You might also like
- LEXE1561-01 Issues With Peak DemandDocument4 pagesLEXE1561-01 Issues With Peak DemandDave HeardNo ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Whitepaper1 BoilerDocument13 pagesWhitepaper1 BoilersaryNo ratings yet
- Ensure Data Center Uptime with Reliable Backup Power SolutionsDocument4 pagesEnsure Data Center Uptime with Reliable Backup Power SolutionsDayo IdowuNo ratings yet
- Low Load Operational Flexibility For Siemens Gas Turbines PDFDocument17 pagesLow Load Operational Flexibility For Siemens Gas Turbines PDFHeitor José Tessaro100% (1)
- Low Load Operational Flexibility For Siemens G-Class Gas TurbinesDocument17 pagesLow Load Operational Flexibility For Siemens G-Class Gas TurbinesthryeeNo ratings yet
- Creating Value from Steam PressureDocument16 pagesCreating Value from Steam PressureMohamed Salem100% (3)
- Power Engineering InternationalDocument64 pagesPower Engineering Internationaljaguar13No ratings yet
- Power Plant Performance PDFDocument161 pagesPower Plant Performance PDFvamsikl100% (2)
- Optimization of Startups - RTPDocument11 pagesOptimization of Startups - RTPmoh1234buk100% (1)
- Technical Paper On Power Plant Energy Savings (Bee Issue # Ee28)Document15 pagesTechnical Paper On Power Plant Energy Savings (Bee Issue # Ee28)sureshNo ratings yet
- Chimedza W: Boiler Blowdown Heat Recovery ProjectDocument34 pagesChimedza W: Boiler Blowdown Heat Recovery ProjectBlessed ZiyambeNo ratings yet
- CDU Increase Distillate YieldDocument9 pagesCDU Increase Distillate Yieldrvkumar61No ratings yet
- What Is Generator Efficiency Calculation Formula GuideDocument6 pagesWhat Is Generator Efficiency Calculation Formula Guidejitender.singh29No ratings yet
- 4 Fast Cycling CapabilityDocument13 pages4 Fast Cycling CapabilityktsnlNo ratings yet
- The Trouble With Turndown - Avoiding Problems From Excessive Design Margins - Chem Engg Magazine (Rajiv, IHS)Document10 pagesThe Trouble With Turndown - Avoiding Problems From Excessive Design Margins - Chem Engg Magazine (Rajiv, IHS)daraj darajNo ratings yet
- COGENERATION: Technology and Economics: Electricity Out Fuel in Heat or Cooling OutDocument4 pagesCOGENERATION: Technology and Economics: Electricity Out Fuel in Heat or Cooling OutShrikant KajaleNo ratings yet
- Aeroderivative Technology PDFDocument10 pagesAeroderivative Technology PDFabhaymehta67No ratings yet
- wgp4205 Turbine PDFDocument46 pageswgp4205 Turbine PDFM Tri WinarkoNo ratings yet
- CFBC Maintenance CostDocument16 pagesCFBC Maintenance Costyogeshmangal1317100% (1)
- ES ArticlesDocument5 pagesES ArticlesenestroNo ratings yet
- Case Study Alternatives CCDocument10 pagesCase Study Alternatives CCEvertVeNo ratings yet
- Steam Systems II TranscriptDocument14 pagesSteam Systems II TranscriptirwanNo ratings yet
- Intelligent Boiler Cleaning Can Improve the Bottom LineDocument10 pagesIntelligent Boiler Cleaning Can Improve the Bottom LineUdhayakumar VenkataramanNo ratings yet
- Gas Turbine Control System ThesisDocument6 pagesGas Turbine Control System Thesisafcnenabv100% (2)
- Making Sense of Motor Manufacturer ClaimsDocument11 pagesMaking Sense of Motor Manufacturer ClaimsJeffrey KlayborNo ratings yet
- Power Palnt PerformanceDocument0 pagesPower Palnt PerformanceSHIVAJI CHOUDHURY100% (2)
- AIChE Paper 23e r3Document18 pagesAIChE Paper 23e r3Perumal PrabhuNo ratings yet
- Diesel Generator ThesisDocument7 pagesDiesel Generator Thesisbrendapotterreno100% (2)
- Electric Process HeatersDocument14 pagesElectric Process Heatersjdgh1986100% (1)
- Chap2 Bis2 NchindaDocument8 pagesChap2 Bis2 NchindaMunoh FredrickNo ratings yet
- CCPP Cycling PDFDocument20 pagesCCPP Cycling PDFStefanos GabalacNo ratings yet
- Pump Zone ArticleDocument13 pagesPump Zone Articlesameerc12No ratings yet
- Energy Efficient Opearation of BoilersDocument44 pagesEnergy Efficient Opearation of BoilersBorivoj Stepanov100% (1)
- 058467Document18 pages058467Marco Bertoldi100% (1)
- 13 BNDocument24 pages13 BNVulebg VukoicNo ratings yet
