You might also like
- Injection Moulding MachineDocument35 pagesInjection Moulding MachineRajesh Kumar88% (8)
- Hot Runner TechnologyDocument3 pagesHot Runner Technologysuveesh nvNo ratings yet
- GÜNTHER Hot Runner TechnologyDocument35 pagesGÜNTHER Hot Runner TechnologyjazNo ratings yet
- C8ff2ca9 7642 4e7c Bbf0 8231c2f9c870 - RT - 1317 - Us Ejection, Venting and CoolingDocument23 pagesC8ff2ca9 7642 4e7c Bbf0 8231c2f9c870 - RT - 1317 - Us Ejection, Venting and CoolingEdenilson FadekNo ratings yet
- 2.3.2 Procedure For Mounting MoldDocument4 pages2.3.2 Procedure For Mounting MoldMuhammad JohariNo ratings yet
- Injection Molding ProcessDocument3 pagesInjection Molding ProcessSteven ChengNo ratings yet
- Injection Mould With Hot RunnerDocument17 pagesInjection Mould With Hot RunnerKiran KumarNo ratings yet
- ARBURG-Examples of Multi Component Mould Designs GB PDFDocument40 pagesARBURG-Examples of Multi Component Mould Designs GB PDFkfaravNo ratings yet
- Small Base Moldflow Analysis ReportDocument24 pagesSmall Base Moldflow Analysis ReportSreedhar PugalendhiNo ratings yet
- دورة تشغيل ماكينات البلاستيكDocument28 pagesدورة تشغيل ماكينات البلاستيكfadyNo ratings yet
- Frank Fischer - Injection MoldingDocument12 pagesFrank Fischer - Injection MoldingStarchyLittleOleMeNo ratings yet
- Research ProposalDocument3 pagesResearch ProposalAbel Meketa100% (1)
- Design of Plunger Screws Ofinjection Molding MachineDocument28 pagesDesign of Plunger Screws Ofinjection Molding MachineSushmaNo ratings yet
- Advance Injection Mould DesignDocument175 pagesAdvance Injection Mould DesignMuhammed K MNo ratings yet
- Two Plate Three PlateDocument15 pagesTwo Plate Three PlateHarshvardhan KharatNo ratings yet
- Advance Injection Mould DesignDocument175 pagesAdvance Injection Mould DesignŠetkić Semir100% (1)
- Unscrewing Demold With SlidesDocument19 pagesUnscrewing Demold With SlidesGhazouNo ratings yet
- New Injection Molding Machine SY200 I PDFDocument5 pagesNew Injection Molding Machine SY200 I PDFkamelNo ratings yet
- Different Types of Blow MoldingDocument11 pagesDifferent Types of Blow MoldingParvateshNo ratings yet
- Plastic Mold MaintenanceDocument5 pagesPlastic Mold MaintenanceHajjaji ImedNo ratings yet
- 塑模保養維修講義 mold maintenance handbook: By PimDocument33 pages塑模保養維修講義 mold maintenance handbook: By PimHồng Hoàng100% (1)
- Amcel KP20: Celanese Corporation - Acetal (POM) CopolymerDocument1 pageAmcel KP20: Celanese Corporation - Acetal (POM) CopolymerSamuelNo ratings yet
- Injection MouldingDocument7 pagesInjection MouldingAzizol WahabNo ratings yet
- Microinjection Molding of Thermoplastic Polymers: A ReviewDocument14 pagesMicroinjection Molding of Thermoplastic Polymers: A ReviewMario Allesina JuniorNo ratings yet
- Injection MoldingDocument42 pagesInjection Moldinglovilove01No ratings yet
- Light Weight Dairy Head ToolingDocument4 pagesLight Weight Dairy Head Toolingjesrcontreras1976No ratings yet
- 70D Manual BookDocument43 pages70D Manual BookgeorgioNo ratings yet
- ASB Blow MoldingDocument52 pagesASB Blow MoldingManuelCaballeroNo ratings yet
- Tooling Standards Manual: MouldsDocument36 pagesTooling Standards Manual: Mouldsandre boniniNo ratings yet
- IMM Online TRGDocument35 pagesIMM Online TRGpsp710No ratings yet
- Jomar Product TroubleshootingDocument2 pagesJomar Product TroubleshootingWasim AbbasNo ratings yet
- Week 5 Processing 3Document33 pagesWeek 5 Processing 3cipan karungNo ratings yet
