You might also like
- BSi standards for cast metals industryDocument10 pagesBSi standards for cast metals industrypicnarukNo ratings yet
- Arc Welding Electrodes (Product Catalogue)Document28 pagesArc Welding Electrodes (Product Catalogue)ddprt123No ratings yet
- Comparison en 10277Document4 pagesComparison en 10277Ardeleana TisaNo ratings yet
- Contents 22844Document5 pagesContents 22844Hidayat TofikNo ratings yet
- DIN 17100 TablasDocument2 pagesDIN 17100 Tablasanonimarium100% (3)
- Building Hardware Corrosion Resistance StandardDocument10 pagesBuilding Hardware Corrosion Resistance StandardGODREJ LAB THANENo ratings yet
- Astm B335-08Document4 pagesAstm B335-08Srinivasan KrishnamoorthyNo ratings yet
- Cryogenic HardeningDocument17 pagesCryogenic HardeningchetanNo ratings yet
- ISO 3755 Cast-Carbon-Steel-General-Engineering-PurposesDocument9 pagesISO 3755 Cast-Carbon-Steel-General-Engineering-PurposesLe Van TamNo ratings yet
- Electron Beam Welding Process - Equipment's, Working Principle With DiagramDocument7 pagesElectron Beam Welding Process - Equipment's, Working Principle With DiagramDr.S.Ravi CITNo ratings yet
- Welding Manual SummaryDocument18 pagesWelding Manual SummarycastmatamorosNo ratings yet
- Chemical Composition - Zinc PDFDocument2 pagesChemical Composition - Zinc PDFIslam SahafayatNo ratings yet
- Investigation of Al Welding Through MIG Welding ProcessDocument92 pagesInvestigation of Al Welding Through MIG Welding ProcessMert KarakaplanNo ratings yet
- En Series Chemical CompositionDocument3 pagesEn Series Chemical CompositionAyanBiswas22No ratings yet
- A Summary Guide For Books of Material Science, Metallurgy, Corrosion (4636 Titles)Document194 pagesA Summary Guide For Books of Material Science, Metallurgy, Corrosion (4636 Titles)Utpal Yadul100% (1)
- Zinc Flake Technology-Technical PDFDocument1 pageZinc Flake Technology-Technical PDFKalyan DhakaneNo ratings yet
- Inconel 718 Alloy 718 Uns n07718 Din 2.4668Document3 pagesInconel 718 Alloy 718 Uns n07718 Din 2.4668SamkitNo ratings yet
- Mil DTL 24211CDocument8 pagesMil DTL 24211CmurphygtNo ratings yet
- Astm2012 PDFDocument3 pagesAstm2012 PDFRiyas UdheenNo ratings yet
- NDT PDFDocument13 pagesNDT PDFAaron QuinnNo ratings yet
- Corrosion and Corrosion Test Methods of ZincDocument9 pagesCorrosion and Corrosion Test Methods of ZincMrPalm LimNo ratings yet
- MSRR 6522Document7 pagesMSRR 6522pradellesNo ratings yet
- Shielded Metal Arc Welding: Mild Steel III (E6011)Document33 pagesShielded Metal Arc Welding: Mild Steel III (E6011)greatsteelNo ratings yet
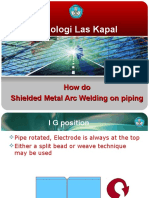
- Teknologi Las Kapal: How Do Shielded Metal Arc Welding On PipingDocument42 pagesTeknologi Las Kapal: How Do Shielded Metal Arc Welding On Pipingardin0506No ratings yet
- Data Sheet AluminaDocument10 pagesData Sheet AluminaXin EnNo ratings yet
- 304 DDQ SpecificationDocument1 page304 DDQ Specificationdac_angelovNo ratings yet
- Special Metals Joining (WeldingWorld) PDFDocument52 pagesSpecial Metals Joining (WeldingWorld) PDFاکبر کرمیNo ratings yet
- Righton LTD - Copper and Copper Alloys CC492K LG4 - 379 PDFDocument1 pageRighton LTD - Copper and Copper Alloys CC492K LG4 - 379 PDFjenishjsNo ratings yet
- Inconel Alloy 718 PDFDocument28 pagesInconel Alloy 718 PDFManuelNo ratings yet
- Nickel Rod and Bar: Standard Specification ForDocument6 pagesNickel Rod and Bar: Standard Specification ForSrinivasan KrishnamoorthyNo ratings yet
- Aws B1 - 10 PDFDocument41 pagesAws B1 - 10 PDFAlin TomozeiNo ratings yet
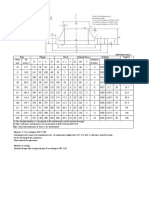
- Din Flange Din 2627: (Dimensions in MM.)Document12 pagesDin Flange Din 2627: (Dimensions in MM.)Wisüttisäk PeäröönNo ratings yet
- AVESTA Welding Manual For SSDocument300 pagesAVESTA Welding Manual For SSAgus Tri AtmantoNo ratings yet
- Hot-rolled carbon steel data sheetDocument7 pagesHot-rolled carbon steel data sheetwulfgang66No ratings yet