- Prime Continuous Power vs. Standby Backup PowerDocument5 pagesPrime Continuous Power vs. Standby Backup PowerOsama ShalabyNo ratings yet
- Clean Fuel TechnologyDocument7 pagesClean Fuel TechnologyGarry DavidNo ratings yet
- The Hot Topic of Motor TemperatureDocument6 pagesThe Hot Topic of Motor Temperaturezionees01No ratings yet
- BSDG vs. ESSDocument18 pagesBSDG vs. ESSGergely MartonNo ratings yet
- F646 CompleteSampleDocument36 pagesF646 CompleteSampleJohn SmeethNo ratings yet
- TurboDocument8 pagesTurboKorichiKarimNo ratings yet
- Motor Repair or Replacement?: The Green SolutionDocument0 pagesMotor Repair or Replacement?: The Green SolutionRaman AuarNo ratings yet
- Extending Life of High-Temperature Steam Turbine RotorsDocument4 pagesExtending Life of High-Temperature Steam Turbine Rotorsramnadh803181No ratings yet
- Gas Turbines - Design and Operating ConsiderationsDocument5 pagesGas Turbines - Design and Operating ConsiderationsaliNo ratings yet
- In Steam System Efficiency: Added Profits DeliveredDocument5 pagesIn Steam System Efficiency: Added Profits DeliveredHiranthaNo ratings yet
- HVAC - 10 Cooler Ideas For Refrigeration System Efficiency - Plant ServicesDocument5 pagesHVAC - 10 Cooler Ideas For Refrigeration System Efficiency - Plant ServicesAshfaq Ali KhanNo ratings yet
- Steam and The Organisation: Block 1 IntroductionDocument14 pagesSteam and The Organisation: Block 1 IntroductionAnonymous iDZ8F1AvQPNo ratings yet
- Chap 27 PDFDocument22 pagesChap 27 PDFnelson escuderoNo ratings yet
- Application of The Latest Aeroderivative Gas Turbine TechnologyDocument10 pagesApplication of The Latest Aeroderivative Gas Turbine TechnologyDario100% (1)
- CHP Systems Benefits Efficiency CostsDocument14 pagesCHP Systems Benefits Efficiency CostsAnirudh LambhaNo ratings yet
- Steam Turbine For PumpsDocument10 pagesSteam Turbine For PumpsRajesh Krishnamoorthy100% (1)
- Maintenance and Reliability: Process Control and InstrumentationDocument6 pagesMaintenance and Reliability: Process Control and InstrumentationEjubNo ratings yet
- Turbine MaintainanceDocument9 pagesTurbine Maintainanceer_sanjaypatel100% (2)
- Power Generation: Coal-Fired: Bently Nevada Asset Condition MonitoringDocument12 pagesPower Generation: Coal-Fired: Bently Nevada Asset Condition MonitoringsirtrungNo ratings yet
- Fired Heaters - Fired Capital Equipment Key Plant ComponentsDocument4 pagesFired Heaters - Fired Capital Equipment Key Plant ComponentsReyes SanchezNo ratings yet
- Powerplant PerformanceDocument161 pagesPowerplant PerformancePhanindra Kumar J100% (1)
- Power Palnt Performance PDFDocument161 pagesPower Palnt Performance PDFrafik1995100% (1)
- The Development of A Small High Speed Steam Microturbine Generator SystemDocument11 pagesThe Development of A Small High Speed Steam Microturbine Generator Systemukasz-sznajder-1624No ratings yet
- Gp-Pro/Pb PLC Connection ManualDocument24 pagesGp-Pro/Pb PLC Connection ManualCristhian Garcia VillarroelNo ratings yet
- Diagrama Flujo TQ 20milDocument1 pageDiagrama Flujo TQ 20milCristhian Garcia VillarroelNo ratings yet
- SiemensChemical ResistanceChart PDFDocument3 pagesSiemensChemical ResistanceChart PDFRafique AjmeriNo ratings yet
- Vibscanner Short GDocument8 pagesVibscanner Short GCristhian Garcia VillarroelNo ratings yet
- Finopet UUUDocument82 pagesFinopet UUUCristhian Garcia VillarroelNo ratings yet
- 5 Steam Boiler FeedwaterDocument16 pages5 Steam Boiler FeedwaterCristhian Garcia VillarroelNo ratings yet
- Thermodynamic Steam Trap TD52-Technical InformationDocument2 pagesThermodynamic Steam Trap TD52-Technical InformationCristhian Garcia VillarroelNo ratings yet
- Vapor Jaboneria Por TurnosDocument12 pagesVapor Jaboneria Por TurnosCristhian Garcia VillarroelNo ratings yet
- Secure boarding pass for flight from CBB to LPBDocument1 pageSecure boarding pass for flight from CBB to LPBCristhian Garcia VillarroelNo ratings yet
- 7388268Document116 pages7388268Cristhian Garcia VillarroelNo ratings yet
