You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- QRQC / 8D Form: D 1. Description of The ProblemDocument5 pagesQRQC / 8D Form: D 1. Description of The ProblemDearRed FrankNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Trem CardDocument1 pageTrem CardNeel VaderaNo ratings yet
- Hazard Recognition QuizDocument1 pageHazard Recognition QuizNeel VaderaNo ratings yet
- Sell Digital ProductsDocument6 pagesSell Digital ProductsJohn CenaNo ratings yet
- Work Equipment (Including Lifting Equipment) : ProcedureDocument12 pagesWork Equipment (Including Lifting Equipment) : ProcedureNeel VaderaNo ratings yet
- Loader/Backhoe Safety ChecklistDocument14 pagesLoader/Backhoe Safety ChecklistNeel VaderaNo ratings yet
- 5S Audit Worksheet: 0 Very Bad 1 Bad 2 Average 3 Good 4 Very GoodDocument3 pages5S Audit Worksheet: 0 Very Bad 1 Bad 2 Average 3 Good 4 Very GoodNeel Vadera100% (1)
- Lift and LevDocument52 pagesLift and LevNeel VaderaNo ratings yet
- Recognition and Identification Quiz: 1. Which Hazard Class Is Identified by This Placard?Document6 pagesRecognition and Identification Quiz: 1. Which Hazard Class Is Identified by This Placard?Neel VaderaNo ratings yet
- Insecticideact 150512163718 Lva1 App6892Document44 pagesInsecticideact 150512163718 Lva1 App6892Neel VaderaNo ratings yet
- Fork LiftDocument44 pagesFork LiftNeel VaderaNo ratings yet
- 5S Audit Worksheet: 0 Very Bad 1 Bad 2 Average 3 Good 4 Very GoodDocument3 pages5S Audit Worksheet: 0 Very Bad 1 Bad 2 Average 3 Good 4 Very GoodNeel Vadera100% (1)
- Form - Approved Supplier ListDocument2 pagesForm - Approved Supplier Listo4381226No ratings yet
- Preventing Fires QuizDocument2 pagesPreventing Fires QuizNeel VaderaNo ratings yet
- Loading and Unloading Safety TrainingDocument18 pagesLoading and Unloading Safety TrainingNeel Vadera100% (3)
- Storage Handling and Transportation SafetyDocument56 pagesStorage Handling and Transportation SafetyNeel VaderaNo ratings yet
- Hazard Recognition QUIZDocument1 pageHazard Recognition QUIZNeel VaderaNo ratings yet
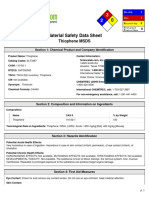
- Msds ThiopheneDocument5 pagesMsds ThiopheneNeel VaderaNo ratings yet
- Handling Hazardous Substance - Guidebook PDFDocument48 pagesHandling Hazardous Substance - Guidebook PDFUsama IqbalNo ratings yet
- CHEMICAL HAZARDS CONTROL MEASURESDocument112 pagesCHEMICAL HAZARDS CONTROL MEASURESNeel VaderaNo ratings yet
- Hydrogen Sulfide (H S) Code of Practice: Health & SafetyDocument15 pagesHydrogen Sulfide (H S) Code of Practice: Health & SafetyJegr AbasNo ratings yet
- Emergency Preparedness and Response For Carbon Monoxide: by - S. G. PatelDocument33 pagesEmergency Preparedness and Response For Carbon Monoxide: by - S. G. PatelNeel VaderaNo ratings yet
- Forklift Safety Training Class 2008Document10 pagesForklift Safety Training Class 2008Neel Vadera0% (1)
- US Labor Guide to Carbon Monoxide ExposureDocument8 pagesUS Labor Guide to Carbon Monoxide ExposureNeel VaderaNo ratings yet
- Loader/Backhoe Safety ChecklistDocument14 pagesLoader/Backhoe Safety ChecklistNeel VaderaNo ratings yet
- OISDSTD137Draft PDFDocument65 pagesOISDSTD137Draft PDFpandeyamriteshNo ratings yet
- Setting Up of Mobile CranesDocument14 pagesSetting Up of Mobile CranesdanbndNo ratings yet
- 5S Audit Worksheet: 0 Very Bad 1 Bad 2 Average 3 Good 4 Very GoodDocument3 pages5S Audit Worksheet: 0 Very Bad 1 Bad 2 Average 3 Good 4 Very GoodNeel Vadera100% (1)