- SWG To MM Chart PDFDocument1 pageSWG To MM Chart PDFSundara Moorthy100% (1)
- Resistance and Special WeldingDocument24 pagesResistance and Special WeldingKBSMANITNo ratings yet
- MIG Welding Tips and TechniquesDocument3 pagesMIG Welding Tips and TechniquesQA QCNo ratings yet
- ISO 15510 - Part 1Document5 pagesISO 15510 - Part 1Zdenko MahacekNo ratings yet
- All Unified PL On SR RequestDocument87 pagesAll Unified PL On SR RequestRohit Kumar SinghNo ratings yet
- Comparison of BS and BSEN For Steel Simplified VersionDocument28 pagesComparison of BS and BSEN For Steel Simplified VersiondpkguptNo ratings yet
- Astm b68 1995Document12 pagesAstm b68 1995leonardoportocNo ratings yet
- Induction Hardening and Inspection PDFDocument9 pagesInduction Hardening and Inspection PDFAnonymous j0zANTHPc100% (1)
- Flux Cored Arc Welding Handbook, 3rd EdDocument2 pagesFlux Cored Arc Welding Handbook, 3rd EdAnonymous nw5AXJqjdNo ratings yet
- En 10140-2006Document14 pagesEn 10140-2006KaanMertNo ratings yet
- Durometer Conversion TableDocument1 pageDurometer Conversion TableSenthil KumarNo ratings yet
- Torque Values RTJ (B16.5) PDFDocument3 pagesTorque Values RTJ (B16.5) PDFAmin NziNo ratings yet
- Iso 18273Document12 pagesIso 18273Дмитрий ПетровNo ratings yet
- BS EN 26945-2008 MEtallic and Other Inorganic Coatings PDFDocument20 pagesBS EN 26945-2008 MEtallic and Other Inorganic Coatings PDFhand42No ratings yet
- LCM ValvesDocument40 pagesLCM ValvesAlexa Harper100% (1)
- Molten SaltDocument7 pagesMolten SaltThota Sai SwaroopNo ratings yet
- Material SpecificationDocument2 pagesMaterial SpecificationmasrooorNo ratings yet
- ESAB Consumable PDFDocument165 pagesESAB Consumable PDFbond8031No ratings yet
- Measuring Coating Thickness by Magnetic-Field or Eddy-Current (Electromagnetic) Test MethodsDocument4 pagesMeasuring Coating Thickness by Magnetic-Field or Eddy-Current (Electromagnetic) Test MethodsDawitt BadilloNo ratings yet
- Magnetic Particle TestingDocument7 pagesMagnetic Particle TestingAmzar KamilNo ratings yet
- Astm E376-11Document5 pagesAstm E376-11samynathan_bvs100% (1)
- Coating Thickness Standard ASTM E376Document4 pagesCoating Thickness Standard ASTM E376Ahmed Shaban KotbNo ratings yet
- Measure of Coating Thickness ASTM StandardDocument5 pagesMeasure of Coating Thickness ASTM StandardCharles GuzmanNo ratings yet
- Is 12554 1 1988Document10 pagesIs 12554 1 1988rajpd28No ratings yet
- NDT Refresher Course on Visual, LPT, MPT and UT Testing MethodsDocument25 pagesNDT Refresher Course on Visual, LPT, MPT and UT Testing MethodsRaghu vamshiNo ratings yet
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- House Layout1Document1 pageHouse Layout1Anonymous tmRaHhNo ratings yet
- Etg4 Environment Technical Guideline No 4Document5 pagesEtg4 Environment Technical Guideline No 4Anonymous tmRaHhNo ratings yet
- Health and Safety Rules and Regulations 2012 PDFDocument54 pagesHealth and Safety Rules and Regulations 2012 PDFBranislavVorgic100% (1)
- DEFRA Oil - Store PDFDocument39 pagesDEFRA Oil - Store PDFAnonymous tmRaHhNo ratings yet
- 0109 02 UnifiedspecDocument4 pages0109 02 UnifiedspecAnonymous tmRaHhNo ratings yet
- Jackson H A.fundamentals of Subm.1992.TRANSDocument30 pagesJackson H A.fundamentals of Subm.1992.TRANSAnonymous tmRaHhNo ratings yet
- ABS - Part 4 - e PDFDocument700 pagesABS - Part 4 - e PDFMuhammad Fauzan Mauliawan100% (1)
- Drum Tutorial 1Document1 pageDrum Tutorial 1Anonymous tmRaHhNo ratings yet
- PPG2 Above Ground Oil Storage Tanks PDFDocument9 pagesPPG2 Above Ground Oil Storage Tanks PDFAnonymous tmRaHhNo ratings yet
- Guide To Design Criteria For Bolts and Riveted JointsDocument352 pagesGuide To Design Criteria For Bolts and Riveted JointsHomero Silva96% (24)
- Beam Design Formulas With Shear and MomentDocument20 pagesBeam Design Formulas With Shear and MomentMuhammad Saqib Abrar100% (8)
- Design of Tension Circular Flange Joints in Tubular StructuresDocument9 pagesDesign of Tension Circular Flange Joints in Tubular StructuresAnonymous tmRaHhNo ratings yet