- Vib ScannerDocument76 pagesVib ScannerJunior BalabarcaNo ratings yet
- Vibscanner FFT GDocument80 pagesVibscanner FFT GCristhian Garcia Villarroel100% (1)
- 3 Gas and Oil FuelsDocument20 pages3 Gas and Oil FuelsCristhian Garcia VillarroelNo ratings yet
- 6 Boiler Feedwater PumpsDocument20 pages6 Boiler Feedwater PumpsCristhian Garcia VillarroelNo ratings yet
- 6 Boiler Feedwater PumpsDocument20 pages6 Boiler Feedwater PumpsCristhian Garcia VillarroelNo ratings yet
- 4 Solid FuelsDocument44 pages4 Solid FuelsCristhian Garcia VillarroelNo ratings yet
- 6 Boiler Feedwater PumpsDocument20 pages6 Boiler Feedwater PumpsCristhian Garcia VillarroelNo ratings yet
- Experience: Design Notes Boiler Operation and Maintenance ExperienceDocument28 pagesExperience: Design Notes Boiler Operation and Maintenance ExperienceCristhian Garcia VillarroelNo ratings yet
- 7 Stack GasesDocument24 pages7 Stack GasesCristhian Garcia VillarroelNo ratings yet
- 8 FlowsDocument62 pages8 FlowsCristhian Garcia VillarroelNo ratings yet
- Preface V Requirements of A Perfect Steam Boiler Ix Tables and Spreadsheets XiDocument2 pagesPreface V Requirements of A Perfect Steam Boiler Ix Tables and Spreadsheets XiCristhian Garcia VillarroelNo ratings yet
- 9 Boiler Energy ConservationDocument26 pages9 Boiler Energy ConservationCristhian Garcia Villarroel100% (2)
- Requirements of A Perfect Steam BoilerDocument2 pagesRequirements of A Perfect Steam BoilerCristhian Garcia VillarroelNo ratings yet
- 10 Electricity Generation and CogenerationDocument34 pages10 Electricity Generation and CogenerationCristhian Garcia VillarroelNo ratings yet
- Tables and SpreadsheetsDocument2 pagesTables and SpreadsheetsCristhian Garcia VillarroelNo ratings yet
- SIMATIC PCS 7 System OverviewDocument34 pagesSIMATIC PCS 7 System OverviewAmmar100% (1)
- Appendix: I. Conversion Factors (32) A. Heat, Work, and PowerDocument20 pagesAppendix: I. Conversion Factors (32) A. Heat, Work, and PowerCristhian Garcia VillarroelNo ratings yet
- How To Set Up Reports in The Page LayoutDocument2 pagesHow To Set Up Reports in The Page LayoutCristhian Garcia VillarroelNo ratings yet
- Voila! - Unlock Protected Blocks in Siemens SIMATIC Step 7Document8 pagesVoila! - Unlock Protected Blocks in Siemens SIMATIC Step 7Cristhian Garcia VillarroelNo ratings yet
- Kwiet Power Welder/Generator Specifications: Dgw400DmDocument1 pageKwiet Power Welder/Generator Specifications: Dgw400DmAlif PrakasaNo ratings yet
- Lab 2 - DC Generator SimulinkDocument6 pagesLab 2 - DC Generator Simulinkaishah atikahNo ratings yet
- Ata 100 PDFDocument19 pagesAta 100 PDFElí saul Ramos DíazNo ratings yet
- Hand Book For Dual Cab (WDP4D) Locomotives Siemens MakeDocument82 pagesHand Book For Dual Cab (WDP4D) Locomotives Siemens MakeSumit dharaNo ratings yet
- High Voltage EngineeringDocument157 pagesHigh Voltage EngineeringpuljkeNo ratings yet
- Gate Made Easy Mock Test 2018Document11 pagesGate Made Easy Mock Test 2018Ravi PatelNo ratings yet
- Intermittent Line-to-Ground Faults in Generator Stator Windings and Consequences On Neutral GroundingDocument6 pagesIntermittent Line-to-Ground Faults in Generator Stator Windings and Consequences On Neutral GroundingjuanNo ratings yet
- Generator ManualDocument419 pagesGenerator ManualVinay Mishra100% (1)
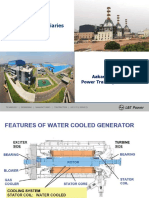
- How Generator Auxiliaries Like Stator Cooling Systems and Seal Oil Systems WorkDocument39 pagesHow Generator Auxiliaries Like Stator Cooling Systems and Seal Oil Systems Workharry2586No ratings yet
- ANSI Device Numbers 2022Document7 pagesANSI Device Numbers 2022ajitkalel1986No ratings yet
- Generic Test & Acceptance ChecklistDocument24 pagesGeneric Test & Acceptance ChecklistM Kashif JunaidNo ratings yet
- Joffrey Ramos Galanta: Marine Electrician/General ElectricianDocument4 pagesJoffrey Ramos Galanta: Marine Electrician/General ElectricianJoffrey GalantaNo ratings yet
- 1200 Watt Generator: Owner's ManualDocument44 pages1200 Watt Generator: Owner's ManualEduardo Mata GamezNo ratings yet
