You might also like
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- b1 20 1Document31 pagesb1 20 1Gustavo FamaNo ratings yet
- ARNOLD - Thread Forming ScrewDocument4 pagesARNOLD - Thread Forming ScrewgirishawantiNo ratings yet
- (Bolt Science) BOLTCALC Program Brochure PDFDocument3 pages(Bolt Science) BOLTCALC Program Brochure PDFAbdulrahman Al HuribyNo ratings yet
- European Standard Norme Europeenne Europaische Norm: Ultrasonic Testing of $teel BarsDocument13 pagesEuropean Standard Norme Europeenne Europaische Norm: Ultrasonic Testing of $teel BarspraveenNo ratings yet
- Mil STD 810h HumidityDocument22 pagesMil STD 810h Humiditymariela baigorriaNo ratings yet
- ISO 4014-1999 Hexagon Head BoltsDocument16 pagesISO 4014-1999 Hexagon Head BoltsislamakthamNo ratings yet
- A Kinematic Analysis of Meshing Polymer Gear TeethDocument16 pagesA Kinematic Analysis of Meshing Polymer Gear TeethsandeepNo ratings yet
- Surface Vehicle Recommended Practice: Reaf. MAY1998Document5 pagesSurface Vehicle Recommended Practice: Reaf. MAY1998anupthattaNo ratings yet
- Iso - 8434 3 2005Document8 pagesIso - 8434 3 2005Morez BarikaniNo ratings yet
- Stress-Strain GraphDocument10 pagesStress-Strain GraphEzy WaqaNo ratings yet
- Fatigue Curve - S235JR ExperimantalDocument9 pagesFatigue Curve - S235JR ExperimantalPrabath MadusankaNo ratings yet
- 《美国联邦螺丝标准手册》FED STD H28Document161 pages《美国联邦螺丝标准手册》FED STD H28Prasad JoshiNo ratings yet
- Ship Hydraulic System Design Criteria StandardDocument23 pagesShip Hydraulic System Design Criteria StandardJoaquina_JoaquinaNo ratings yet
- DIN en 10305-3-Steel Tubes For Precision Applications-Technical Delivery ConditionsDocument23 pagesDIN en 10305-3-Steel Tubes For Precision Applications-Technical Delivery ConditionsGökhan ÇiçekNo ratings yet
- Standard Threaded Torque LimitsDocument44 pagesStandard Threaded Torque Limitspi31415926535No ratings yet
- NPTF / PTF Threads: Total Solution For Thread GaugingDocument3 pagesNPTF / PTF Threads: Total Solution For Thread GaugingFatih YükselNo ratings yet
- Foreword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BDocument4 pagesForeword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BMarcelo KleinNo ratings yet
- M4 Carbine SpecificationDocument56 pagesM4 Carbine SpecificationGary WilliamsNo ratings yet
- Screwthread Standards For Federal ServicesDocument12 pagesScrewthread Standards For Federal Servicesikaro181083No ratings yet
- Y14 32 1M 1994Document72 pagesY14 32 1M 1994deepdreamx6400No ratings yet
- Aerospace Standard: Fire Testing of Flexible Hose, Tube Assemblies, Coils, Fittings, and Similar System ComponentsDocument3 pagesAerospace Standard: Fire Testing of Flexible Hose, Tube Assemblies, Coils, Fittings, and Similar System ComponentsRangaNo ratings yet
- CCAR145R3 Chinese Civil Aircraft Maintenance Organization Certification RegulationsDocument72 pagesCCAR145R3 Chinese Civil Aircraft Maintenance Organization Certification RegulationsokamoNo ratings yet
- Bossard Taptite Self Tapping Screw CatalogueDocument10 pagesBossard Taptite Self Tapping Screw CataloguepmlmkpNo ratings yet
- Vdi 2230 FDocument10 pagesVdi 2230 FDaniel Nauzet Salazar JorgeNo ratings yet
- Fed STD H28 13Document15 pagesFed STD H28 13mike1307No ratings yet
- Whitworth Tapered Pipe Thread DIN EN 10226-1, DIN EN 10226-2 Formerly Known As DIN 2999 BSPT (British Standard Tapered Pipe)Document1 pageWhitworth Tapered Pipe Thread DIN EN 10226-1, DIN EN 10226-2 Formerly Known As DIN 2999 BSPT (British Standard Tapered Pipe)LucianNechiforNo ratings yet