- Responding To Carbon Monoxide AlarmsDocument9 pagesResponding To Carbon Monoxide AlarmsNeel VaderaNo ratings yet
- EHS Standards ListDocument9 pagesEHS Standards ListRana Vimal100% (1)
- Fertilizers: Types of InorganicDocument3 pagesFertilizers: Types of InorganicNeel VaderaNo ratings yet
- EHS Standards ListDocument9 pagesEHS Standards ListRana Vimal100% (1)
- CSS 10-Summative TEST 1Document4 pagesCSS 10-Summative TEST 1herbert reblora100% (1)
- Optix BWS 1600 GDocument23 pagesOptix BWS 1600 GRohit SharmaNo ratings yet
- How to operate, maintain, inspect and overhaul a reciprocating aircraft engineDocument135 pagesHow to operate, maintain, inspect and overhaul a reciprocating aircraft engineshimi yayNo ratings yet
- GS401-6100 - B (GeoSwath 4 Deck Unit Operation Manual)Document57 pagesGS401-6100 - B (GeoSwath 4 Deck Unit Operation Manual)Rhenryan Panes100% (1)
- Ericsson Ethernet Jumbo FramesDocument18 pagesEricsson Ethernet Jumbo Framesmbuh_meongNo ratings yet
- Easychair Preprint: Adnene Noughreche, Sabri Boulouma and Mohammed BenbaghdadDocument8 pagesEasychair Preprint: Adnene Noughreche, Sabri Boulouma and Mohammed BenbaghdadTran Quang Thai B1708908No ratings yet
- Simplified Laboratory Room Data Sheet R1Document8 pagesSimplified Laboratory Room Data Sheet R1SamNo ratings yet
- UntitledDocument36 pagesUntitledisaac gonzalezNo ratings yet
- Vinculum's Supply Chain PracticeDocument26 pagesVinculum's Supply Chain PracticeVinculumGroup100% (1)
- Hangzhou Silan Microelectronics SD6861 - C87751Document12 pagesHangzhou Silan Microelectronics SD6861 - C87751youcef88No ratings yet
- Oracle Financial FaqDocument259 pagesOracle Financial FaqAndrea NguyenNo ratings yet
- Frontiers in Advanced Control SystemsDocument290 pagesFrontiers in Advanced Control SystemsSchreiber_DiesesNo ratings yet
- III Year SyllabusDocument68 pagesIII Year SyllabusFaiz KarobariNo ratings yet
- IT 111 Chapter1Document72 pagesIT 111 Chapter1Maria Jonalene Dela MercedNo ratings yet
- ABB Price Book 714Document1 pageABB Price Book 714EliasNo ratings yet
- Sample Data Protection Policy TemplateDocument8 pagesSample Data Protection Policy TemplateMarcelo Partes de OliveiraNo ratings yet
- Test 1Document7 pagesTest 1Lvian MarcelinoNo ratings yet
- Megaplex2100 ManualDocument326 pagesMegaplex2100 Manualashraf.rahim139No ratings yet
- BioSystems A-15 Analyzer - Maintenance Manual PDFDocument23 pagesBioSystems A-15 Analyzer - Maintenance Manual PDFGarcía XavierNo ratings yet
- Addons Mozilla Org en US Firefox Addon Save As PDF Utm SourcDocument5 pagesAddons Mozilla Org en US Firefox Addon Save As PDF Utm SourcThanga PandiNo ratings yet
- SAP SRM 7.0 Strategic SourcingDocument90 pagesSAP SRM 7.0 Strategic SourcingSergio Martinez PerezNo ratings yet
- Churn Consultancy For V Case SharingDocument13 pagesChurn Consultancy For V Case SharingObeid AllahNo ratings yet
- MATHEMATICS IN THE MODERN WORLD Activity 1Document4 pagesMATHEMATICS IN THE MODERN WORLD Activity 1Ana Marie ValenzuelaNo ratings yet
- Lesson 7Document42 pagesLesson 7Nithya NairNo ratings yet
- BDDocument3,102 pagesBDtedy yidegNo ratings yet
- The Hackers Manual 2016Document178 pagesThe Hackers Manual 2016securay100% (2)
- History of LinuxDocument5 pagesHistory of LinuxBaskarran VijayakumarNo ratings yet
- WSN Monitoring System For BillboardsDocument11 pagesWSN Monitoring System For BillboardsRaja RKNo ratings yet