- 1 BlowMolding Documentation(英文)倍福Document31 pages1 BlowMolding Documentation(英文)倍福Aymane QariohNo ratings yet
- Sptech Tooling GuideDocument25 pagesSptech Tooling GuideKa Wing LeeNo ratings yet
- Mold Design Important Features Part 3Document21 pagesMold Design Important Features Part 3Jesus hernandez floresNo ratings yet
- BM1 ProcessDocument55 pagesBM1 Processeduardo_umNo ratings yet
- Injection Molding Without The DryingDocument3 pagesInjection Molding Without The DryingHalloy1No ratings yet
- Mold Machining Methods, Part 2Document15 pagesMold Machining Methods, Part 2Edenilson FadekNo ratings yet
- Mold Machining Methods, Part 1Document22 pagesMold Machining Methods, Part 1Edenilson FadekNo ratings yet
- Plastic Drying PDFDocument3 pagesPlastic Drying PDFMonica JoynerNo ratings yet
- Hot Runner System: Training ManualDocument21 pagesHot Runner System: Training ManualHồng HoàngNo ratings yet
- Material - 5. Injection Moulding Technology Part 3 - 3Document127 pagesMaterial - 5. Injection Moulding Technology Part 3 - 3Sachin KumarNo ratings yet
- Troubleshooting Defects Hot Runner SystemDocument4 pagesTroubleshooting Defects Hot Runner SystemJorge MartinezNo ratings yet
- Injection Mould Hot RunnerDocument17 pagesInjection Mould Hot RunnerKiran KumarNo ratings yet
- Hot RunnerDocument98 pagesHot RunnerSree Raj67% (3)
- Thermoplay Brochure 2006-53559Document34 pagesThermoplay Brochure 2006-53559ingenieria y desarrolloNo ratings yet
- Antec Machine AuditDocument8 pagesAntec Machine AuditDivyanshu Garodia100% (1)
- Blow Moulding MachineDocument114 pagesBlow Moulding MachineAbdelmoneim NoohNo ratings yet
- Design of A Micro Injection Moulding Machine For Thermosetting Moulding MaterialsDocument3 pagesDesign of A Micro Injection Moulding Machine For Thermosetting Moulding Materialsregil01No ratings yet
- EJECTIONDocument11 pagesEJECTIONRatnesh Patel100% (1)
- Mold Flow Analysis Report: Customer-Oriented & Quality-AdherenceDocument30 pagesMold Flow Analysis Report: Customer-Oriented & Quality-AdherencePARVIZ SAMADINo ratings yet
- Mould Starndard Parts PDFDocument13 pagesMould Starndard Parts PDFMohd Nazri SalimNo ratings yet
- Injection Blow Molding (IBM) :: Is Used ForDocument2 pagesInjection Blow Molding (IBM) :: Is Used ForErickNo ratings yet
- Advanced Injection MouldingDocument29 pagesAdvanced Injection MouldingShubham ChaudharyNo ratings yet
- Setting Process ConditionDocument11 pagesSetting Process Conditioneitan-dalia4971No ratings yet
- Micro Project: Maharashtra State Board of Technical EducationDocument18 pagesMicro Project: Maharashtra State Board of Technical EducationNight fadeNo ratings yet
- Fabrication of Gear Type Injection Moulding AchineDocument29 pagesFabrication of Gear Type Injection Moulding AchineAnonymous ITnkbIEF75% (4)
- Report Plastic Injection MoldingDocument40 pagesReport Plastic Injection Moldingابو حنيف100% (3)
- Design and Fabrication of Hand Type Plastic Injection Moulding MachineDocument10 pagesDesign and Fabrication of Hand Type Plastic Injection Moulding MachineYaswanth Kumar100% (2)
- Global Academy of Technology: (Accredited by Naac With "A" Grade)Document37 pagesGlobal Academy of Technology: (Accredited by Naac With "A" Grade)James Prajwal PrajuNo ratings yet
- Project Titles NC 2018 Cs Fea RDDocument9 pagesProject Titles NC 2018 Cs Fea RDChockalingam AthilingamNo ratings yet