- Din 3760 KeçeDocument13 pagesDin 3760 KeçeUfuk YürekNo ratings yet
- Ansi 1.8 PDFDocument42 pagesAnsi 1.8 PDFSantiago GarciaNo ratings yet
- Lock Nutand Shaft DimensionsDocument2 pagesLock Nutand Shaft DimensionsLorettaMayNo ratings yet
- API VS AGMA GEAR STANDARDS COMPARISON AND GUIDELINESDocument14 pagesAPI VS AGMA GEAR STANDARDS COMPARISON AND GUIDELINESSabbehe RehmanNo ratings yet
- Synchronous Belt Drives - Automotive PulleysDocument14 pagesSynchronous Belt Drives - Automotive Pulleystv-locNo ratings yet
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceFrom EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNo ratings yet
- Iso 15422.2003Document24 pagesIso 15422.2003amit02mechNo ratings yet
- Sist Iso 7072 1995Document7 pagesSist Iso 7072 1995VijayGowthaman100% (1)
- Iso 261Document5 pagesIso 261Farzad SadrNo ratings yet
- H28 2aDocument49 pagesH28 2ajwsiglerNo ratings yet
- Iso+3408 2 1991Document4 pagesIso+3408 2 1991krishnamoorthiNo ratings yet
- Analyzing Taper Fits For ManufacturingDocument7 pagesAnalyzing Taper Fits For Manufacturingsalgado_24No ratings yet
- FYH ZlockDocument2 pagesFYH ZlockRodrigo Jechéla BarriosNo ratings yet
- Bearing, Roller, Thrust, Two Channeled Race Surface, Rigid or Flat Seat TypeDocument4 pagesBearing, Roller, Thrust, Two Channeled Race Surface, Rigid or Flat Seat TypeAhmad Zubair RasulyNo ratings yet
- DIN 935 - Hexagon Slotted Castle NutsDocument8 pagesDIN 935 - Hexagon Slotted Castle NutsJmmy Son LiNo ratings yet
- Metric DIN 127 SpecDocument5 pagesMetric DIN 127 SpecmahfuzNo ratings yet
- 10.1.1.144.9002 SW FatigueDocument13 pages10.1.1.144.9002 SW Fatigueb_wooNo ratings yet
- Hexagon Head Screws With Metric Fine Pitch Thread - Product Grades Aandb (First Revision)Document15 pagesHexagon Head Screws With Metric Fine Pitch Thread - Product Grades Aandb (First Revision)kumar QANo ratings yet
- Suhm Spring Works-Spring Materials Issue 9a en US v1Document37 pagesSuhm Spring Works-Spring Materials Issue 9a en US v1DizzixxNo ratings yet
- Asme b18.2.3Document19 pagesAsme b18.2.3amrandconanNo ratings yet
- wn10 eDocument2 pageswn10 eRani SaradeNo ratings yet
- Fasteners Vol1 TocDocument3 pagesFasteners Vol1 TocLucas Willian100% (2)
- Limits and Fits KenDocument40 pagesLimits and Fits KennilamNo ratings yet
- Mil H 25579Document22 pagesMil H 25579Senthil KumarNo ratings yet
- HLN Applications enDocument27 pagesHLN Applications enClint TcNo ratings yet
- Threads - NPTF Taper Thread GagingDocument5 pagesThreads - NPTF Taper Thread GagingTrushantNo ratings yet
- M. F. Bukhina, S. K. Kurlyand - Low-Temperature Behaviour of Elastomers (New Concepts in Polymer Science) - Brill Academic Publishers (2007)Document197 pagesM. F. Bukhina, S. K. Kurlyand - Low-Temperature Behaviour of Elastomers (New Concepts in Polymer Science) - Brill Academic Publishers (2007)Mothafukin MorrisseyNo ratings yet
- Fatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965From EverandFatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965E. GassnerNo ratings yet
- Materials Data for Cyclic Loading: Aluminium and Titanium AlloysFrom EverandMaterials Data for Cyclic Loading: Aluminium and Titanium AlloysRating: 1 out of 5 stars1/5 (1)
- Report On Expansion Joint R-0Document15 pagesReport On Expansion Joint R-0Anonymous 1HFV185Sl4No ratings yet
- Mst-Civ-001 r1 Ug TankDocument18 pagesMst-Civ-001 r1 Ug TankAnonymous 1HFV185Sl4No ratings yet