- BS 874 - 1973 Determining Thermal Insulating PropertiesDocument47 pagesBS 874 - 1973 Determining Thermal Insulating PropertiesAnonymous tmRaHhNo ratings yet
- Guide To Design Criteria For Bolts and Riveted JointsDocument352 pagesGuide To Design Criteria For Bolts and Riveted JointsHomero Silva96% (24)
- Shallow Water Forces SpreadsheetDocument90 pagesShallow Water Forces SpreadsheetAnonymous tmRaHhNo ratings yet
- MusicDocument2 pagesMusicAnonymous tmRaHhNo ratings yet
- Comparison of Ansi Aisc 360-05 To 1989 Asd SpecificationDocument32 pagesComparison of Ansi Aisc 360-05 To 1989 Asd SpecificationRicardo MGNo ratings yet
- DN Reliability Jacket ExamplesDocument117 pagesDN Reliability Jacket ExamplesDivjot SinghNo ratings yet
- MusicDocument2 pagesMusicAnonymous tmRaHhNo ratings yet
- ISO 1217 2009 en PreviewDocument8 pagesISO 1217 2009 en PreviewALINo ratings yet
- Differences Between ISO 9001 - 2015 and ISO 9001 - 2008Document16 pagesDifferences Between ISO 9001 - 2015 and ISO 9001 - 2008Anudeep ChittluriNo ratings yet
- 2358 PDFDocument64 pages2358 PDFMik AeilNo ratings yet
- Iso 10399 2017 en PDFDocument11 pagesIso 10399 2017 en PDFRadwan AjoNo ratings yet
- F177 AC1 Certification Body Application 3Document6 pagesF177 AC1 Certification Body Application 3JohnNo ratings yet
- Iso 7186 2011 A PDFDocument44 pagesIso 7186 2011 A PDFakshatjain3001No ratings yet
- International Standard: Plastics Moulded Parts - Tolerances and Acceptance ConditionsDocument11 pagesInternational Standard: Plastics Moulded Parts - Tolerances and Acceptance ConditionsAhmad Eltaweel0% (1)
- Bsiso 4190-2Document26 pagesBsiso 4190-2Pierre DibNo ratings yet
- Quality Certifications and AwardsDocument15 pagesQuality Certifications and AwardsKapil AroraNo ratings yet
- Iso 8501-2Document178 pagesIso 8501-2Talha UmairNo ratings yet
- Iec Pas 61906-2005Document22 pagesIec Pas 61906-2005abhi boyzNo ratings yet
- ISO 19600 PresentationDocument12 pagesISO 19600 Presentationandruta1978100% (4)
- Iso 5832 3 2021Document10 pagesIso 5832 3 2021735380482No ratings yet
- Internship ReportDocument27 pagesInternship Reportrajneesh_kumar138664% (11)
- Iso 8503 - 5-2003Document14 pagesIso 8503 - 5-2003smupy_122-1No ratings yet
- International Standard: Norme InternationaleDocument19 pagesInternational Standard: Norme Internationalechujiyo33% (3)
- Conveyor Equipment Manufacturers Association: 2019 Cema Engineering Conference Bulk Handling SectionDocument8 pagesConveyor Equipment Manufacturers Association: 2019 Cema Engineering Conference Bulk Handling SectionSuleman KhanNo ratings yet
- IEC 60601-2-24 Ed. 1 (1998) (Indian Edition)Document67 pagesIEC 60601-2-24 Ed. 1 (1998) (Indian Edition)Matteo AgenoNo ratings yet
- BIM Presentation - PLN Sulawesi - 07062023 - Share1Document16 pagesBIM Presentation - PLN Sulawesi - 07062023 - Share1Olivia MentangNo ratings yet
- Iec 62337 2006 en PDFDocument11 pagesIec 62337 2006 en PDFEliud RodriguezNo ratings yet
- ISO 9001 General AwarenessDocument24 pagesISO 9001 General AwarenesspvendaraNo ratings yet
- BS en Iso 15609-2-2019Document16 pagesBS en Iso 15609-2-2019Ahmet YüceNo ratings yet
- Iso+9000 3 1997Document38 pagesIso+9000 3 1997api-19846338No ratings yet
- ISO 50000 Energy Standards GuideDocument24 pagesISO 50000 Energy Standards GuideDragomir VasicNo ratings yet
- Iso 16048-2003Document9 pagesIso 16048-2003張曉文100% (1)
- Ceramic Tile Dimensions and Quality StandardDocument16 pagesCeramic Tile Dimensions and Quality Standardjohanitalopez0% (2)
- FSG301 Proposal BriefingDocument9 pagesFSG301 Proposal BriefingSyaiful Ashraf Mohd AshriNo ratings yet
- Iec EmcDocument52 pagesIec Emcsamlscribd100% (1)
- ISO 14050 2020 DAmd 1 (E)Document46 pagesISO 14050 2020 DAmd 1 (E)BNo ratings yet
- International Standard: Iso/Iec 8482Document4 pagesInternational Standard: Iso/Iec 8482Ngô Mạnh TiếnNo ratings yet