- Mixer GrinderDocument29 pagesMixer GrinderChockalingam AthilingamNo ratings yet
- Project List With Cost Details 2018 2019 Panimalar PolyDocument8 pagesProject List With Cost Details 2018 2019 Panimalar PolyChockalingam AthilingamNo ratings yet
- Bottling Plant PLC 2019Document4 pagesBottling Plant PLC 2019Chockalingam AthilingamNo ratings yet
- 11 Foldable Bridge 2017 PrintDocument48 pages11 Foldable Bridge 2017 PrintChockalingam AthilingamNo ratings yet
- Box Shift Conveyor 2018Document2 pagesBox Shift Conveyor 2018Chockalingam AthilingamNo ratings yet
- Gas Cutting DeviceDocument3 pagesGas Cutting DeviceChockalingam AthilingamNo ratings yet
- 6.design and Fabrication of Length Adjustable Belt Conveyor-1Document3 pages6.design and Fabrication of Length Adjustable Belt Conveyor-1Chockalingam AthilingamNo ratings yet
- Shock Absorber Failure 2018Document3 pagesShock Absorber Failure 2018Chockalingam AthilingamNo ratings yet
- Safety For Motorised Sheet Forming 2018Document3 pagesSafety For Motorised Sheet Forming 2018Chockalingam AthilingamNo ratings yet
- Block Diagram of Carbon Level IndicatorDocument1 pageBlock Diagram of Carbon Level IndicatorChockalingam AthilingamNo ratings yet
- Lorry Trailor Lifter CostDocument1 pageLorry Trailor Lifter CostChockalingam AthilingamNo ratings yet
- Scotch Yoke Hacksaw Sriram Engg ReportDocument67 pagesScotch Yoke Hacksaw Sriram Engg ReportChockalingam Athilingam100% (1)
- Manual Bi Folding Gate PRINTCOPY SBDDocument50 pagesManual Bi Folding Gate PRINTCOPY SBDChockalingam AthilingamNo ratings yet
- Air Brake PROJECT REPORTDocument52 pagesAir Brake PROJECT REPORTChockalingam Athilingam72% (18)
- Sand Slinger MC Pneumatic 2016 VeltechDocument47 pagesSand Slinger MC Pneumatic 2016 VeltechChockalingam AthilingamNo ratings yet
- Scotck Yoke PPT Veltech 2016Document29 pagesScotck Yoke PPT Veltech 2016Chockalingam Athilingam50% (2)
- HTTP FOR ENGINEERINGDocument1 pageHTTP FOR ENGINEERINGChockalingam AthilingamNo ratings yet
- Abs 127two - Axes - Drill 2016 ReviewDocument3 pagesAbs 127two - Axes - Drill 2016 ReviewChockalingam AthilingamNo ratings yet
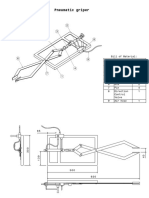
- Pneumatic GriperDocument2 pagesPneumatic GriperChockalingam AthilingamNo ratings yet
- Shell and Tube Heat Exchanger Design Using CFD ToolsDocument4 pagesShell and Tube Heat Exchanger Design Using CFD ToolsChockalingam AthilingamNo ratings yet
- HonningDocument1 pageHonningChockalingam AthilingamNo ratings yet
- MOTORISED Press Durga Poly 2016Document76 pagesMOTORISED Press Durga Poly 2016Chockalingam AthilingamNo ratings yet
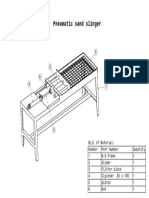
- Pneumatic Sand SlingerDocument1 pagePneumatic Sand SlingerChockalingam AthilingamNo ratings yet
- F T ZL 6L: 4 - RLT TTJ R5 !.1Document1 pageF T ZL 6L: 4 - RLT TTJ R5 !.1Chockalingam AthilingamNo ratings yet
- Pneumatic Elevator Abs 20124Document3 pagesPneumatic Elevator Abs 20124Chockalingam AthilingamNo ratings yet
- IR Sensor UnitDocument1 pageIR Sensor UnitChockalingam AthilingamNo ratings yet
- Electronic ComparatorDocument1 pageElectronic ComparatorChockalingam AthilingamNo ratings yet
- Amk SymbolDocument6 pagesAmk SymbolChockalingam AthilingamNo ratings yet
- Hardness TestDocument10 pagesHardness Testbadawi2No ratings yet
- NLG CKP FG 22 Sep 2021 1734Document614 pagesNLG CKP FG 22 Sep 2021 1734Operational NLGNo ratings yet
- Insert Bonded Metal CombinationsDocument1 pageInsert Bonded Metal CombinationsnorthstarleoNo ratings yet