- BS en 13139 PDFDocument10 pagesBS en 13139 PDFanilkumar_bojja97600% (1)
- Site Instructon 44 (Civil)Document1 pageSite Instructon 44 (Civil)Anonymous 1HFV185Sl4No ratings yet
- Report Zone 7 - Duct Only R0Document104 pagesReport Zone 7 - Duct Only R0Anonymous 1HFV185Sl4No ratings yet
- Dymocks - Fundamentals of Engineering Fe Civil All-In-One Exam Guide by Indranil Goswami, 9781260011340, PaperBack BookDocument4 pagesDymocks - Fundamentals of Engineering Fe Civil All-In-One Exam Guide by Indranil Goswami, 9781260011340, PaperBack BookAnonymous 1HFV185Sl4No ratings yet
- Dymocks - Fundamentals of Engineering Fe Civil All-In-One Exam Guide by Indranil Goswami, 9781260011340, PaperBack BookDocument4 pagesDymocks - Fundamentals of Engineering Fe Civil All-In-One Exam Guide by Indranil Goswami, 9781260011340, PaperBack BookAnonymous 1HFV185Sl4No ratings yet
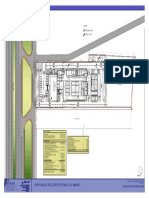
- Proposed 3S Facilities For Sba at Al AmaratDocument1 pageProposed 3S Facilities For Sba at Al AmaratAnonymous 1HFV185Sl4No ratings yet
- NSPE Code of Ethics For EngineersDocument2 pagesNSPE Code of Ethics For EngineersYob YnnosNo ratings yet
- Crack Width Check BS5400 4Document6 pagesCrack Width Check BS5400 4Anonymous 1HFV185Sl4No ratings yet
- Structural analysis reportDocument4 pagesStructural analysis reportAnonymous 1HFV185Sl4No ratings yet
- Devajith USA Visa FormDocument5 pagesDevajith USA Visa FormAnonymous 1HFV185Sl4No ratings yet
- Exam 1 - 001Document26 pagesExam 1 - 001Jose Carlos ArgeñalNo ratings yet
- Report On Expansion Joint R-0Document13 pagesReport On Expansion Joint R-0Anonymous 1HFV185Sl4No ratings yet
- Seismicity UAEDocument22 pagesSeismicity UAEabdulmananNo ratings yet
- Diet ChartDocument2 pagesDiet ChartAnonymous 1HFV185Sl4No ratings yet
- 24-May-19 11-Jun-2019 00:57 Pipesupport4M - B.STD: Job No Sheet No RevDocument6 pages24-May-19 11-Jun-2019 00:57 Pipesupport4M - B.STD: Job No Sheet No RevAnonymous 1HFV185Sl4No ratings yet
- My 19 Aveo e Brochure enDocument2 pagesMy 19 Aveo e Brochure enAnonymous 1HFV185Sl4No ratings yet
- Design CalculationDocument228 pagesDesign CalculationAnonymous 1HFV185Sl4No ratings yet
- Sultanate of Oman: Foundation Reinforcement - Cross SectionDocument2 pagesSultanate of Oman: Foundation Reinforcement - Cross SectionAnonymous 1HFV185Sl4No ratings yet
- Spreadsheets To BS 8110: RCA Pole Foundation RMW 113Document1 pageSpreadsheets To BS 8110: RCA Pole Foundation RMW 113Anonymous 1HFV185Sl4No ratings yet
- Design CalculationDocument228 pagesDesign CalculationAnonymous 1HFV185Sl4No ratings yet
- Design Basis r0Document31 pagesDesign Basis r0Anonymous 1HFV185Sl4100% (1)
- Base Plate Connection DesignDocument4 pagesBase Plate Connection DesignAnonymous 1HFV185Sl4No ratings yet
- Report On Expansion Joint R-0Document15 pagesReport On Expansion Joint R-0Anonymous 1HFV185Sl4No ratings yet
- My 19 Aveo e Brochure enDocument2 pagesMy 19 Aveo e Brochure enAnonymous 1HFV185Sl4No ratings yet
- Minutes of MeetingDocument2 pagesMinutes of MeetingAnonymous 1HFV185Sl4No ratings yet
- 02-Jul-16 04-May-2019 01:30 Pole10m - 0.std: Job No Sheet No RevDocument1 page02-Jul-16 04-May-2019 01:30 Pole10m - 0.std: Job No Sheet No RevAnonymous 1HFV185Sl4No ratings yet
- Column Design Check SummaryDocument2 pagesColumn Design Check SummaryAnonymous 1HFV185Sl4No ratings yet
- Structural Design Brief: PreambleDocument6 pagesStructural Design Brief: PreambleAnonymous 1HFV185Sl4No ratings yet
