyethylene Pipe Butt Fusion JointdnavarroNo ratings yet
- Standard Specification For High-Density Polyethylene (PE) Line PipeDocument13 pagesStandard Specification For High-Density Polyethylene (PE) Line PipeShiblee Khalid Ahmod0% (1)
- Polyethylene (PE) Plastic Pipe (DR-PR) Based On Outside DiameterDocument12 pagesPolyethylene (PE) Plastic Pipe (DR-PR) Based On Outside DiameterBayron Parra100% (2)
- Astm F 477 - 02 PDFDocument4 pagesAstm F 477 - 02 PDFRaul Humberto Mora Villamizar100% (8)
- BS en 12201 3 PDFDocument32 pagesBS en 12201 3 PDFssdprojects Rex75% (4)
- ASTM Volume 08.04, January 2018 Plastic Piping SystemsDocument7 pagesASTM Volume 08.04, January 2018 Plastic Piping SystemsJ.CarrascoNo ratings yet
- Adobe Photoshop 9 Cs2 Serial + Activation Number & Autorization Code ADocument1 pageAdobe Photoshop 9 Cs2 Serial + Activation Number & Autorization Code ARd Fgt36% (22)
- Underground Installation of "Fiberglass" (Glass-Fiber Reinforced Thermosetting-Resin) PipeDocument12 pagesUnderground Installation of "Fiberglass" (Glass-Fiber Reinforced Thermosetting-Resin) Piperenzo100% (1)
- ASTM D-2513 - 04 Thermoplastic Gas Pressure Pipe, Tubing, and Fittings PDFDocument25 pagesASTM D-2513 - 04 Thermoplastic Gas Pressure Pipe, Tubing, and Fittings PDFDedi Kartiwa100% (2)
- Astm F714Document10 pagesAstm F714santiago barrionuevoNo ratings yet
- Astm d2321Document10 pagesAstm d2321ALARCONISTANo ratings yet
- Astm F2620-11Document21 pagesAstm F2620-11Gianfranco Niquín100% (3)
- Astm F2620-13Document25 pagesAstm F2620-13Najib100% (3)
- F1412 16Document7 pagesF1412 16masoud132No ratings yet
- Astm F2306Document7 pagesAstm F2306Ingeniero Civil100% (1)
- Iso11922 1 1997Document17 pagesIso11922 1 1997Ayman S. Ashour0% (1)
- Astm F 442-99Document7 pagesAstm F 442-99JORGE ARTURO TORIBIO HUERTA100% (2)
- Astm F1743Document8 pagesAstm F1743Hernando Andrés Ramírez GilNo ratings yet
- ASTM 1598 - Standard Test Method For Time-to-Failure of Plastic Pipe Under Constant Internal PressureDocument0 pagesASTM 1598 - Standard Test Method For Time-to-Failure of Plastic Pipe Under Constant Internal PressureferidizacijaNo ratings yet
- ASTM F 2164 - 02 (Reapproved 2007)Document5 pagesASTM F 2164 - 02 (Reapproved 2007)Carlos MontBlackNo ratings yet
- Astm2241 09 PDFDocument9 pagesAstm2241 09 PDFPaola MenaNo ratings yet
- Astm D 3035 - 14Document8 pagesAstm D 3035 - 14alejandro_marín_15No ratings yet
- TR 33 Generic Butt Fusion Joining Gas PipeDocument40 pagesTR 33 Generic Butt Fusion Joining Gas PipeRamonezeNo ratings yet
- Astm D2104 (2001)Document7 pagesAstm D2104 (2001)Sinchan Roy ChowdhuryNo ratings yet
- Astm D2239-12-Tubo Plástico Pe (Sidr-Pr)Document7 pagesAstm D2239-12-Tubo Plástico Pe (Sidr-Pr)Marlon TurnerNo ratings yet
- Norma Astm F949-15Document12 pagesNorma Astm F949-15Jluis IpnNo ratings yet
- Software TavDocument1 pageSoftware TavIngeniero CivilNo ratings yet
- Diseño de Escalera Empotrada A Placa de ConcretoDocument2 pagesDiseño de Escalera Empotrada A Placa de ConcretoIngeniero Civil0% (3)
- Logo GilmesDocument1 pageLogo GilmesIngeniero CivilNo ratings yet
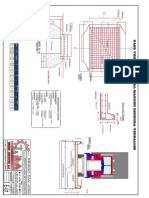
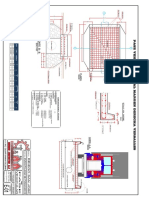
- Pases Vehicular PDFDocument1 pagePases Vehicular PDFIngeniero CivilNo ratings yet
- Pases VehicularDocument1 pagePases VehicularIngeniero CivilNo ratings yet
- Astm A105-A105mDocument5 pagesAstm A105-A105mAries MarteNo ratings yet
- Distribution Requirements PlanningDocument8 pagesDistribution Requirements PlanningnishantchopraNo ratings yet