- Week13 TNT Conversion of Piezoelectric Material DataDocument7 pagesWeek13 TNT Conversion of Piezoelectric Material DataDeepak ChachraNo ratings yet
- One Line DiagramDocument1 pageOne Line DiagramMathivanan AnbazhaganNo ratings yet
- Sikagrout - 214: High Performance, Non Shrink, Expanding Cementitious Grouting MortarDocument3 pagesSikagrout - 214: High Performance, Non Shrink, Expanding Cementitious Grouting MortarSulaim Al KautsarNo ratings yet
- SCN0046 P410 MSZDocument2 pagesSCN0046 P410 MSZCristian ChiruNo ratings yet
- Procedure For Flooring WorksDocument4 pagesProcedure For Flooring WorksAkhilesh Kumar0% (1)
- Tipos Concavos y MantosDocument22 pagesTipos Concavos y MantosJose Luis Atao SantiagoNo ratings yet
- Welding Basics - An Introduction To Practical & Ornamental WeldingDocument364 pagesWelding Basics - An Introduction To Practical & Ornamental Weldingmclade01100% (1)
- Summary NG Pagtatasa NG Pangangailangan (Needs Assessment Survey)Document3 pagesSummary NG Pagtatasa NG Pangangailangan (Needs Assessment Survey)Karlo AvendañoNo ratings yet
- KAESER SX6 Service ManualDocument100 pagesKAESER SX6 Service ManualYassin AlkadyNo ratings yet
- Chemical & Process Technology - Determine Latent Heat For Multi-Component and Relieving Area Using Rigorous Method in HYSYSDocument6 pagesChemical & Process Technology - Determine Latent Heat For Multi-Component and Relieving Area Using Rigorous Method in HYSYSAnonymous q95lwCgNo ratings yet
- List of Approved OLR Antimicrobials For PoultryDocument33 pagesList of Approved OLR Antimicrobials For PoultryVo Long ThuanNo ratings yet
- C-2 Limit State Design of Beams For Flexure Chap2Document58 pagesC-2 Limit State Design of Beams For Flexure Chap2Boopathi YoganathanNo ratings yet
- Tpi183 de en PDFDocument40 pagesTpi183 de en PDFAGNALDOJULIONo ratings yet
- Rotameter Calibration SetDocument5 pagesRotameter Calibration SetnidhidarklordNo ratings yet
- Transmission Towers DetailingDocument38 pagesTransmission Towers DetailingFeleki AttilaNo ratings yet
- Ped Asme ComparisionDocument31 pagesPed Asme ComparisionJose A ManciniNo ratings yet
- Tranportation All ExperimentDocument55 pagesTranportation All ExperimentMaiwand KhanNo ratings yet
- Residual Strength A N D Crack Propagation Tests O N C-130 Airplane Center Wings With Service-Imposed Fatigue DamageDocument69 pagesResidual Strength A N D Crack Propagation Tests O N C-130 Airplane Center Wings With Service-Imposed Fatigue DamagemilindshettiNo ratings yet
- Beam Tutorial 1Document23 pagesBeam Tutorial 1aikalessNo ratings yet
- AP Hercules AfDocument1 pageAP Hercules AfSami KahtaniNo ratings yet
- Flow Measuring Instruments: (An ISO 9001-2008 Company)Document4 pagesFlow Measuring Instruments: (An ISO 9001-2008 Company)I. Murali KrishnaNo ratings yet
- Furnace CodesDocument40 pagesFurnace Codescheeseheadlen100% (1)
- QAS 14 - 20 PD: Instruction Manual For AC GeneratorsDocument62 pagesQAS 14 - 20 PD: Instruction Manual For AC GeneratorslucasNo ratings yet
- 548 HD End CutterDocument36 pages548 HD End CuttercyroniusNo ratings yet
- DP Test ProcedureDocument8 pagesDP Test ProcedureAjith KumarNo ratings yet
- World Class Manufacturing PracticesDocument5 pagesWorld Class Manufacturing PracticesSumit_Raj_Patn_8373No ratings yet
- Led LCD TV: Service ManualDocument60 pagesLed LCD TV: Service ManualFrank VillaNo ratings yet