- Recommended Phasor Diagram For Synchronous MachinesDocument18 pagesRecommended Phasor Diagram For Synchronous MachinesCarlos CastilloNo ratings yet
- Open Source Plans For FreeEnergy DevicesDocument12 pagesOpen Source Plans For FreeEnergy DevicesJohn "BiggyJ" Dumas93% (14)
- 1 Performance DataDocument9 pages1 Performance DataYusep KurniaNo ratings yet
- DF1100 Manual 20181108Document40 pagesDF1100 Manual 20181108javiNo ratings yet
- 5 Electrical SystemDocument62 pages5 Electrical SystemKola IludiranNo ratings yet
- Ecu 100 DRH 4189340795 UkDocument60 pagesEcu 100 DRH 4189340795 UkSreegith ChelattNo ratings yet
- Newage Sx460 Automatic Voltage RegulatorDocument5 pagesNewage Sx460 Automatic Voltage RegulatorLuis Alberto Lopez100% (1)
- MPMC MC250Document3 pagesMPMC MC250PM XieNo ratings yet
- 255TAIYO EXU 61A V1.0.0.0 Appendix V1.0 ENDocument8 pages255TAIYO EXU 61A V1.0.0.0 Appendix V1.0 ENSentral Avr0% (1)
- Modulo de Transfer en CIA Automatic A Siemens Atc 5300Document50 pagesModulo de Transfer en CIA Automatic A Siemens Atc 5300Feli ZambranoNo ratings yet
- Synchro Check Relay (Paralleling) 1Document3 pagesSynchro Check Relay (Paralleling) 1Arun KumarNo ratings yet
- MCQ of DC Machines Madhuri NewDocument31 pagesMCQ of DC Machines Madhuri NewAnkit KumarNo ratings yet
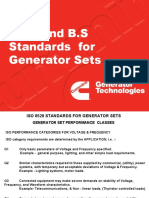
- Npt58 Iso & Bs StandardsDocument16 pagesNpt58 Iso & Bs Standardsengmohsen.ramadanhotmail.comNo ratings yet
- Assignment-2. Physics - A2: Unit-5: Maple Leaf International SchoolDocument11 pagesAssignment-2. Physics - A2: Unit-5: Maple Leaf International SchoolMer CyNo ratings yet
- Econv Trans 97 - Continuous On-Line Partial Discharge Monitoring of Generator Stator WindingsDocument6 pagesEconv Trans 97 - Continuous On-Line Partial Discharge Monitoring of Generator Stator Windingsreza515heiNo ratings yet
- MQ SP e 6001Document41 pagesMQ SP e 6001jaseel kNo ratings yet
- Generator S637UUT 206JDocument52 pagesGenerator S637UUT 206JMantto CentralNo ratings yet
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsFrom EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsRating: 5 out of 5 stars5/5 (1)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Black Gold Stranglehold: The Myth of Scarcity and the Politics of OilFrom EverandBlack Gold Stranglehold: The Myth of Scarcity and the Politics of OilNo ratings yet
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Pipeline Integrity: Management and Risk EvaluationFrom EverandPipeline Integrity: Management and Risk EvaluationRating: 4.5 out of 5 stars4.5/5 (6)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesFrom EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesRating: 4 out of 5 stars4/5 (2)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisFrom EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNo ratings yet
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- Subsea Valves and Actuators for the Oil and Gas IndustryFrom EverandSubsea Valves and Actuators for the Oil and Gas IndustryRating: 5 out of 5 stars5/5 (1)
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationFrom EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationRating: 4.5 out of 5 stars4.5/5 (2)
- Industrial Process Plant Construction Estimating and Man-Hour AnalysisFrom EverandIndustrial Process Plant Construction Estimating and Man-Hour AnalysisRating: 5 out of 5 stars5/5 (1)
- Risk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesFrom EverandRisk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesNo ratings yet
- The Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbFrom EverandThe Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (11)
- Oil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsFrom EverandOil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsNo ratings yet
- Compression Machinery for Oil and GasFrom EverandCompression Machinery for Oil and GasKlaus BrunRating: 4 out of 5 stars4/5 (4)