- Mks ConfigDocument5 pagesMks ConfigGabura TaniaNo ratings yet
- DIN EN 10213 - 2008 - Fundidos em AçoDocument29 pagesDIN EN 10213 - 2008 - Fundidos em AçoLeonardo MartinsNo ratings yet
- ECE Lab ManualDocument95 pagesECE Lab ManualranjithNo ratings yet
- 16CE125-Structural Analysis - IIDocument12 pages16CE125-Structural Analysis - IIAnkur SinhaNo ratings yet
- Dunlop Cement Based Adhesives - SDS10024Document4 pagesDunlop Cement Based Adhesives - SDS10024Dominic LeeNo ratings yet
- Manual WkhtmltopdfDocument5 pagesManual WkhtmltopdfGeorge DiazNo ratings yet
- 4 LoopsDocument30 pages4 LoopsThirukkuralkaniNo ratings yet
- Room Air Conditioner Owner's Manual GuideDocument19 pagesRoom Air Conditioner Owner's Manual GuideMunteanu LucianNo ratings yet
- Sec ADocument1 pageSec AroufixNo ratings yet
- Software Testing Types, Levels, Roles & Best PracticesDocument3 pagesSoftware Testing Types, Levels, Roles & Best PracticesAbhinav DakshaNo ratings yet
- Performance-Creative Design Concept For Concrete InfrastructureDocument11 pagesPerformance-Creative Design Concept For Concrete InfrastructureTuan PnNo ratings yet
- ZI-Manual en PDFDocument56 pagesZI-Manual en PDFhaphapNo ratings yet
- Irc - 24-2010 PDFDocument128 pagesIrc - 24-2010 PDFkiranNo ratings yet
- Tivizen Iplug Greek GuideDocument13 pagesTivizen Iplug Greek GuideDenexoNo ratings yet
- HVDC Grid Feasibility StudyDocument189 pagesHVDC Grid Feasibility StudyDeoudrafNo ratings yet
- Bendix Rsa Fuel Injection SystemDocument21 pagesBendix Rsa Fuel Injection SystemAdrian James100% (10)
- BPM Third Wave Smith Fingar Apr2003 PDFDocument10 pagesBPM Third Wave Smith Fingar Apr2003 PDFNadeem AzadNo ratings yet
- Conventional Smoke DetectorDocument1 pageConventional Smoke DetectorThan Htike AungNo ratings yet
- L Uk SulphDocument24 pagesL Uk SulphypyeeNo ratings yet
- Reading 03 - Iron Lady The Eiffel TowerDocument2 pagesReading 03 - Iron Lady The Eiffel TowerFernando Elías Valderrama GómezNo ratings yet
- Part Ii - Particular Technical Specifications Chapter 13 - Permanent Access Bridge 13. PERMANENT ACCESS BRIDGE........................................................ 13-1Document11 pagesPart Ii - Particular Technical Specifications Chapter 13 - Permanent Access Bridge 13. PERMANENT ACCESS BRIDGE........................................................ 13-1Anonymous KHIyWRIWmaNo ratings yet
- CHAPTER 2 4.0 Three Phase SystemsDocument41 pagesCHAPTER 2 4.0 Three Phase SystemsMUHAMMAD ALIFF DANIAL RAZMINo ratings yet
- ASTMDocument4 pagesASTMSupriyo PNo ratings yet
- EMB 20100301 Mar 2010Document156 pagesEMB 20100301 Mar 2010agnithiumNo ratings yet
- XPol Panel 806–960 65° 0°–14°TDocument3 pagesXPol Panel 806–960 65° 0°–14°TkenansabNo ratings yet
- MS Electrical Cable InstallationDocument11 pagesMS Electrical Cable InstallationAhmed Rashed ANo ratings yet
- BMS for EVs: Why Battery Management is Critical for Electric Vehicle Performance and SafetyDocument24 pagesBMS for EVs: Why Battery Management is Critical for Electric Vehicle Performance and SafetyChaudhari JainishNo ratings yet
- CCH Power CalculateDocument4 pagesCCH Power Calculateangga measNo ratings yet
- Construction Methodology for La Vella ResidencesDocument16 pagesConstruction Methodology for La Vella ResidencesEugene Luna100% (1)
- Thermal Arc 161 STL 201 Ts Inverter Welder SM PDFDocument96 pagesThermal Arc 161 STL 201 Ts Inverter Welder SM PDFduyNo ratings yet