You might also like
- The Distinction of Steel and Cast Iron and How To DistinguishDocument4 pagesThe Distinction of Steel and Cast Iron and How To Distinguish付上No ratings yet
- What Are Casting Technique's Characteristics of Cast Steel ChinaDocument3 pagesWhat Are Casting Technique's Characteristics of Cast Steel China付上No ratings yet
- How To Repair Casting ImpregnationDocument2 pagesHow To Repair Casting Impregnation付上No ratings yet
- Stainless Steel Castings' Hardness How To Affect Its ProcessingDocument3 pagesStainless Steel Castings' Hardness How To Affect Its Processing付上No ratings yet
- How To Prevent Slag Hole Problem During CastingDocument2 pagesHow To Prevent Slag Hole Problem During Casting付上No ratings yet
- Process of Sand CastingDocument7 pagesProcess of Sand Casting付上No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Activity - 01&02 - Capitalizable Costs and Modes of Acquisition of PPEDocument2 pagesActivity - 01&02 - Capitalizable Costs and Modes of Acquisition of PPEFrankie AsidoNo ratings yet
- IGBC NB QuestionnareDocument16 pagesIGBC NB Questionnaremadhav0303No ratings yet
- Victor Horta-2Document18 pagesVictor Horta-2PREETHI M ANo ratings yet
- Zerowatt sx403Document16 pagesZerowatt sx403MaxNo ratings yet
- Construction Defects and Remedies PresentationDocument14 pagesConstruction Defects and Remedies PresentationShobhit Agarwal79% (14)
- "Practice Examination": Version 07-0Document11 pages"Practice Examination": Version 07-0Elizabeth SantiagoNo ratings yet
- Yama Buggy 400cc Parts List and SchematicsDocument50 pagesYama Buggy 400cc Parts List and Schematicsgeorgemesfin@gmailNo ratings yet
- Key Plan: Diyar Al MuharraqDocument4 pagesKey Plan: Diyar Al MuharraqOmar HassanNo ratings yet
- 112 Kiln Brick Installation ProceduresDocument7 pages112 Kiln Brick Installation ProceduresojbastardoNo ratings yet
- Stemmann-Technik: Maintenance Instruction For Slipring Assembly MS7,2 - 300-300-10 Art. No. 6253620Document2 pagesStemmann-Technik: Maintenance Instruction For Slipring Assembly MS7,2 - 300-300-10 Art. No. 6253620Miguel RodriguezNo ratings yet
- CHAPTER 2design Against Static LoadDocument33 pagesCHAPTER 2design Against Static LoadmanishtopsecretsNo ratings yet
- Wet Abrasive Blasting System and MethodDocument13 pagesWet Abrasive Blasting System and MethodhainguyenbkvhvNo ratings yet
- Arriostre de VigasDocument20 pagesArriostre de VigasGonzalo Guerrero CáceresNo ratings yet
- Canan, La PazDocument4 pagesCanan, La PazJun MichaelNo ratings yet
- Lincoln Weld Directory C2.10Document32 pagesLincoln Weld Directory C2.10edgarpato100% (1)
- Single Handle Pull-Out Kitchen Faucet PFXC5150: Parts BreakdownDocument1 pageSingle Handle Pull-Out Kitchen Faucet PFXC5150: Parts BreakdownCraig SmithNo ratings yet
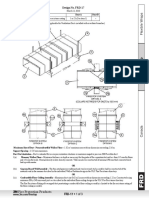
- PIDS Installation DetailsDocument1 pagePIDS Installation Detailsmohamed ghazyNo ratings yet
- Casting Fundamentals and Basics ConceptsDocument68 pagesCasting Fundamentals and Basics Conceptsquiron2010No ratings yet
- Developing A Housing Microfinance Product - The First Microfinance Banks Experience in AfghanistanDocument32 pagesDeveloping A Housing Microfinance Product - The First Microfinance Banks Experience in AfghanistanBhagyanath MenonNo ratings yet
- Volvo Ew 180B VaDocument60 pagesVolvo Ew 180B VaApexiNo ratings yet
- Concrete Technology 2Document4 pagesConcrete Technology 2Hazem EmamNo ratings yet
- A Performances Study On GGBS With Alccofine - Based High Strength Self-Compacting ConcreteDocument5 pagesA Performances Study On GGBS With Alccofine - Based High Strength Self-Compacting ConcreteInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- FRD17Document3 pagesFRD17Raul FloresNo ratings yet
- Pre-Qualification Docs ListDocument11 pagesPre-Qualification Docs ListNikhil RajuNo ratings yet
- Zhao - Lee - Post Weld Heat Treatment For High Strength Steel Welded ConnectionsDocument11 pagesZhao - Lee - Post Weld Heat Treatment For High Strength Steel Welded Connectionsbob8c5No ratings yet
- Full Public Roads Act - 2002Document52 pagesFull Public Roads Act - 2002Jonas Kañombi MukwatuNo ratings yet
- Engineering Interview QuestionDocument174 pagesEngineering Interview QuestionKharisma Jayatra100% (1)
- 5 Asme Viii A 24 Clamp ConnectionDocument6 pages5 Asme Viii A 24 Clamp ConnectionIrvansyah RazadinNo ratings yet
- Welding Consumables For Cast SteelDocument4 pagesWelding Consumables For Cast Steelmehul20110% (1)
- Facility Condition Assessment: GuidebookDocument54 pagesFacility Condition Assessment: GuidebookMaxmore KarumamupiyoNo ratings yet