- Getting Started With DAX Formulas in Power BI, Power Pivot, and SSASDocument19 pagesGetting Started With DAX Formulas in Power BI, Power Pivot, and SSASJohn WickNo ratings yet
- Naoh Storage Tank Design Description:: Calculations For Tank VolumeDocument6 pagesNaoh Storage Tank Design Description:: Calculations For Tank VolumeMaria Eloisa Angelie ArellanoNo ratings yet
- Brochure of H1 Series Compact InverterDocument10 pagesBrochure of H1 Series Compact InverterEnzo LizziNo ratings yet
- PhysRevResearch 4 043041Document6 pagesPhysRevResearch 4 043041marco juradoNo ratings yet
- G.R. No. 122039 May 31, 2000 VICENTE CALALAS, Petitioner, Court of Appeals, Eliza Jujeurche Sunga and Francisco Salva, RespondentsDocument56 pagesG.R. No. 122039 May 31, 2000 VICENTE CALALAS, Petitioner, Court of Appeals, Eliza Jujeurche Sunga and Francisco Salva, RespondentsJayson AbabaNo ratings yet
- Dues+&+Bylaws+Committee+Packet ICPI John@bestadmix Com Tholyfield@Document52 pagesDues+&+Bylaws+Committee+Packet ICPI John@bestadmix Com Tholyfield@Greefield JasonNo ratings yet
- Detect Single-Phase Issues with Negative Sequence RelayDocument7 pagesDetect Single-Phase Issues with Negative Sequence RelayluhusapaNo ratings yet
- Grid Xtreme VR Data Sheet enDocument3 pagesGrid Xtreme VR Data Sheet enlong bạchNo ratings yet
- Moi University: School of Business and EconomicsDocument5 pagesMoi University: School of Business and EconomicsMARION KERUBONo ratings yet
- Virtual Content SOPDocument11 pagesVirtual Content SOPAnezwa MpetaNo ratings yet
- RAMA - 54201 - 05011381320003 - 0025065101 - 0040225403 - 01 - Front - RefDocument26 pagesRAMA - 54201 - 05011381320003 - 0025065101 - 0040225403 - 01 - Front - RefMardiana MardianaNo ratings yet
- Private Copy of Vishwajit Mishra (Vishwajit - Mishra@hec - Edu) Copy and Sharing ProhibitedDocument8 pagesPrivate Copy of Vishwajit Mishra (Vishwajit - Mishra@hec - Edu) Copy and Sharing ProhibitedVISHWAJIT MISHRANo ratings yet
- 231025+ +JBS+3Q23+Earnings+Preview VFDocument3 pages231025+ +JBS+3Q23+Earnings+Preview VFgicokobayashiNo ratings yet
- Family health assessment nursing problemsDocument8 pagesFamily health assessment nursing problemsMari MazNo ratings yet
- Katie Todd Week 4 spd-320Document4 pagesKatie Todd Week 4 spd-320api-392254752No ratings yet
- LogDocument85 pagesLogJo NasNo ratings yet
- Lessee Information StatementDocument1 pageLessee Information Statementmja.carilloNo ratings yet
- Household Budget Worksheet - Track Income & ExpensesDocument1 pageHousehold Budget Worksheet - Track Income & ExpensesJohn GoodenNo ratings yet
- E85001-0646 - Intelligent Smoke DetectorDocument4 pagesE85001-0646 - Intelligent Smoke Detectorsamiao90No ratings yet
- BS 00011-2015Document24 pagesBS 00011-2015fazyroshan100% (1)
- ESA 7.6 Configuration GuideDocument460 pagesESA 7.6 Configuration GuideaitelNo ratings yet
- MTD Microwave Techniques and Devices TEXTDocument551 pagesMTD Microwave Techniques and Devices TEXTARAVINDNo ratings yet
- Group Assignment: Consumer Buying Behaviour Towards ChipsDocument3 pagesGroup Assignment: Consumer Buying Behaviour Towards ChipsvikasNo ratings yet
- Nº SSR-1 NS-R-3 Draf R1 Site Evaluation For Nuclear Installations FRDocument33 pagesNº SSR-1 NS-R-3 Draf R1 Site Evaluation For Nuclear Installations FRdaniel addeNo ratings yet
- BR18 Mechanical Engineering Robotics Semester VIDocument2 pagesBR18 Mechanical Engineering Robotics Semester VIPRAVEeNo ratings yet
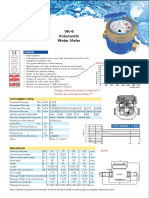
- Baylan: VK-6 Volumetric Water MeterDocument1 pageBaylan: VK-6 Volumetric Water MeterSanjeewa ChathurangaNo ratings yet